壓力機平衡缸氣動系統的實施方案
2021-07-02 01:57:30姜澎濤
現代制造技術與裝備 2021年5期
關鍵詞:質量
姜澎濤
(齊齊哈爾工程學院,齊齊哈爾 161000)
壓力機是制造領域常用設備,品種多樣,可以通過向坯件施加強大的壓力對其進行塑形加工,廣泛應用于落料、鉚合、彎曲以及成形等多種加工制造工藝技術。現階段,我國工業發展迅速,工業生產對壓力機的工作效率與質量提出了高要求。滑塊傳動裝置是壓力機的重要組成部分,如何確保其在壓力機工作過程中高速度、高精度、高平穩性運動,成為關注和研究的重點[1]。為了讓滑塊與模具達到質量平衡,傳統的機械壓力機主要采用單向進氣的壓縮空氣式滑塊平衡裝置。但是,當模具質量增加時,為了繼續保持滑塊與模具的質量平衡,需要改變平衡缸的直徑。由于平衡缸位置的特殊性,實際操作中又需要加大衡量來滿足對平衡缸的改造,過程煩瑣,耗時長且成本高。本文針對上述問題提出了解決辦法,并給出了改進方案。
1 平衡缸氣動系統改進
為了更好地解決模具質量增加后模具與滑塊間的質量平衡問題,使壓力機平穩高效運作,在壓力機平衡裝置中設計并安裝使用了氣動增加系統,見圖1。
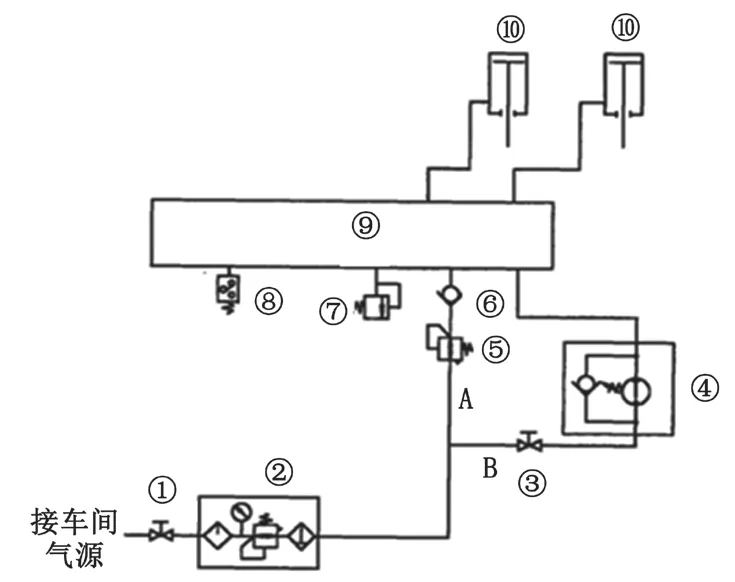
圖1 壓力機平衡缸氣動增壓系統示意圖
1.1 設計思路
該系統以A、B兩路進氣替代傳統單向進氣,其中A路為直接線路,B路裝有增壓閥。氣源經過氣動三聯件后被分為兩部分:一部分氣源經A路直接進入儲氣罐;另一部分氣源經過B路時,通過調節增壓閥對氣體施加壓力,使進入到儲氣罐中的空氣壓力增加2倍或4倍,然后通過增壓閥進行氣壓調節,使氣體壓力滿足壓力機運作時平衡裝置的使用需要。
1.2 具體實施
該氣動增壓系統由10個部分組成,其中平衡缸有若干個,分別與儲氣罐以管道連接。儲氣罐一端安裝有壓力繼電器和安全閥。儲氣罐進氣分為A、B兩路。根據示意圖可見,A路直接連接氣動三聯件,上面設有單向閥和減壓閥,B路上設有增壓閥,在氣動三聯件與增壓閥之間設有第二球閥,與儲氣罐連接控制和調節B路進氣。
1.3 工作過程
打開第一球閥,氣源經過氣動三聯件后,分別走A、B兩條路線進入儲氣罐。如果壓力機加工的是質量較小的模具,無需對氣源進行增加即可實現模具與滑塊的質量平衡。為滿足加工要求,關閉第二球閥,讓氣源全部只通過A路進入儲氣罐即可。如果壓力機加工的是大質量的模具,氣源壓力無法讓滑塊達到與模具的質量平衡效果,則打開第二球閥,讓氣源通過B路增壓后進入儲氣罐。A、B兩線路具體進氣量可以通過調節第二球閥與單向閥進行控制,必要時可關閉單向閥,讓全部氣體經B線路增壓后進入儲氣罐。氣體走B線路時,通過調節增壓閥使氣體壓力增加。需要注意,由于B線路輸送的氣體壓強高于A線路,因此兩條線路在輸送氣體時需要獨立操作。聯合使用時需先通過A線路輸送氣體,而當B線路輸送氣體時,隨著儲氣罐壓力的增強,單向閥會關閉,停止A線路供氣。
1.4 方案優點
將壓力機平衡缸動氣系統由傳統的單向進氣改為雙路進氣,以增壓閥增壓調節氣體壓力來實現滑塊與模具的質量平衡,以此代替增大平衡缸直徑維持平衡的方法,不必增加上橫梁空間,可以在保證平衡缸發揮效用的同時,減少壓力機質量,縮小壓力機外形體積。另外,以此法調節平衡,操作簡單,易于開展,可以縮短裝配周期。由于不需要增加儲氣罐的直徑與長度,可以降低改進成本,節約材料與經濟資源。另外,在空間與布局設計上,這樣也更為靈活。
2 氣路優化
氣動系統是壓力機的重要組成部分。除了控制平衡缸以外,它也可控制離合器、制動器和拉伸墊等結構。系統中的各個執行元件對壓力機的質量與性能都有重要影響。因此,優化氣動系統對提高壓力機沖壓的效率與質量具有重要意義。
壓力機運轉過程中,滑塊會因為自重而做快速向下運動。傳動系統的齒輪會受到滑塊沖擊力的反向作用而發生撞擊。應用平衡裝置可以消除滑塊與連桿間的空隙。一方面可以降低調整裝模的功率消耗,另一方面可以減少零件在沖擊力作用下引起的磨損和消耗[2]。另外,平衡缸的使用也可以防止連桿折斷、制動器失靈等意外情況下,滑塊發生墜落而導致發生安全事故。
通常情況下,平衡缸安裝在壓力機的上梁上,下腔通過管路連接通入壓縮空氣的儲氣罐。平衡缸桿與滑塊連接,并將其托住維持平衡。當滑塊向上運動時,儲氣罐內壓縮空氣進入平衡缸,平衡缸內壓縮空氣進入儲氣罐。這一過程中,準確計算平衡缸氣路的壓力、平衡缸與儲氣罐之間進氣管路的尺寸以及平衡缸儲氣罐相關設計十分必要[3]。平衡缸內的氣體工作壓力計算公式為:
平衡缸內的氣體工作壓力=4×平衡系數(滑塊總量+最大上模總量)÷π×平衡缸數量(平衡缸內徑的平方-平衡缸桿徑的平方) (1)
管路方面,確定管路尺寸需要遵循的原則是,保證平衡缸最大速度運動時缸內氣體變化量同管路中氣體體積單位時間內變化量相匹配。這里所說的平衡缸最大速度,按照壓力機工作時滑塊最大運動速度計算[4]。滑塊最大移動速度下,有:
平衡缸所有桿腔面積總和=平衡缸進氣管路橫斷面×進氣管路流速 (2)
這里引入平衡缸管路許用流速與橫斷面乘積,具體量值見表1。
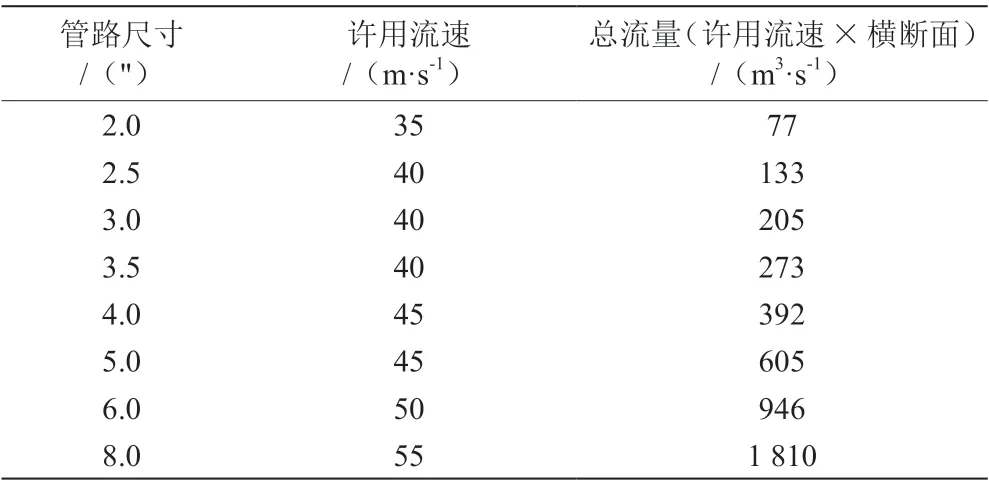
表1 平衡缸管路許用流速與橫斷面乘積值
平衡缸儲氣罐方面,根據壓力機工作原理與設計要求,氣罐的體積一般按照5倍平衡缸內體積最大變化量進行設計,即:

儲氣罐通常掛在上梁外部兩側,共通常使用數量為2個。因此,具體計算儲氣罐內徑時,要嚴格依據《鋼制壓力容器用封頭》(JB/T 4746—2002)標準[5]。
3 結語
壓力機在工業生產領域的用途十分廣泛。提高壓力機工作效率與質量,對保證工業正常生產具有重要意義。平衡缸動氣系統是維持滑塊傳動裝置高度平穩運動的關鍵。本文對其進行優化改進,設計啟動增壓系統,將傳統單向進氣改為雙向進氣,并從平衡缸氣路壓力、平衡缸與儲氣罐之間進氣管路的尺寸、平衡缸儲氣罐設計3個方面優化氣路,操作簡單,易于開展,成本節約,可以更好地發揮平衡缸效用,具有一定的通用性。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
