高精度裝配要求下的設備結構設計
2021-07-02 01:57:54譚曼華王世旺董旭輝
現代制造技術與裝備 2021年5期
譚曼華王世旺董旭輝
(博世汽車部件(長沙)有限公司,長沙 410100)
在現代汽車零部件制造行業,擔負著各種零部件裝配組裝的大量生產設備,是這些零部件質量和成本最主要的影響因素。從質量和成本角度看,提高設備的裝配質量,同時降低設備的制造成本,能提高所生產的零部件產品在汽車市場上的競爭力。這不僅是產品生產廠家所追求的目標,也是作為非標設備設計者和制造者的責任所在。
非標設備制造質量及成本,主要取決于其工藝及制造方案。一般來說,設備的工藝及制造方案要求越高,最終的制造成本也會越高。在設備的制作過程中,相應的精度要求高。若沒有在過程中把控好,可能會因為零件的累計誤差,導致設備終端的操作精度因無法達到預期目標而花費大量的成本和時間去查找問題,并不斷調整返工,甚至不得不重新更改設備的方案,造成重大的返工甚至報廢。因此,如何優化設備的工藝方案,妥善處理設備制造精度的高要求,設計出既滿足最終操作精度的功能結構方案,又能對組成功能結構的零件精度要求不高的方案至關重要。這不僅是降低非標設備制造成本的關鍵,也是非標設備最終能否成功的關鍵。
下面以汽車轉向系統中的齒條壓塊裝配工藝設計的一種非標生產設備方案為例,闡述這種設備的高質量、低成本設計概念的設計思路。
1 產品工藝公差分析
圖1是齒條壓塊在齒條殼體座中已裝配好的位置剖面圖。裝配工藝要求是將序號2外徑尺寸公差為φ35g6的圓柱型的齒條壓塊,無損地裝入序號1的齒條殼體座的φ35H7孔中。如圖2所示,根據對應的裝配尺寸公差,配合φ35H7/g6,可計算出其中心偏差[1]。
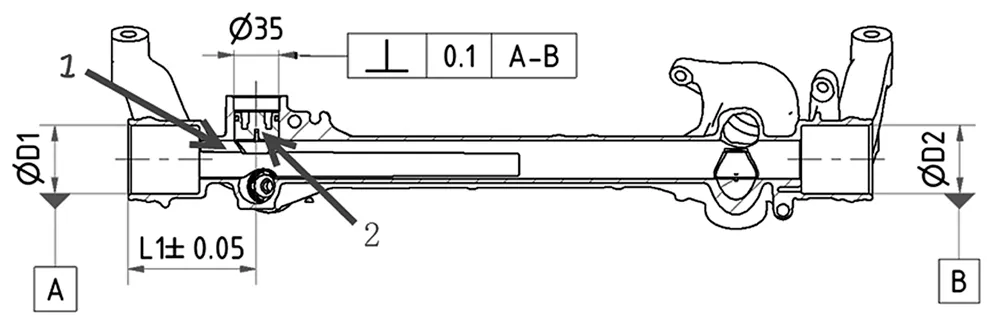
圖1 齒條壓塊與殼體裝配
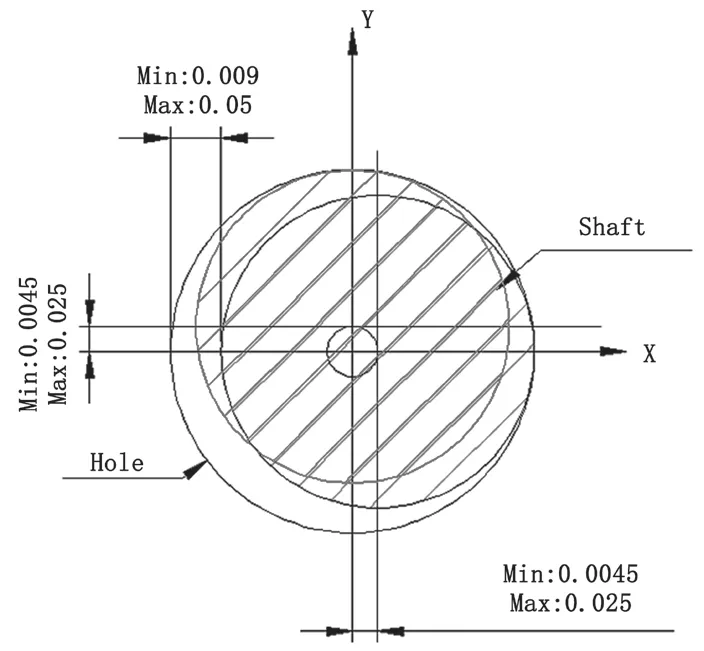
圖2 齒條壓塊與殼體孔中心偏差分析圖
中心線最小允許偏差為:

中心線最大允許偏差為:

這是一種典型的孔軸間隙配合的裝配工藝,間隙很小,屬于一種高精度裝配工藝[2]。
2 非標設備方案構建
在理解客戶產品的公差現狀、裝配工藝要求后,要構建設備的整體方案。這時需要綜合考慮多方面要求,如節拍要求、自動化程度要求、不同產品之間的換型要求等。要求不同,設備的最終方案也可能完全不同。但是,一般來說,裝配工藝的原理應該是相同的。這里只闡述在一個新的設備案中如何處理產品裝配工藝要求。
由公差分析可知,這么小的裝配間隙只是單純從裝配的功能尺寸公差計算而來的,在設備中還需考慮產品的定位。如圖1所示,該殼體座需要利用夾持住兩端的孔D1、D2,從而實現對φ35H7的定位。因為這個間接定位的原因,孔φ35與兩端孔的垂直度公差0.1 mm將會累積到裝配時的中心線偏差,導致這個公差值已超過所需控制的間隙值,意味著理論上總會有產品在裝配時發生相撞。
針對這種產品公差過大、裝配精度要求高的情況,一般有如下3種處理方式。一是改變產品零件的設計,提高產品零件的精度要求。但是,這可能會提高產品零件的制造成本。如果不能保持整體利益,客戶不會輕易同意。二是提高設備的設計精度要求,以保證最終要求。但是,這很可能導致設備的零件加工難度和成本大幅增加,不但增大了質量風險,而且可能導致裝配的產品成本偏高而缺乏競爭力。三是保留產品零件設計及裝配要求不變,通過優化設備的工藝方案及結構設計,靈活處理裝配工藝的要求[3-4]。
綜合各種要求,設備被設計成為一種全自動裝配方案。齒條殼體座定位好在隨行夾具上,經由傳送帶送至設備工作位置后,由設備在殼體座的兩端孔D1和D2利用夾持裝置將其頂起定位,以等待齒條壓塊的裝配。齒條壓塊由設備的另一抓取裝置從物料盒中抓住齒條外圓φ35g6,再直接裝入齒條殼體座的φ35H7的對應孔內。
3 標設備結構優化
按此定位方案的要求,考慮到產品的間接定位帶來的累積偏差,會導致殼體座孔的位置中心更大的不確定性。通常的方案會采用視覺系統引導識別孔中心的實際位置,然后由處于同一平面X/Y兩個方向的伺服電機,驅動夾著齒條塊的抓取裝置移動到φ35H7孔實際的中心位置后再裝配。
但是,這種帶視覺系統的方案比較復雜,調試工藝復雜,成本高。從優先考慮如何降低成本的設計要求看,可以考慮浮動裝配方案[5-6],即預先考慮最終裝配終端的可能偏差,通過一些浮動概念的結構設計,在設備自動裝配時,可以根據產品的差異性自適應地裝入。按此要求,設計出如圖3所示的抓取裝置的3D圖方案。伺服電機控制齒條壓塊的下行裝配動作的速度,浮動機構可以在碰到殼體座孔時自由浮動,然后導入進孔內,從而實現裝配的工藝要求。浮動機構的工作原理如圖4所示,其中偏差D是X、Y方向的可能浮動量。這個浮動量需要覆蓋產品的誤差量,只要一點水平方向的分力,就可以驅動抓取裝置在X、Y的平面方向自由移動,從而模擬出手在水平內找孔的中心動作。
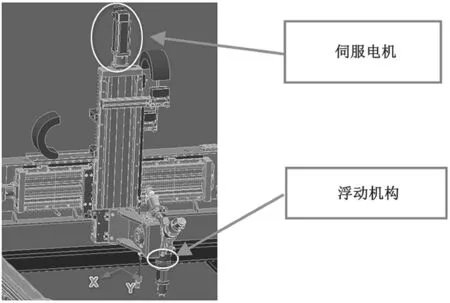
圖3 伺服壓裝浮動方案
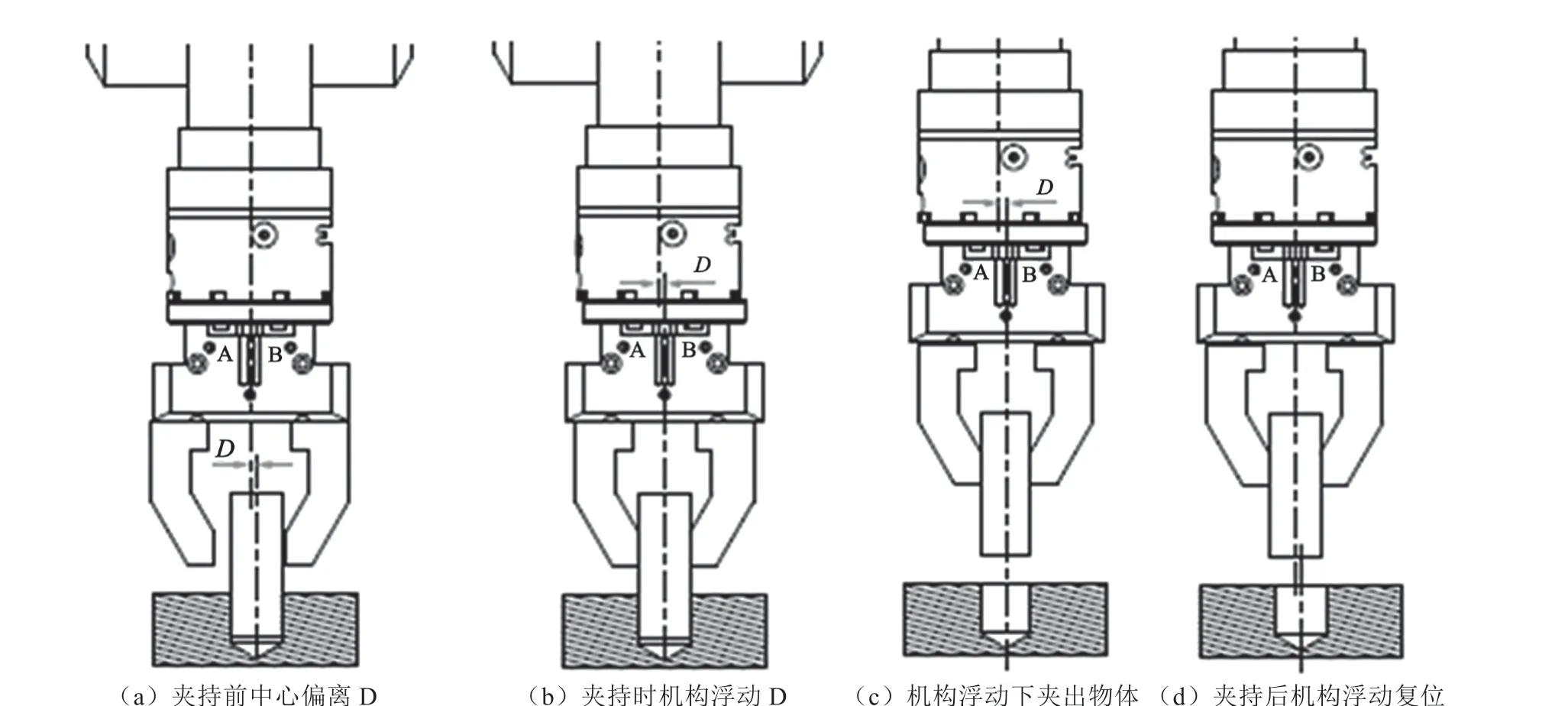
圖4 機構浮動原理示意圖
設備工藝方案確定后,是設備的具體結構細節設計[7]。設備一般是由不同的功能塊組成,每個功能塊一般均有約數十個上百個零件組成,且齒條壓塊及齒條殼體座分別由不同模塊定位夾持,并通過不同的零件鏈接固定在共同的臺板上。各自功能塊之間的聯接零件的加工誤差,會在功能塊的末端形成至少X、Y、Z的3個方向累積誤差(為簡化方案,旋轉自由度方向暫不作考慮)。考慮零件與零件裝配時的合理性,為保證裝配精度和制作成本,各零件之間的加工精度一般按±0.02 mm的要求。例如,以10個聯接零件計算,累積到終端的精度理論上都已超過0.2 mm以上,從而會導致被夾持的齒條塊及齒條殼體座孔的位置在終端可能會有更大的偏差,增加了裝配時磕傷的風險。
基于此公差配合分析,設計時可以考慮將所有公差的不確定變化,設計安排到其中的某個零件上,然后通過對這個零件的現場配磨調整,從而滿足最終的精度要求。如圖5和圖6所示,根據累積誤差的可能性,按X、Y、Z這3個方向考慮。在圖5的高度Z方向設計配磨墊,以調整保證高度Z方向的精度;在圖6的X、Y方向設計調整墊,以保證X、Y方向的精度。這樣可以在各自的功能模塊將零件的公差放開。在不考慮互換性的前提下,零件公差可由±0.02 mm放寬至±0.2 mm,而最終的終端精度通過X、Y、Z現場調配保證達到至少±0.02 mm的要求。不但大大降低了中間的環節要求,還保證了終端精度。
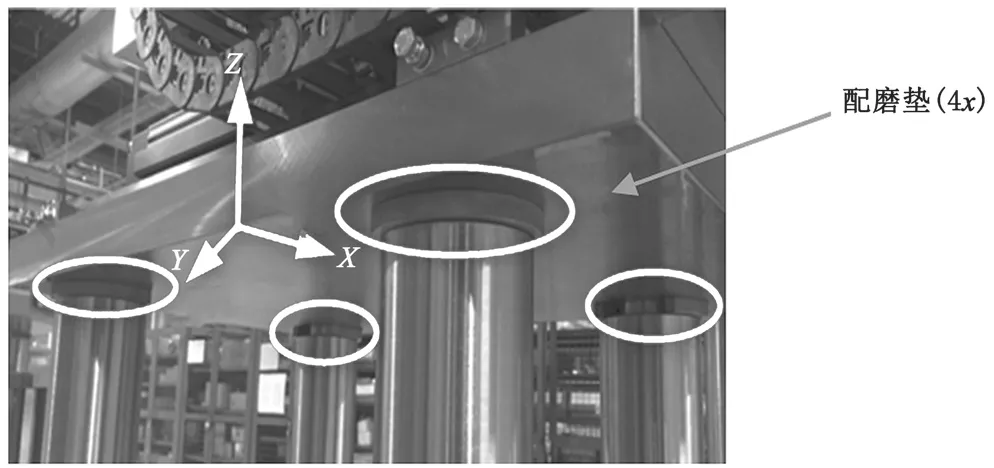
圖5 高度Z方向調整方案
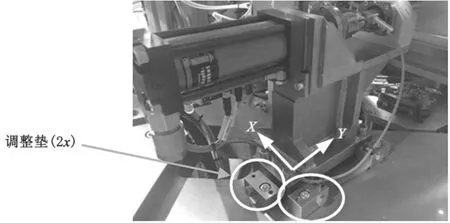
圖6 平面X、Y方向調整方案
最后,關鍵是要在裝配調試時重新找到設備的精準中心[8]。這里按照產品在設備中的定位方式制作產品的傀儡件,以模擬產品在設備中的工作狀態,加工主要的定位基準,然后放入設備中進行校驗,從而校正相關的定位點的基準、夾持點的基準以及裝配的基準,以此配磨相關的配模墊和調整墊來保證設備的功能塊的最終位置精度要求。
4 結語
有高精度裝配工藝要求的非標設備的設計,不能簡單將終端精度要求分配至設備的中間環節,否則可能會造成設備過多的零件加工精度要求過高,零件制作難度系數大,難以保證質量,且增加了制造成本。非標設備機械設計者要有低成本設計的理念,從構造工藝方案開始,到結構的細化設計、加工制造、裝配調試,要能敏感發現問題。當公差精度要求過高時,可以嘗試改變設備方案、改變結構、現場配做等措施,設計出低成本、質量可靠、性價比高的設備。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
消費者報道(2014年7期)2014-07-31 11:23:57
