加調模擬作動筒缸體磨損修復工藝研究
2021-07-02 01:57:30代顯鋒曾凡新
現代制造技術與裝備 2021年5期
關鍵詞:工藝
代顯鋒 曾凡新 李 凱 曹 杰 張 磊
(成都航利(集團)實業有限公司,彭州 611900)
由于該作動筒可以很好地模擬飛機在加力飛行時加力噴口調節器的工作狀態,現被用于某型渦扇航空發動機加力噴口調節器維修后的性能測試。該作動筒長期在高壓、高頻次的往復運動中極易造成模擬作動筒缸體內腔和活塞的機械磨損,造成模擬作動筒泄漏。模擬作動筒一旦泄露就需要維修,而原有維修方式為直接更換磨損件。由于模擬作動筒通過整件精加工而成,加工周期約為3個月,單價約2萬/套(缸體每套的成本約為9 800元/套),若直接報廢,一方面可能影響生產進度,另一方面還會大大增加設備的維護成本,造成不必要的資源浪費。因此,有必要進行修復再利用,以減少時間成本和經濟成本。
經檢查發現,由于模擬作動筒技術精度高、制造難度大[1],一般都是缸體局部損壞或磨損,主體損壞、損傷并不嚴重,為其再制造修復利用提供了條件。現已有很多相關報道,如劉月輝[2]和薛鵬[3]采用焊接技術實現了對大功率汽輪機缸體的裂紋修復;鄭旭[4]利用激光熔覆焊接技術實現了對拖拉機發動機缸體的修復;楊生明[5]采用電弧冷焊工藝實現了對汽車發動機缸體的修復。雖然上述技術修復性能好,但成本較高,工藝復雜,因此不適用于模擬作動筒。馮春曉[6]利用電刷鍍修復技術,實現了對飛機起落架作動筒活塞桿的修復;葛文軍[7]和夏丹[8]利用摩擦電噴鍍修復工藝和電刷鍍修復工藝,實現了對飛機作動筒活塞桿和襟翼作動筒活塞的修復。該工藝不僅簡單,方便迅速,成本較低,且質量較好,完全能滿足要求。因此,本文將采用電鍍技術實現對模擬作動筒磨損缸體的修復。
1 產品總體技術要求
修復模擬作動筒缸體內腔(如圖1所示)后,不能改變缸體內腔尺寸及其與端面之間的形位公差。在修復裝配完加調模擬作動筒(如圖2所示)后,依次向腔Ⅰ供27.5 MPa燃油,腔Ⅱ供27.5 MPa燃油,腔Ⅲ供12.5 MPa燃油,且模擬作動筒各接合面及活塞處無泄漏。
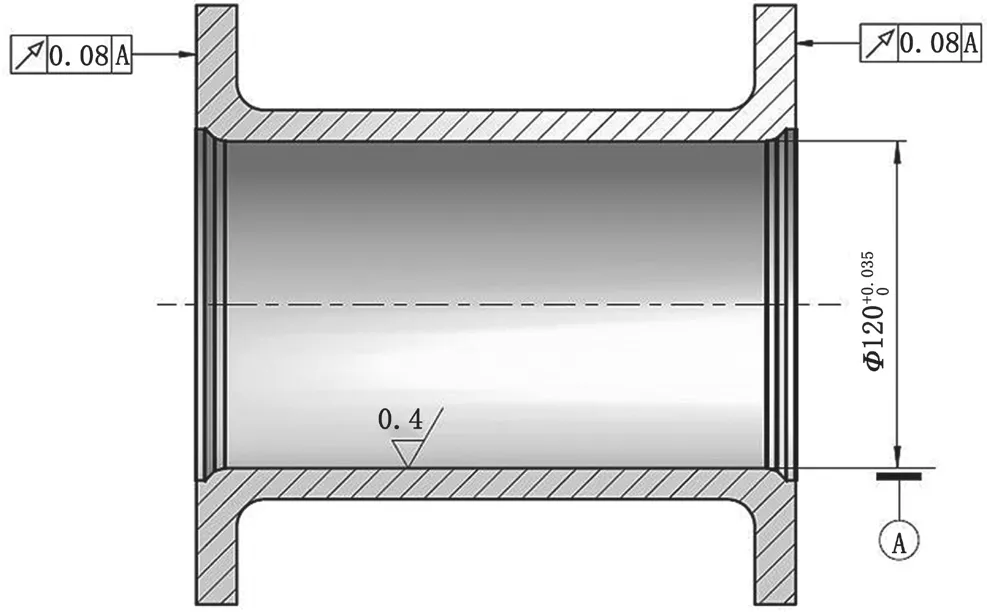
圖1 模擬作動筒缸體示意圖
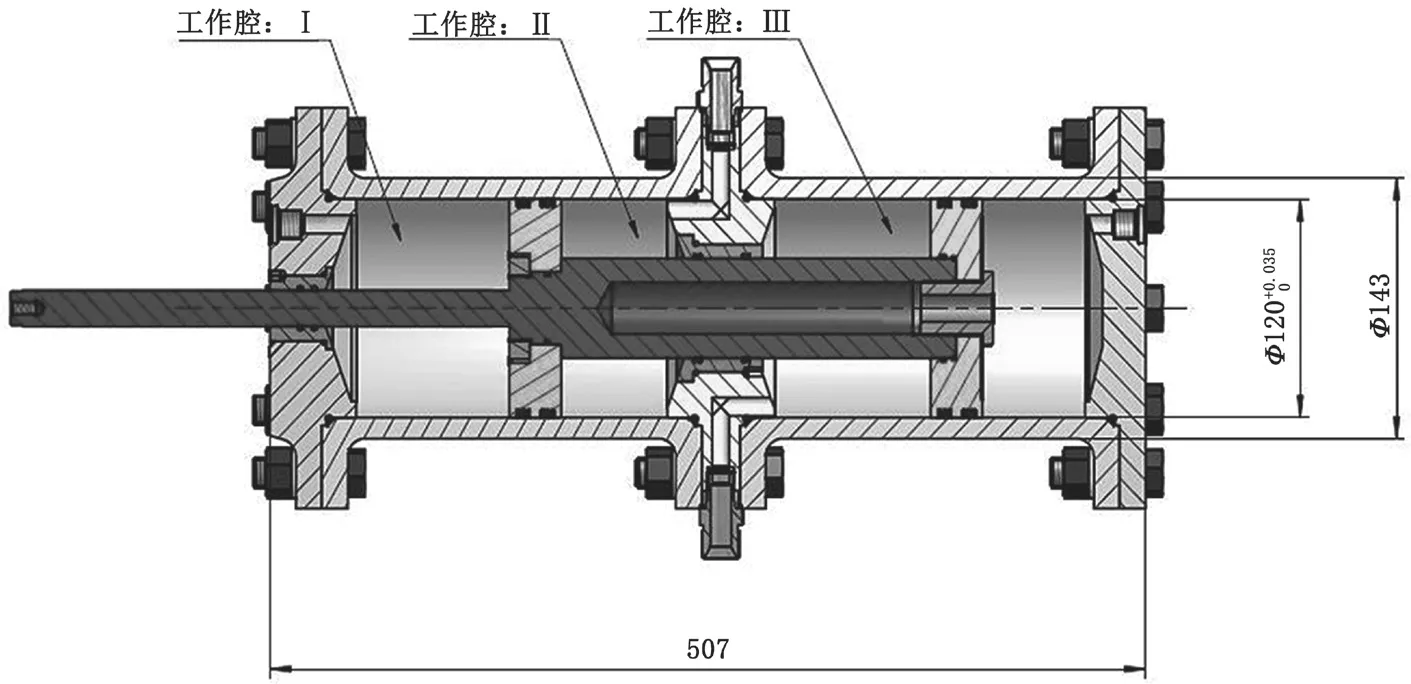
圖2 模擬作動筒示意圖
2 修復工藝研制
2.1 更改活塞桿上O型密封圈的安裝方式
通過改變模擬作動筒活塞桿上O型密封圈的安裝方式,以延長作動筒內密封件的使用壽命。原活塞桿上的O型密封圈直接安裝在活塞上的金屬槽內,如圖3(a)所示。活塞在往復運動過程中,O型密封圈受力變形,擠壓到金屬槽內兩側。運動過程中,極易將O型密封圈剪傷。

圖3 塞上密封圈安裝示意圖
改制時,按GB/T 3452.3—2005標準。當液壓作動筒輸入的交替壓強P>10 MPa時,對液壓活塞桿上動密封O型密封圈的安裝要求和對模擬作動筒活塞桿上O型密封圈的安裝方式進行改進,如圖3(b)所示。在O型密封圈安裝槽兩側增加聚四氟乙烯軟墊,活塞在往復運動過程中,避免O型密封圈直接與金屬槽接觸,從而減少O型密封圈的磨損。
2.2 磨損模擬作動筒缸體內腔修復工藝的研制
通過對已磨損的模擬作動筒缸體進行磨削、除應力、鍍硬鉻、精磨的工藝修復過程,可達到模擬作動筒的使用要求,從而還原模擬作動筒性能。鍍硬鉻是一種傳統的表面電鍍技術,主要用于提高零件表面的硬度、摩擦面的耐磨性和磨損零件的修復。鍍鉻層具有較高的耐熱性(500 ℃以上才開始氧化,700 ℃以上才降低硬度)、硬度高、耐磨性好,能防止水汽的腐蝕,成本低,滿足磨損模擬作動筒缸體修復要求。因此,該項目擬選擇鍍硬鉻技術對已磨損的模擬作動筒缸體進行修復,修復工藝流程為“磨削磨損缸體內腔→消除缸體應力→對缸體內腔鍍硬鉻→精磨缸體內腔”。
2.2.1 磨損模擬作動筒缸體內腔磨削
依據工廠“電鍍鉻:Q/35X J3.59—2008”中5.1.3的要求,鍍鉻層厚度不應超過0.15 mm。因此,需對磨損后的模擬作動筒缸體內腔(如圖4所示)進行磨削。磨削時,將內腔尺寸Ф120+0.035mm磨削至Ф120+0.1+0.10035mm,保證內腔中心線對端面的跳動不超過0.08 mm。磨削處的粗糙度Ra不低于1.6 μm。同時,以內腔中心線為基準,磨削作動筒外壁至Ф142.5 mm,保證磨削后的外壁與內腔的同軸度不超過0.01 mm,如圖5所示。
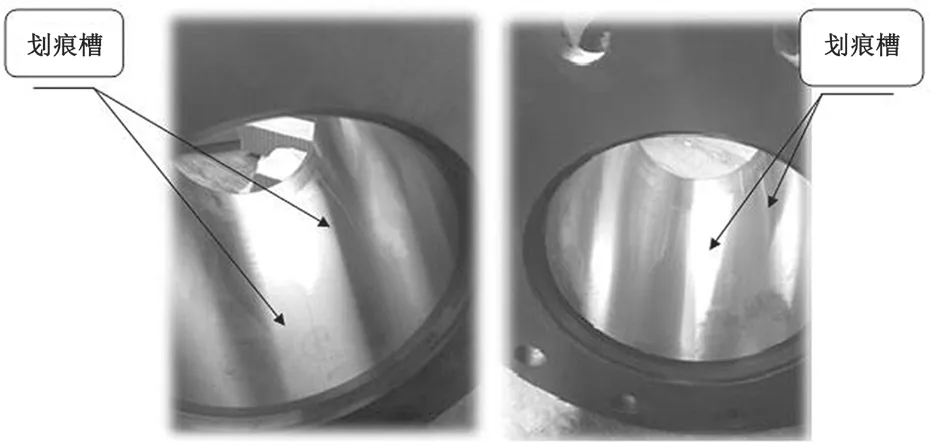
圖4 缸體內腔劃痕
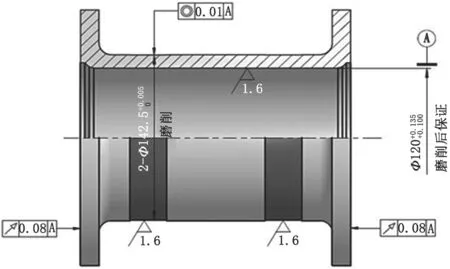
圖5 磨削后的模擬作動筒缸體示意圖
外壁磨削后的強度校核為[8]:

式中:δ為作動筒缸體壁厚,單位為m;δ0為作動筒缸體壁厚最小值,單位為m;σp為作動筒缸體材料許用應力,單位為MPa。

式中:σb為作動筒缸體材料抗拉強度,單位為MPa;n為安全系數,通常n=5;D為作動筒缸體內徑,單位為m;Pmax為作動筒缸體最高工作壓強,單位為MPa。
故:

又因為δ=11.25>9.8,作動筒缸體材料為40Cr,故σb≥1 000 MPa。所以,磨削后作動筒缸體壁厚強度滿足使用要求。
2.2.2 消除磨削后缸體的內應力
將磨削后的作動筒缸體放入260 ℃的烘箱內,保溫不少于4 h,以消除加工時產生的內應力。依據工廠“電鍍鉻:Q/35X J3.59—2008”中表1的要求,鍍鉻前進行了磨削、拋光等機械加工的鋼制修理件,需進行消除應力處理。由于模擬作動筒缸體選用的材料是40Cr,故將磨削后的作動筒缸體放入260 ℃的烘箱內,保溫不少于4 h,以消除加工時產生的內應力。

表1 機械加工應力熱處理要求
2.2.3 對缸體內腔鍍硬鉻

2.2.4 精磨鍍硬鉻后的作動筒缸體內腔
作動筒缸體內腔鍍硬鉻后,以作動筒外壁精磨后的兩處Ф142.5 mm外圓找正,對作動筒缸體內腔進行精磨,確保磨削后內腔尺寸為Ф120+0.035mm,同時保證內腔中心線對端面的跳動不超過0.08 mm,磨削處的粗糙度Ra不低于0.4 μm,具體要求見圖6。
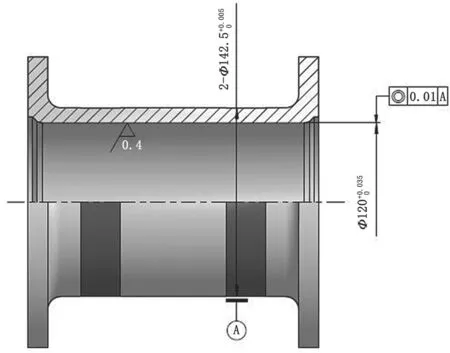
圖6 缸體內腔精磨要求
最后,根據圖樣尺寸要求,修配模擬作動筒,補齊遺失的膠件及螺釘,如圖7所示。

圖7 修配好的模擬作動筒
3 考核驗證
一方面,將修復后的模擬作動筒安裝到噴加調性能試驗器上進行試驗,結果作動筒動作靈活,各結合面無滲漏現象。另一方面,將模擬作動筒連接到加調產品上按工藝要求試驗,結果作動筒動作靈活,各結合面無滲漏現象,滿足產品試驗要求。
4 結語
該修復工藝一方面通過改變模擬作動筒活塞桿上O型密封圈的安裝方式,延長作動筒內密封件的使用壽命。另一方面,通過對已磨損的模擬作動筒缸體進行磨削、除應力、鍍硬鉻、精磨的工藝修復過程,還原了模擬作動筒的性能。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
