軸類零件淬火后開裂分析
2021-07-02 01:57:48何海軍
現(xiàn)代制造技術(shù)與裝備 2021年5期
何海軍
(江蘇廣義牽引技術(shù)研究所有限公司,常州 213300)
大批量軸生產(chǎn)過程中,發(fā)現(xiàn)淬火后開裂現(xiàn)象時有發(fā)生。統(tǒng)計數(shù)據(jù)顯示,12 796根軸在淬火后發(fā)現(xiàn)了29根軸存在裂紋,裂紋發(fā)生率為0.227%,造成了較大損失,因此有必要進(jìn)一步對其進(jìn)行分析改善[1]。
1 工序過程關(guān)鍵變量分析
1.1 煉鋼工序過程中與裂紋有關(guān)的影響因子的強(qiáng)弱相關(guān)分析
真空精煉過程中,與裂紋強(qiáng)相關(guān)的過程變量有白渣時間、耐火材料質(zhì)量以及耐火材料更換頻次。弱相關(guān)過程變量是廢鋼化學(xué)成分。真空脫氣過程中,強(qiáng)相關(guān)的過程變量有真空度和極限真空時間。弱相關(guān)過程變量包括出鋼溫度和人員技能。澆注過程中,強(qiáng)相關(guān)的過程變量有鎮(zhèn)靜時間、鑄模清潔度、平板清潔度、澆注注流對中度以及澆注溫度。弱相關(guān)過程變量是烘烤溫度和人員技能。
1.2 鍛造工序過程中與裂紋有關(guān)的影響因子的強(qiáng)弱相關(guān)分析
切頭鋸切過程中,強(qiáng)相關(guān)的過程變量有鋸切率,弱相關(guān)過程變量是人員技能。鍛造過程中,強(qiáng)相關(guān)的過程變量有鍛造墩粗拔長次數(shù),弱相關(guān)過程變量是鍛造加熱溫度、鍛造比和人員技能。鍛后熱處理過程中,強(qiáng)相關(guān)的過程變量有鍛后正火溫度和正火后冷卻方式,弱相關(guān)過程變量是人員技能。
1.3 熱處理工序中與裂紋有關(guān)的影響因子的強(qiáng)弱相關(guān)分析
淬火過程中,強(qiáng)相關(guān)的過程變量有淬火間隔時間、淬火油品、淬火油溫、淬火設(shè)備、油冷時間、裝爐位置和人員技能,弱相關(guān)的變量是環(huán)境溫度。低溫回火過程中,強(qiáng)相關(guān)的過程變量有低溫回火溫度和低溫回火時間,弱相關(guān)的過程變量是人員技能。
2 強(qiáng)相關(guān)過程變量的FMEA
識別的23個強(qiáng)相關(guān)過程變量,邀請廠內(nèi)外鍛造、冶煉、熱處理方面專家用FMEA進(jìn)行詳細(xì)分析,期望找出更好的發(fā)現(xiàn)措施、預(yù)防措施以及后續(xù)的改善方向。具體分析見表1。
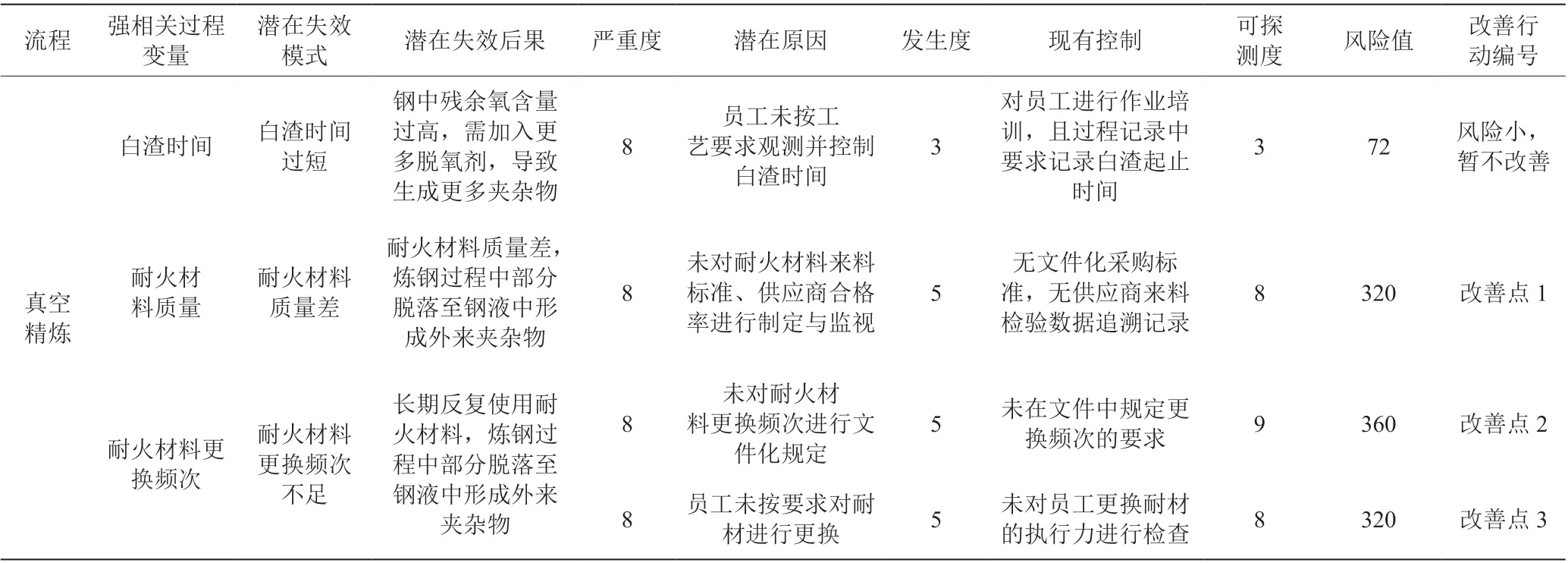
表1 強(qiáng)相關(guān)過程變量的FMEA

續(xù)表1
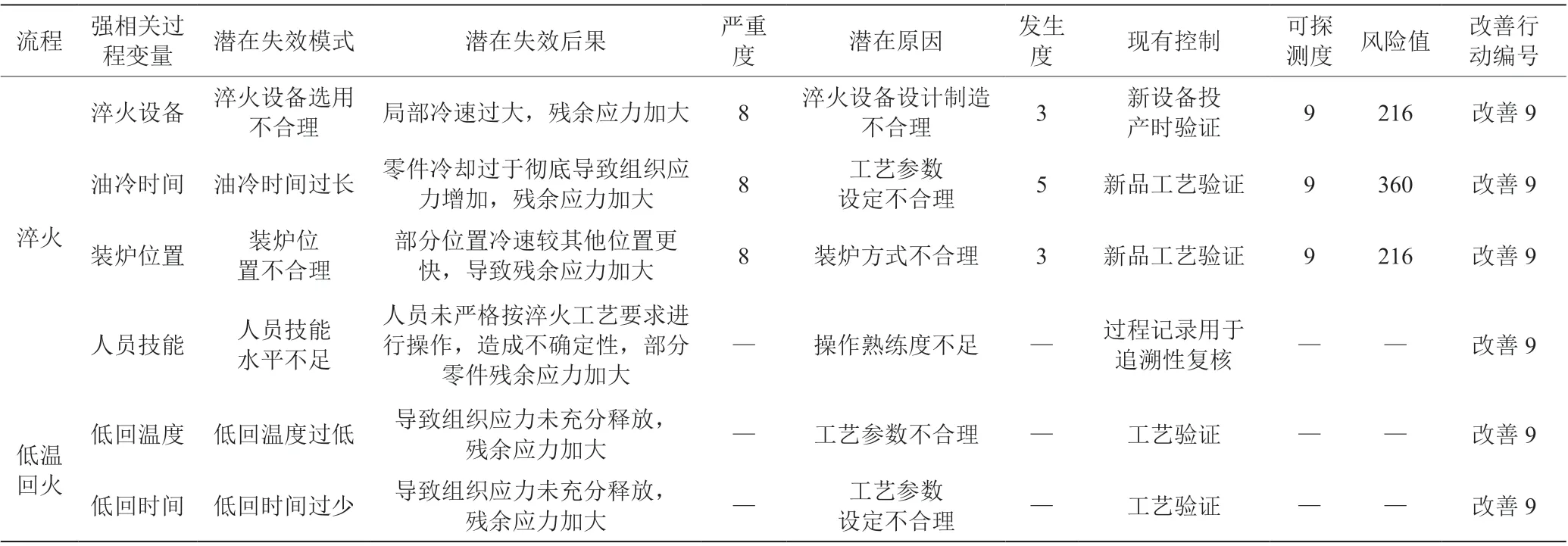
續(xù)表1
3 根據(jù)FMEA的結(jié)果執(zhí)行改善行動
改善點(diǎn)1至改善點(diǎn)8,工藝控制點(diǎn)比較簡單,直接可以采取改善措施。改善點(diǎn)9涉及到諸多的工藝參數(shù)及工藝參數(shù)的組合[2]需要進(jìn)一步分析。
3.1 改善點(diǎn)1至改善點(diǎn)8的改善措施
改善1:選擇好的耐火材料,嚴(yán)格進(jìn)貨檢驗。
改善2:對耐材更換頻次進(jìn)行文件化規(guī)定。
改善3:現(xiàn)場檢查更換鋼包水口磚和滑板操作,防止上下水口連接處的火泥遺留在通道中被沖刷到鋼水中,同時清除雜物,避免殘留燒結(jié)的氧化鐵。
改善4:清理鑄模,磚砌完后清理后檢查。鋼錠模砌筑過程存在外來夾雜物混入鋼水風(fēng)險的預(yù)防措施即在使用前檢查和清理內(nèi)孔,預(yù)先防止雜物進(jìn)入流鋼通道。
改善5:嚴(yán)格清理耐火浮籽,不遺留水玻璃砂在湯道中。
改善6:對澆注時的注流對中,確認(rèn)喇叭口耐材沒有被沖刷破損[3]。
改善7:文件化規(guī)范非金屬夾雜物取樣位置。
改善8:規(guī)范墩粗拔長次數(shù),規(guī)范化材料墩粗拔長次數(shù)(鍛造單次拔長比過高導(dǎo)致材料橫向性能不足)保證追溯性。
4 熱處理過程多因子分析
選取開裂爐次15爐,對照用未開裂爐次21爐,樣本數(shù)據(jù)如表2所示。
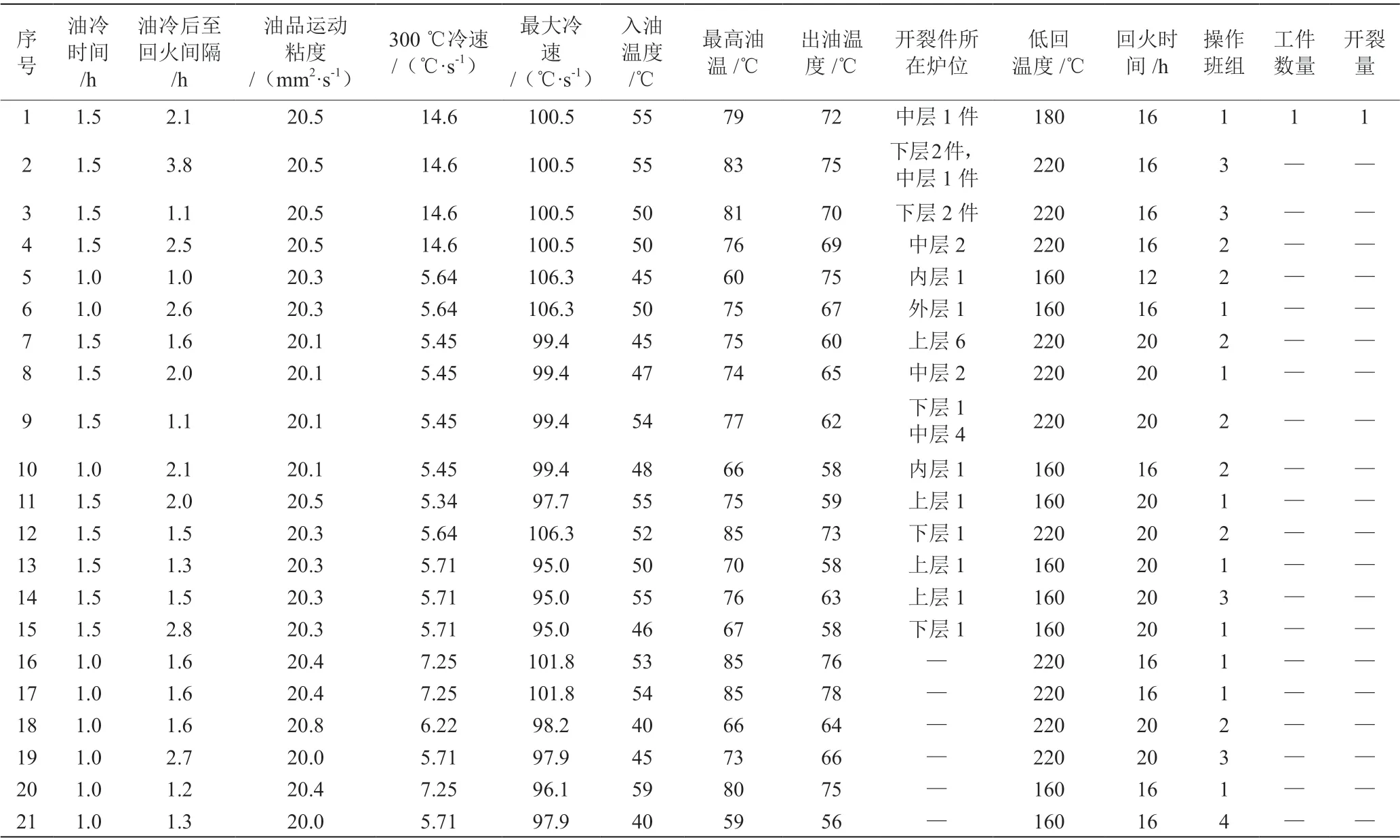
表2 樣本數(shù)據(jù)
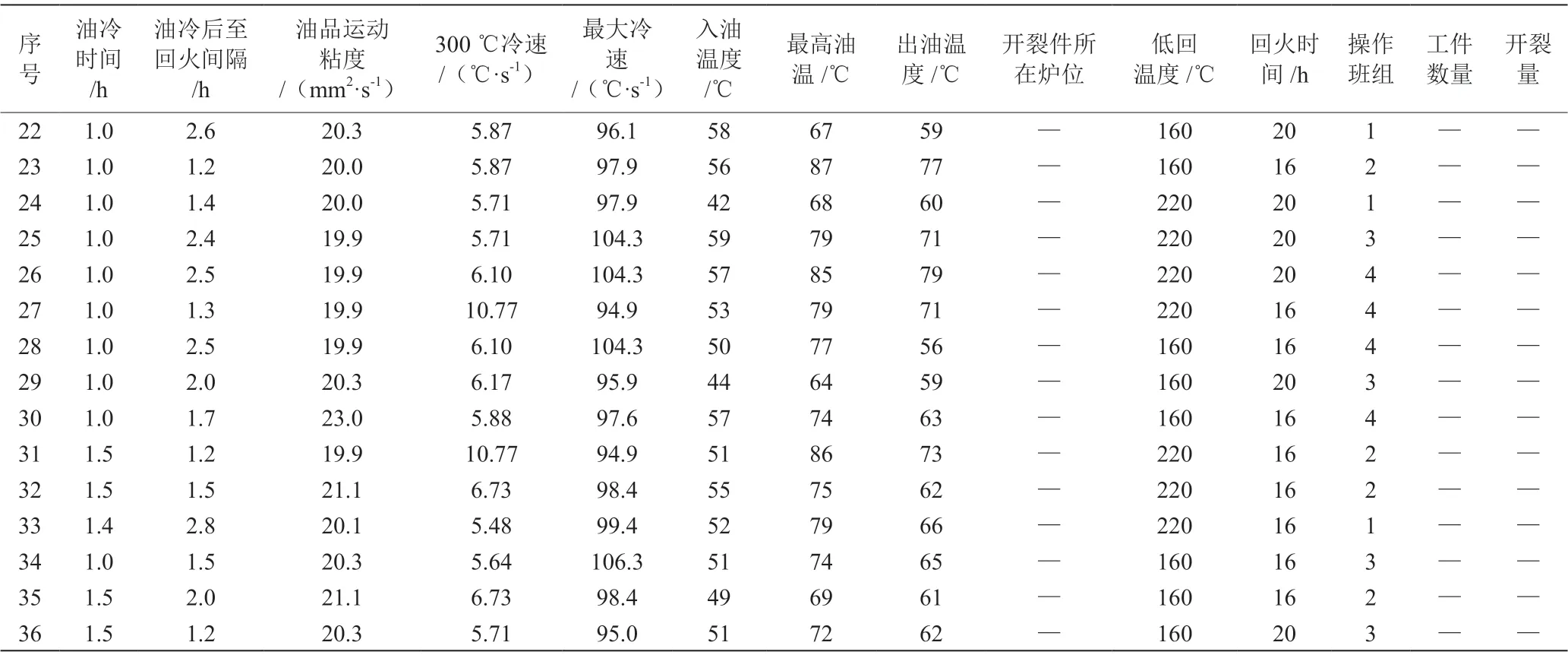
續(xù)表2
4.2 數(shù)據(jù)統(tǒng)計學(xué)分析
以油冷時間為因子、開裂率為響應(yīng),做回歸分析有P=0.007<0.050,即開裂率與油冷時間相關(guān)性顯著。以淬回火間隔為因子、開裂率為響應(yīng),做回歸分析有P=0.110>0.050,即開裂率與淬回火間隔不存在統(tǒng)計意義上的相關(guān)性。將淬火出油至入低回爐間隔時間定義為“操作淬回火間隔”,以操作淬回火間隔為因子、開裂率為響應(yīng),做回歸分析有P=0.673>0.050,即間隔時間對開裂與否不存在統(tǒng)計意義上相關(guān)性。開裂率與油品參數(shù)各數(shù)據(jù)回歸分析中,各P值均大于0.050,即開裂率與油品參數(shù)各數(shù)據(jù)不存在統(tǒng)計意義上的相關(guān)性[4]。開裂率與淬火油溫回各參數(shù)做回歸分析,有各油溫參數(shù)P值均大于0.050,即不存在相關(guān)性。
對開裂率執(zhí)行淬火設(shè)備和回火設(shè)備單因子進(jìn)行方差分析。對淬火設(shè)備,有P=0.414>0.050,說明開裂率與淬火設(shè)備間不存在統(tǒng)計意義上的相關(guān)性。對回火設(shè)備,有P=0.256>0.050,說明開裂率與回火設(shè)備間不存在統(tǒng)計意義上相關(guān)性。開裂零件裝爐位置及相應(yīng)位置總產(chǎn)量統(tǒng)計如表3所示,并對裝爐位置按開裂數(shù)作相關(guān)性卡方檢驗。
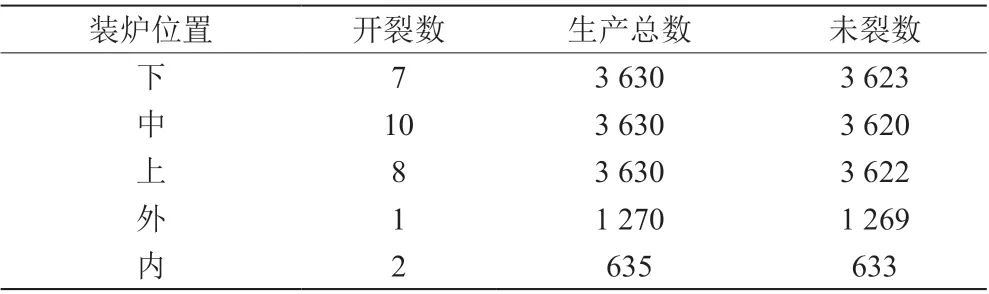
表3 開裂零件裝爐位置及相應(yīng)位置總產(chǎn)量統(tǒng)計
結(jié)果顯示,P=0.725>0.050,即認(rèn)為裝爐位置與零件開裂數(shù)無關(guān)。
以低回溫度為因子、開裂率為響應(yīng),做回歸分析有P=0.796>0.050,故開裂率與低回溫度不存在統(tǒng)計意義上相關(guān)性;以低回時間為因子、開裂率為響應(yīng),做回歸分析有P=0.134>0.050,故開裂率與低回溫度不存在統(tǒng)計意義上相關(guān)性;以淬油班組為因子、開裂率為響應(yīng),做單因子方差分析有P值=0.430>0.050,結(jié)合區(qū)間圖,可認(rèn)為開裂率與淬火班組間不存在統(tǒng)計意義上相關(guān)性。數(shù)據(jù)統(tǒng)計學(xué)分析結(jié)論:經(jīng)過多變數(shù)分析[5],確認(rèn)油冷時間的降低可以降低軸類零件淬火后開裂率,故需將油冷時間從1.5 h降低為1 h。
5 結(jié)語
對軸類零件熱處理及熱處理前的生產(chǎn)工序進(jìn)行仔細(xì)梳理,確定與軸淬火后開裂強(qiáng)相關(guān)的23個強(qiáng)相關(guān)過程變量,并運(yùn)用FMEA詳細(xì)分析這23個強(qiáng)相關(guān)過程變量得到9個改善點(diǎn)。其中:改善點(diǎn)1至改善點(diǎn)8不涉及復(fù)雜的多因子變量,直接進(jìn)行了改善;改善點(diǎn)9涉及眾多的因子變量,提取生產(chǎn)數(shù)據(jù)后,借助統(tǒng)計學(xué)分析,確認(rèn)油冷時間的降低可以降低軸類零件淬火后開裂率,故將油冷時間從1.5 h降低為1 h。改善前12 796根軸在淬火后發(fā)現(xiàn)了29根軸存在裂紋,裂紋發(fā)生率為0.227%;完成了9個改善后,監(jiān)測11 450根軸無裂紋。
猜你喜歡
故事作文·高年級(2023年10期)2023-10-23 11:21:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
民用飛機(jī)設(shè)計與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
中國公路(2017年19期)2018-01-23 03:06:33
學(xué)苑創(chuàng)造·A版(2017年6期)2017-06-23 14:10:46
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
Coco薇(2015年11期)2015-11-09 13:03:51
建筑材料學(xué)報(2014年3期)2014-03-11 17:08:02
