工業機器人軸承座薄壁孔的銑削加工工藝*
2021-07-02 06:52:42劉霞云姚宇蘢
機械制造 2021年4期
關鍵詞:變形
□ 劉霞云 □ 楊 勇 □ 姚宇蘢
1.廣東技術師范大學 機電學院 廣州 510635 2.長沙富蘭德實驗分析儀器有限公司 長沙 410013 3.廣州長仁工業科技有限公司 廣州 511340
1 研究背景

筆者以工業機器人軸承座薄壁孔為研究對象,分析零件的結構特點與加工難點,提供一種用銑削代替鏜孔來實現高精度孔加工的方法。這一加工方法簡單方便,生產效率高,可靠性高。
2 結構分析
軸承座是工業機器人本體結構中最關鍵的受力件之一,具有壁薄、精度高、結構復雜、緊湊等特點。軸承座內孔是重要的加工部位,其質量優劣對工業機器人的定位精度及重復定位精度有重要影響。
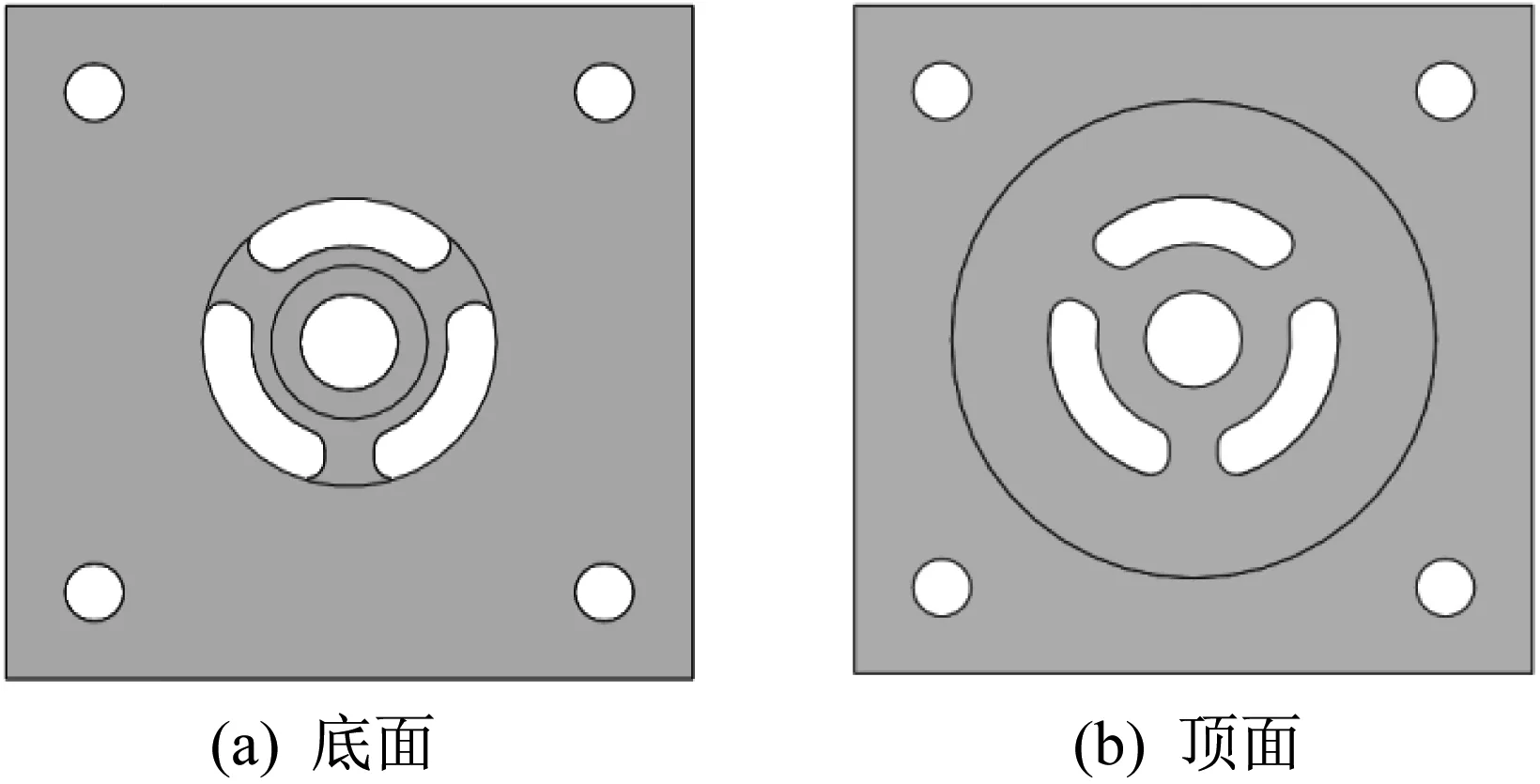
軸承座模型如圖1所示。軸承座的材質為A6061鋁合金,具有質量輕、密度小、比強度高、抗腐蝕等優點[10]。軸承座加工的關鍵尺寸部位集中在軸承座頂部,僅由三個支點支撐,處于懸空狀態。軸承安裝在頂部內側孔內,軸承孔壁薄且懸空,加工時易變形。
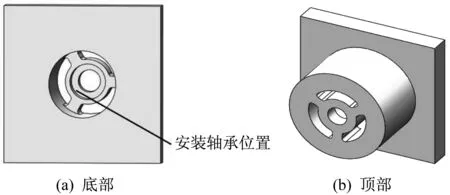
▲圖1 軸承座模型
3 加工難點分析
軸承座體積小,型腔結構復雜,精度要求高,壁薄,關鍵部位都處于懸空狀態,在加工過程中極易變形。
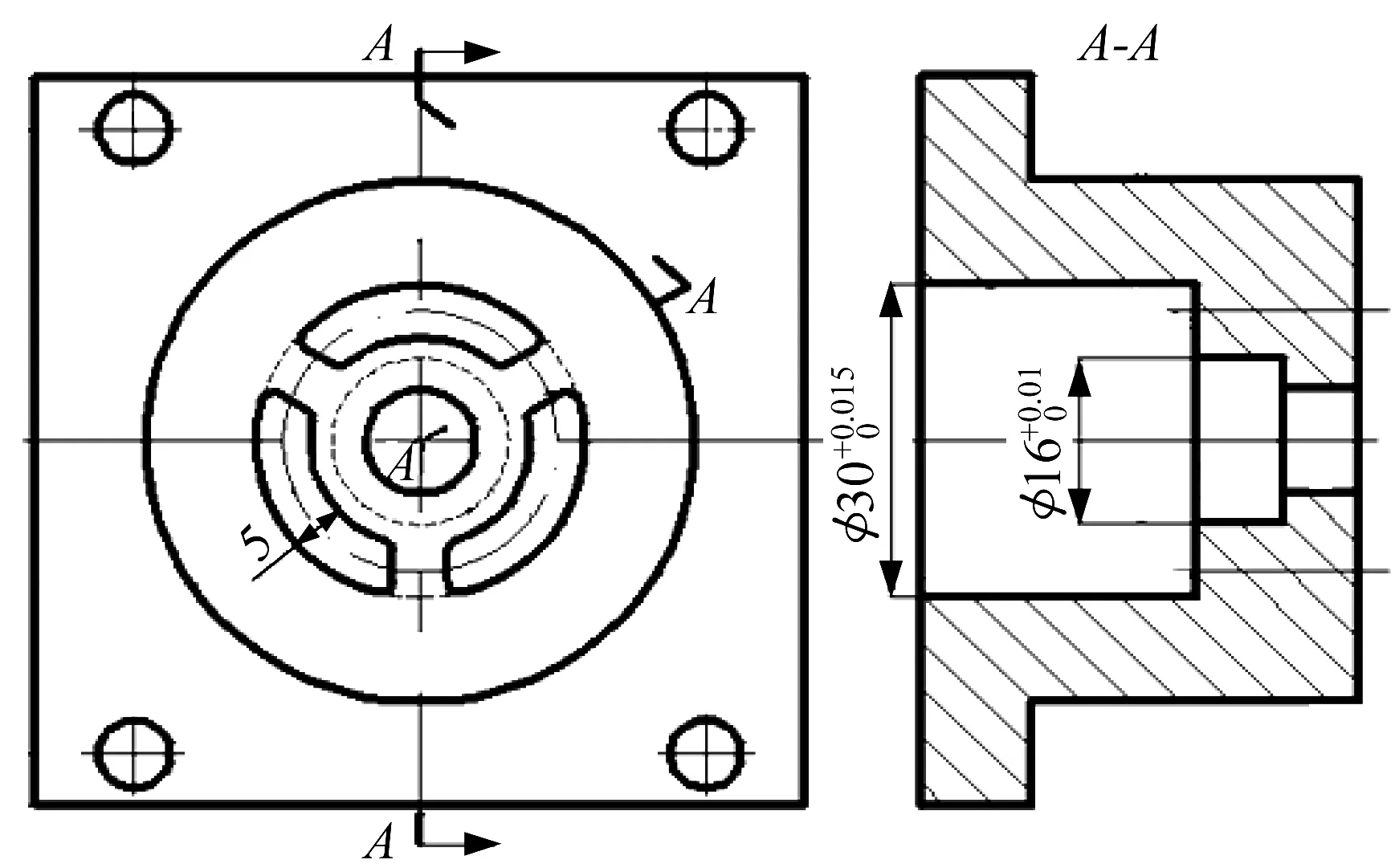
▲圖2 軸承座尺寸
綜上所述,軸承座加工精度要求高,且要充分考慮鋁合金材料的熱變形問題。加工熱變形直接制約軸承座的最終精度,會降低綜合機械性能,這就要求對加工流程、加工路徑、切削參數等進行最優化處理。
4 銑削加工方案
4.1 刀具
4.2 工藝
▲圖3 軸承座加工圖
三個腰型孔呈120°均布,孔窄且深,起排氣作用,表面粗糙度Ra為6.3 μm。選用φ4.5 mm麻花鉆在每個腰型孔內鉆三個工藝孔,如圖5所示,然后選用φ4 mm銑刀沿著輪廓四周走刀。
4.3 切削要素
▲圖4 圓弧進刀加工
▲圖5 腰型孔內工藝孔
表1 切削要素
4.4 切削液
切削液具有潤滑、冷卻、清潔等作用。在銑削過程中產生的切削熱量容易使鋁合金材料產生熱變形,在高溫下,鋁合金材料還容易出現粘刀問題,加劇刀具磨損。使用切削液能有效減小切削熱量,提高刀具的耐用度。一般采用5%濃度的乳化液,適當提高切削液濃度能有效提高零件加工面的潤滑效果、切削性能,減小加工表面粗糙度值。在加工軸承座時,切削液采用5%~10%的乳化液。
▲圖6 加工完成的軸承座
5 結束語
筆者介紹了工業機器人軸承座的加工特點,分析了銑削加工難點,從刀具、工藝、切削參數、切削液等方面提出了銑削代替鏜孔的軸承座薄壁孔加工方法。這一銑削加工方法相比鏜孔,所需要的設備及刀具少,降低了生產成本,提高了可靠性。銑削代替鏜孔加工的工業機器人軸承座,各項指標均能夠滿足技術要求,為其它高精度薄壁孔零件采用銑削加工提供了參考和借鑒。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
