大厚度縫合復合材料的層間拉伸性能*
2021-07-27 03:38:52楊宏宇韓美月
航空制造技術 2021年11期
關鍵詞:復合材料
楊宏宇,吳 寧,韓美月,朱 超,陳 利
(1.天津工業大學,天津 300387;2.天津工業大學先進紡織復合材料教育部重點實驗室,天津 300387;3.南京玻璃纖維研究設計院有限公司,南京 210012)
為了降低溫室氣體的排放量,促進可持續發展,航空業一直以輕量化、低油耗為追求目標,致力于不斷給飛機減重[1],一種行之有效的辦法是更多地采用纖維增強復合材料替代傳統的金屬材料。
纖維增強復合材料因具有高比強度、高比模量、耐高溫、質量輕、結構可設計性強等諸多優勢,廣泛應用于飛機、火箭、衛星等設備。然而由于復合材料在厚度方向承載能力顯著低于其平面方向的特點,其層間連接性能一直受到研究者的重點關注。3D增強復合材料技術的出現,使得這一問題得到了改善,這些技術包括三維機織、編織、針織及Z–pin、縫合等。三維織造預制體的整體性好,結構可設計性強,但其成形尺寸易受到機器尺寸的限制,且人工成本昂貴。為了降低設備的裝配和維護成本,20世紀70~80年代,研究人員開發了Z–pin[2–3]和縫合[4–5]兩種技術,前者適用于預浸料成形,而后者適用于織物成形。
當前,縫合技術普遍應用于飛機加筋蒙皮結構的連接,而這些部位一般都具有較高的厚度,例如波音787(Dreamliner)蒙皮采用的織物層數從12層到百余層不等[4],空客A350的中央翼盒層合板厚度可達45mm[6]。隨著復合材料在飛機承力部件應用的增多,研究者采用雙懸臂梁(Double cantilever beam, DCB)法縫合的復合材料I型層間分層理論、模擬以及試驗研究進行了廣泛的報道[7–14]。為了更好地揭示復合材料層間斷裂機制與Z–pin之間的關系,Dai等[15]首先提出用九釘法研究Z–pin復合材料的橋接規律,隨后文獻[16–20]對九釘層間拉伸試驗進行了廣泛報道。但這些理論及試驗研究不完全適應于復合材料厚板,亟需進一步探究大厚度縫合復合材料的制備工藝及其層間性能。基于上述研究方法,本文以35mm厚度玻璃纖維平紋織物為對象,采用改進的鎖式縫合方法,通過真空輔助樹脂灌注成型(Vacuum assisted resin infusion,VARI)工藝制備了大厚度縫合復合材料九釘試樣,通過在縫合復合材料不同厚度處植入聚四氟乙烯(PTFE)薄膜的方式,借助萬能試驗機研究了預制分層位置及縫合間距對其層間拉伸性能的影響。此外,通過SEM分析了縫合復合材料的失效模式,進一步探究了縫合工藝參數對大厚度縫合復合材料層間性能的影響,對大厚度縫合復合材料的開發和設計具有重要的意義和參考價值。
試驗及方法
1 原材料
根據Dai等[15]提出的方法,采用VARI工藝制備了兩種參數的預制分層九釘縫合試樣,即不同縫合間距(行距、針距)和不同縫合厚度處植入PTFE薄膜(厚度為0.05mm)的試樣,分別標記為D組、H組。樹脂基選用環氧樹脂EPOLAM 2040,固化劑為EPOLAM 2042(北京科拉斯科技有限公司);黏接劑選用環氧樹脂NO.1–6349A,固化劑型號為NO.1–6349B(深圳市郎博萬先進材料有限公司);無堿玻璃纖維方格布EWR400–100(泰山玻璃纖維有限公司);石英纖維縫合線2×195tex,200捻/m(湖北菲力華石英玻璃股份有限公司)。
2 試樣制備
將織物裁剪、鋪放完畢后,放置于穿刺縫合機中(天津工業大學自制),進行改進的鎖式縫合,如圖1所示。
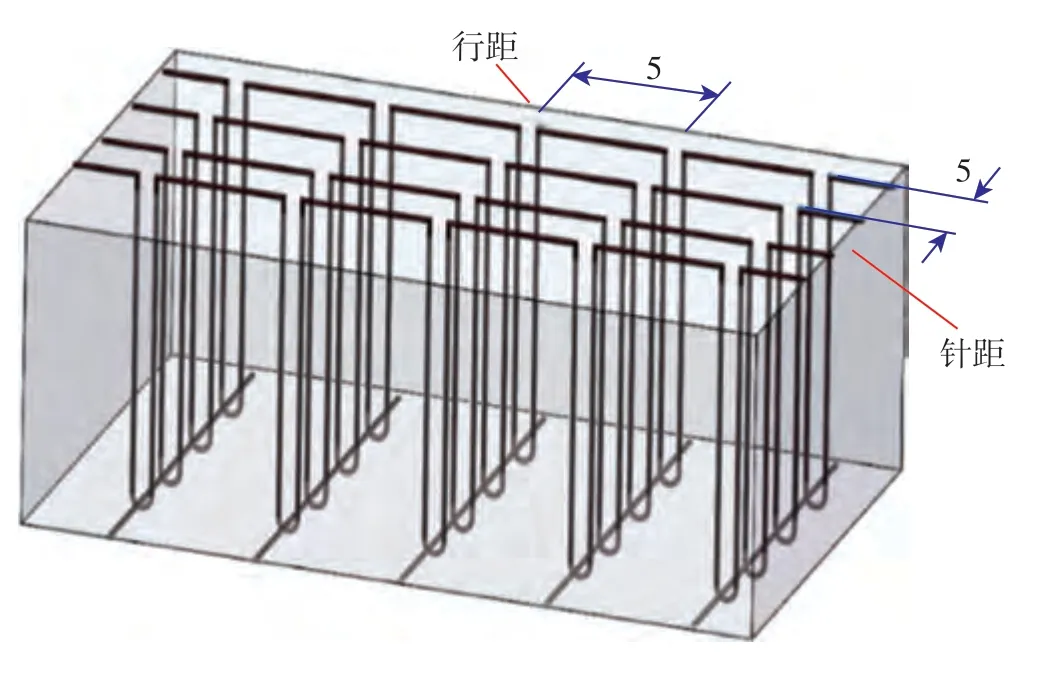
圖1 縫合結構示意圖Fig.1 Schematic illustration of the stitching structure
D組、H組試樣中所用的玻璃纖維平紋織物層數均為112層,按照[0/90°]n沿水平方向鋪層,織物厚度為35mm,通過在織物的兩邊放置高度為35mm的長方體墊塊來控制織物的厚度,保證織物在縫合前的層密接近32層/cm。
D組試樣中,PTFE薄膜植入位置相同,都是在56~57層之間,從織物表層到薄膜所在位置的距離為17.5mm,變量參數為3種縫合間距(針距、行距): 5mm×5mm、7.5mm×7.5mm、10mm×10mm,分別記為D–5、D–7.5、D–10,每種間距下做5次試驗,一共15個試樣件。試樣在制備的過程中,需要預留出織物的布邊,因此,D組織物試樣的尺寸為240mm×160mm×35mm,如圖2所示,其中,單個試樣件的尺寸為40mm×40mm×35mm。

圖2 D組層間拉伸試樣示意圖Fig.2 Schematic diagram of group D interlayer tensile specimen
H組試樣的縫合間距相同,針距、行距都是5mm,變量參數為PTFE薄膜鋪放位置距離織物上表面的高度,即預制分層的位置不同。取一塊約280mm長的PTFE薄膜,將其剪成20mm寬的長條,分別植入距離織物上表面5mm、10mm、17.5mm、25mm處,標記為H–5、H–10、H–17.5、H–25。H組織物試樣的尺寸為240mm×120mm×35mm,包含4種試樣,每種5個試樣件,共計20個層間拉伸試樣件,單個試樣件的尺寸為40mm×20mm×35mm。參考文獻[21]的方法,H組試樣中,在薄膜所在層的左右兩側制作切口,由于試驗條件限制,H組試樣實際的切口高度為3mm,深度為10mm,如圖3所示。
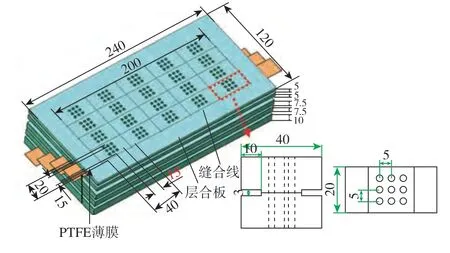
圖3 H組層間拉伸試樣示意圖Fig.3 Schematic diagram of group H interlayer tensile specimen
VARI工藝如圖4所示,在制備試樣的過程中,先提前將真空袋內的空氣抽凈,并保證不漏氣,真空袋內的壓力保持在–0.1MPa以下,然后將環氧樹脂EPOLAM2040和固化劑EPOLAM2042按照質量比100∶32調配,用真空泵抽真空,持續大約1h,待樹脂全部注入完畢,將注射口夾緊,繼續抽真空,等到樹脂完全灌滿織物預制體,夾緊注射口的橡皮管并繼續抽真空,直到真空袋內的樹脂完全固化,室溫25℃下固化24h后,再將其放入電熱鼓風干燥箱中70℃固化16h后脫模。最后,采用切割機對D組和H組兩個固化好的試樣進行切割,采用臺式砂輪機對切割后的試樣進行打磨。打磨后的試樣用酒精擦拭干凈,采用雙組分環氧樹脂NO.1–6349A和固化劑NO.1–6349B按照質量比2∶1混合,用于粘接拉伸試樣件與金屬塊,將粘接好的試樣放入電熱鼓風干燥箱中80℃固化4h,然后在烘箱中自然冷卻6h。
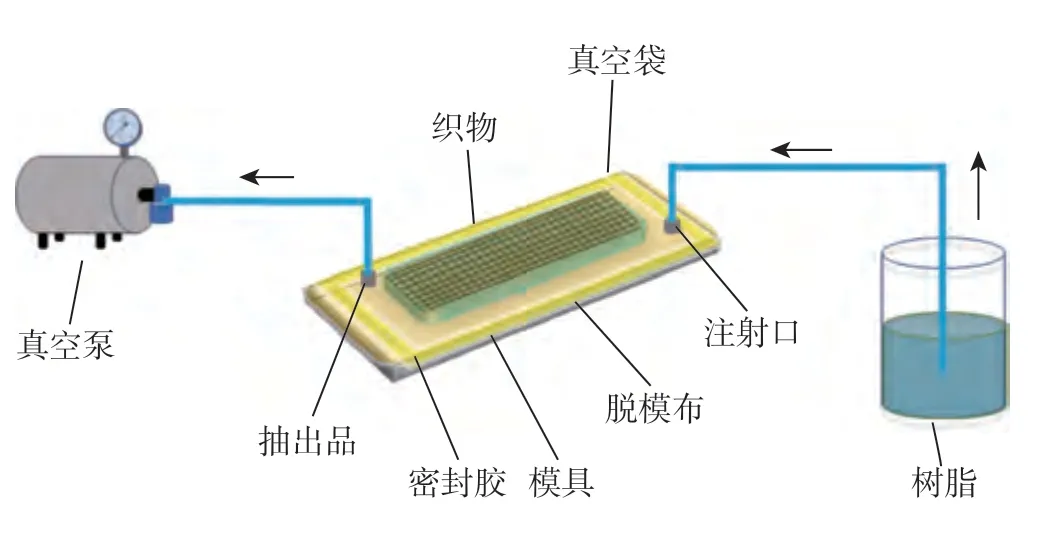
圖4 VARI成型工藝示意圖Fig.4 Schematic illustration of VARI moulding process
3 測試與表征
將縫合后的D、H兩塊織物預制體放到電熱鼓風干燥箱內,50℃下處理3h,對烘干的織物預制體進行稱重,根據以下公式計算其纖維體積分數:
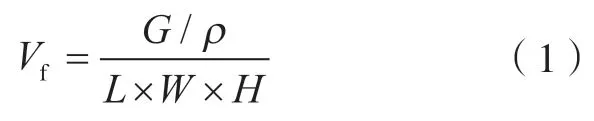
式中,Vf為纖維體積分數;G為玻璃纖維布的質量;ρ為玻璃纖維的密度;L、W、H為復合材料的長、寬、厚。
采用日本島津AG–250KNE萬能強力儀進行層間拉伸測試,速度為1mm/min,每組測試5個試樣,取平均值,試驗過程如圖5所示。采用日本基恩士有限公司的3D輪廓測量儀VR5200和荷蘭Phenom Word BV公司的掃描電鏡Phenom XL,對失效后的試樣斷口形貌進行圖像表征。

圖5 層間拉伸測試示意圖Fig.5 Schematic illustration of interlaminar tensile test
在VARI工藝過程中,織物在真空袋中被進一步壓縮,造成局部厚度不均,因此膠接試樣前需要對試樣表面進行打磨,以增大膠接面積,防止脫膠。由于PTFE薄膜的存在,試樣被分為上下兩個部分,對打磨處理后的兩組試樣中預制分層位置進行測量并統計其上下兩部分的厚度,以供讀者參考,得到的結果如表1所示。計算得出的兩組試樣的纖維體積分數如表2所示。
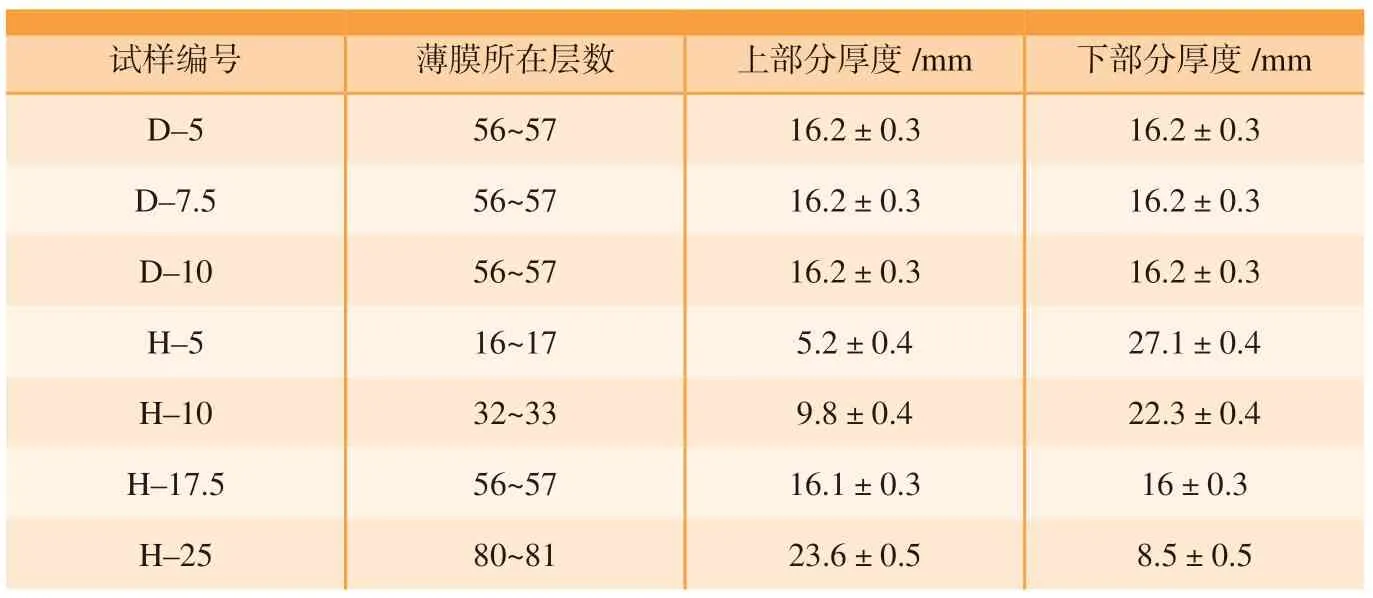
表1 縫合復合材料層間拉伸試樣參數Table 1 Parameter of interlayer tensile specimens of stitched composite materials

表2 兩組試樣纖維體積分數Table 2 Fiber volume fraction of two group specimens
結果與討論
1 縫合間距對層間拉伸性能的影響分析
D組試樣中,PTFE薄膜位于縫合復合材料的中間層,上下兩部分拉伸試樣的尺寸基本相等,由于拉伸方向垂直于試樣的鋪層方向,在測試過程中只有石英纖維縫合線提供張力,以抵抗層間裂紋的擴展[22]。試樣在層間拉伸過程中,所有的位移–載荷曲線的變化規律相似,表明試驗具有一定的可重復性。D組試樣典型的層間拉伸位移–載荷曲線如圖6所示,不同縫合間距試樣的層間拉伸載荷顯示出3個階段的橋接牽引響應,曲線右邊對應的是試樣在各個階段的失效過程,其位移–載荷曲線的基本特征為: (1)彈性變形階段,位移在1.5mm前隨著層間拉伸位移的增加,縫合線的載荷呈線性增加; (2)分離脫粘階段,縫合線從層合板上分離并脫粘,樹脂基體開裂,導致載荷突然下降; (3)縫合線摩擦拔出階段,縫合線從開裂的樹脂基體中逐漸拔出,摩擦(滑動)應力降低,載荷逐漸降低并最終接近于0。

圖6 D組典型的層間拉伸位移–載荷曲線Fig.6 Typical interlaminar tensile load-displacement curve for group D
為了評價不同縫合間距下,縫合復合材料層間斷裂強力的大小,統計了D組試樣的最大層間拉伸斷裂載荷,如圖7所示。可以看出,隨著縫合間距的增加,其最大層間拉伸斷裂載荷逐漸降低。D–5、D–7.5和D–10組試樣的最大層間斷裂載荷分別為2875N、2370N、1993.8N,與D–5組相比,D–7.5和D–10組試樣中縫合線的最大斷裂載荷分別降低了17.57%和30.65%。原因可能是,縫合間距小的試樣,其針距、行距更近,在層間拉伸過程中,縫合線承載的拉伸剪切破壞的作用力更加集中。
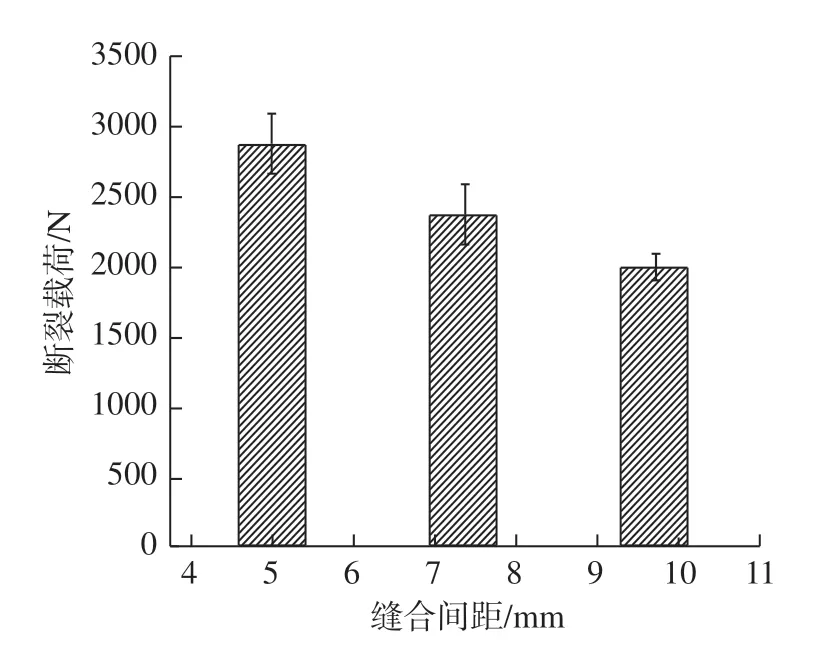
圖7 D組試樣層間拉伸最大斷裂載荷統計圖Fig.7 Statistics of maximum fracture load in interlaminar tension for group D specimens
2 分層位置對層間拉伸性能的影響分析
在H組中,不同編號的試樣是在不同厚度處的層合板中插入PTFE薄膜而制備的,因此可以表征不同厚度處預制分層對縫合復合材料層間拉伸性能的影響。圖8為典型的H組試樣層間拉伸位移–載荷曲線,右側對應的是曲線上各個階段試樣的失效過程。可以看出,與D組相似的是,H組位移–載荷曲線也表現出3個階段: (1)彈性變形階段,隨著層間拉伸位移的增加,縫合線的載荷呈線性增加; (2)分離脫粘階段,裂紋沿著層合板之間的薄膜擴展,縫合線從層合板上分離并脫粘,導致載荷小幅下降,位移–載荷曲線上出現峰值; (3)縫合線漸進式斷裂,縫合線形成橋聯區域,遠離縫合線的區域先出現裂紋開口,隨后第2排縫合線載荷達到飽和時,發生斷裂,出現第2個跌落峰。接著是最后一排縫合線同時發生斷裂,載荷突然跌落,試驗停止。其原因一方面是由于大厚度試樣在實際切割制備的過程中,縫合線并未按照要求完全對中,在拉伸過程中,試樣受到外力作用,造成裂紋先由試樣應力集中區域擴展。另一方面是由于試樣中的9根縫合線的張力不完全一樣,造成了準靜態拉伸的過程中縫合線的斷裂不同時,因此,位移–載荷曲線上出現了明顯的3個跌落峰。
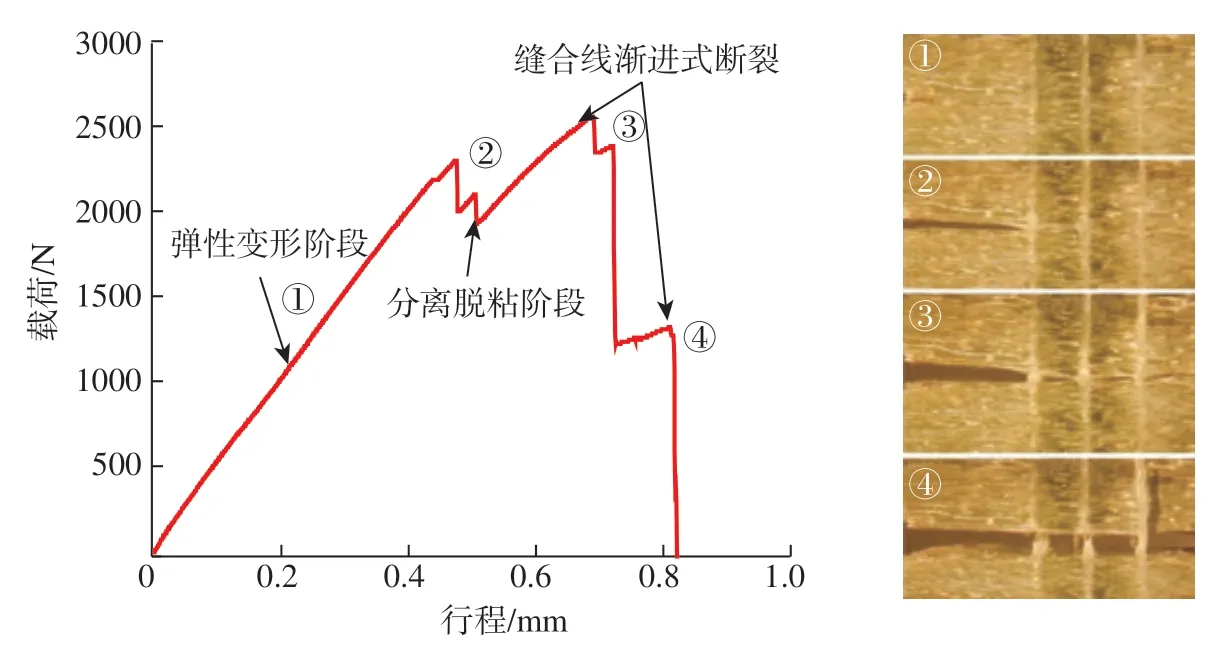
圖8 H組典型的層間拉伸位移–載荷曲線Fig.8 Typical interlaminar tensile displacement–load curve for group H
H組中,不同試樣之間的最大斷裂載荷有所不同,如圖9所示。與H–5組相比,H–10、H–17.5組試樣中縫合線的最大斷裂載荷分別增加了3.69%和7.53%,而H–25組試樣的載荷卻降低了25.37%。造成這一結果的原因,跟預制分層位置有很大關系。比較發現,預制分層位置越接近織物的中間層,其層間載荷越大,可能是由于縫合線橋聯的上下兩塊層合板在分層時受到的載荷更加均勻的原因。而預制分層位置在25mm時,由于縫合針攜帶縫合線在預制織物中的穿刺、摩擦作用,這一位置處的縫合線經歷了較長一段的摩擦作用,因此縫合線的力學性能衰減較多。

圖9 H組試樣層間拉伸最大斷裂載荷統計圖Fig.9 Statistics of maximum fracture load in interlaminar tension for group H specimens
3 層間拉伸破壞微觀結構特征分析
通過對所有試樣的失效面進行觀測分析,結果發現,縫合點處縫合線的斷裂形貌不一,失效后的縫合線的長度在0~5mm之間隨機分布,典型的層間拉伸試樣失效示意圖如圖10所示,下方對應的6張圖片是在輪廓儀下放大40倍后得到的單個縫合點的局部視圖,分別對應失效試樣的上下兩個部分。觀察發現,縫合線的失效類型包括: (1)縫合線一邊抽拔,表現為上下兩塊斷開的試樣中的單個縫合點處,其中一側的縫合線長度較長,如圖10(b)所示,其相對應的另一側試樣中,層合板上留下較為明顯的孔洞。造成這一現象的原因,是由于在層合板高溫固化并冷卻的過程中,產生足夠高的殘余應力,從而導致的界面粘接不夠牢固,縫合線從孔洞中拔出失效[23]。(2)縫合線一邊斷裂。與第一種失效類型相似,表現為上下兩塊失效試樣的縫合點處,其中一側的縫合線長度很長,對應的另一側的層合板上留下開裂的孔洞,且斷裂的紗線留在層合板中,孔洞的形狀為“眼狀”或矩形,孔洞周圍出現大面積白塊,如圖10(c)所示。這是由于縫合線受到軸向力的拉伸作用時,載荷由縫合線傳遞到周圍的樹脂基體,縫合線連接著的上下兩部分試樣中,強力較弱的一側發生抽拔、斷裂的混合作用,引起縫合線周圍基體的開裂、脫粘[24],而縫合工藝中縫合線的摩擦損傷直接削弱了紗線的強力。(3)縫合線從中間斷裂。表現為上下兩塊斷開的試樣中,同一個縫合點處兩側的縫合線的長度相近,如圖10(d)所示,進一步觀察發現,上下兩塊失效的試樣中,白塊區域的分布總是跟縫合線針腳處織物的形貌一致,這說明縫合線的失效類型與織物針腳處的形貌有關,針腳的形貌或眼狀,或矩形,或橢圓,并沿著平面方向和孔洞深度方向擴展,形成脫層、鼓包。此外,白塊的出現是由于纖維受到軸向拉力較大,逐漸伸直、斷裂的過程中,造成其與周邊的樹脂產生摩擦滑移,留下凹凸不平的樹脂基體造成的。白塊主要分布在縫合線的根部或縫合線拔出后失效孔洞的周邊,且白塊的形貌還與上下兩塊失效的試樣中縫合點的位置有關。
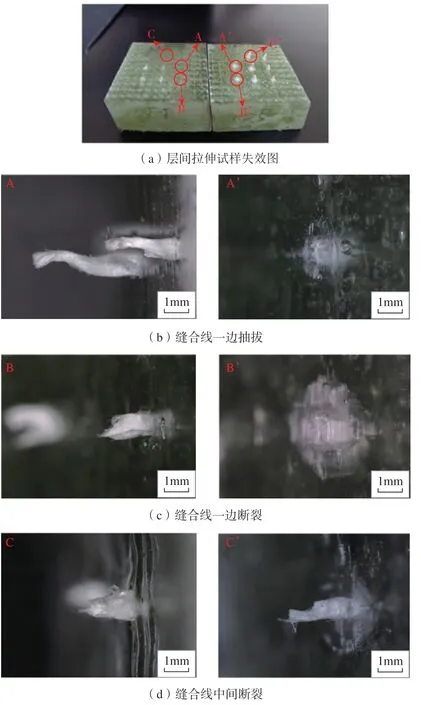
圖10 典型的層間拉伸試樣失效類型示意圖Fig.10 Schematic diagram of failure types of typical interlayer tensile specimens
典型的層間拉伸試樣失效后的SEM圖,更清楚地顯示了斷裂時纖維和基體的微觀失效模式(圖11)。在拉伸載荷的作用下,縫合線外側損傷發生在纖維與樹脂連接處的界面上,隨著軸向載荷的增加,纖維和樹脂界面處出現微小縫隙,纖維附近剪應力的增加導致周圍樹脂的脫層、開裂,引發纖維–基體界面失效[24],如圖11(a)、(e)、(g)所示。此外,縫合線內部存在纖維–樹脂界面脫粘,纖維–樹脂界面的摩擦滑移、纖維的抽拔,如圖11(b)、(f)、(g)所示。圖11(c)、(d)展示了縫合線抽拔失效后的孔洞,其原因可能是由于縫合線在此處的磨損較大,纖維斷裂較多,未斷裂的纖維的外表面失去部分漿膜保護,造成縫合線–層合板界面粘接不良,加上樹脂高溫固化后較大的殘余應力,造成縫合線與層合板之間樹脂界面的開裂、部分脫粘或完全脫粘[25],層合板一側的縫合線摩擦拔出,另一側形成較大的孔洞,而實際上界面裂紋多為混合形式出現。此外,圖11(g)中能看到縫合線斷裂時的扭轉形態,其內部纖維呈現出斷裂不同時性。縫合線較高的捻度造成其內部纖維的取向隨著捻度的變化而變化,使得縫合線內部纖維的抽拔大多沿著一定角度進行(圖11(h)),這一現象有望提高復合材料的層間斷裂強力,而這種結果已經在Z–pin復合材料的研究中得到了廣泛的證實[26]。

圖11 典型的層間拉伸試樣失效后SEM顯微圖Fig.11 Typical SEM micrograph of an interlaminar tensile specimen after failure
結論
(1)通過改進的鎖式縫合/VARI工藝制備了35mm厚縫合復合材料層間拉伸試樣,試驗結果表明,預制分層位置相同的情況下,縫合間距(行距、針距)越小,試樣的抗拉強力越高;縫合間距(行距、針距)相同的情況下,預制分層位置在試樣的中間層(17.5mm)時,試樣表現出最高的抗拉強力,而預制分層位置在25mm時,由于縫合線過多的磨損造成其抗拉強力最低。
(2)縫合線的失效類型主要包括縫合線一邊抽拔、縫合線一邊斷裂、縫合線中間處斷裂。
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
