有機磺酸鹽添加劑對電鍍硬鉻性能的影響
2021-06-22 02:52:00劉建祥浦建堂周磊葉仁祥孫衛東
電鍍與精飾 2021年6期
關鍵詞:裂紋
劉建祥,浦建堂,周磊,葉仁祥,孫衛東
(山東新海表面技術科技有限公司,山東臨沂276000)
電鍍硬鉻具有硬度高、耐磨性、耐蝕性好等優點,可直接鍍在鋼鐵基體表面上或用于加厚修補零件尺寸[1-2]。通常情況下,硬鉻鍍層厚度一般大于20μm,硬度大于800 HV[3]。目前電鍍硬鉻技術已相對比較成熟,但最大的缺點是電流效率很低,傳統鍍硬鉻電流效率僅有8%~16%[4-5],大部分電量都消耗在析出氫氣和Cr2O72-離子還原為Cr3+這兩個副反應上[6]。通過添加劑提高電流效率成為鍍鉻領域的研究主流,同時也可改善鍍層性能,提高覆蓋能力[7]。目前,研究者已開發了眾多的高效鍍鉻添加劑如無機陰離子添加劑、有機陰離子添加劑、稀土陽離子添加劑、非稀土陽離子添加劑等[8]。
采用自主合成的有機磺酸鹽鍍硬鉻添加劑(OS1)制備鍍鉻溶液,探究最佳條件下對鍍液和鍍層性能的影響,通過與市場上在售的鍍硬鉻添加劑對比,研究有機磺酸鹽鍍硬鉻添加劑的表現能力。
1 實驗方法
1.1 實驗材料和儀器
鉻酸酐購買于重慶民豐化工有限責任公司;硫酸、無水乙醇購于國藥集團化學試劑有限公司,分析純;有機磺酸鹽硬鉻添加劑(OS1)為自主合成(甲烷二磺酸二鈉鹽、碘酸鉀等復配);硬鉻添加劑PC-1購于滕州市高鵬表面技術處理有限公司。采用4XC-V金相顯微鏡(上海光學儀器廠)分析鍍層的微觀形態;采用OU2560S維氏硬度計(滄州市歐譜檢測儀器有限公司)測量鍍層硬度;采用OXFORD200測厚儀測量鍍層厚度。
1.2 鍍硬鉻工藝
實驗在100 L中試鍍槽中進行,配有溫控裝置和整流器(0~500 A),以鉛錫合金(錫的質量分數為8%~10%)作為陽極,通過乙醇和電解調節Cr3+含量[9],工件選擇?25 mm×21 mm×280 mm鋼管。電鍍前先進行1 min的陽極活化處理,電鍍后采用200℃進行除氫處理。
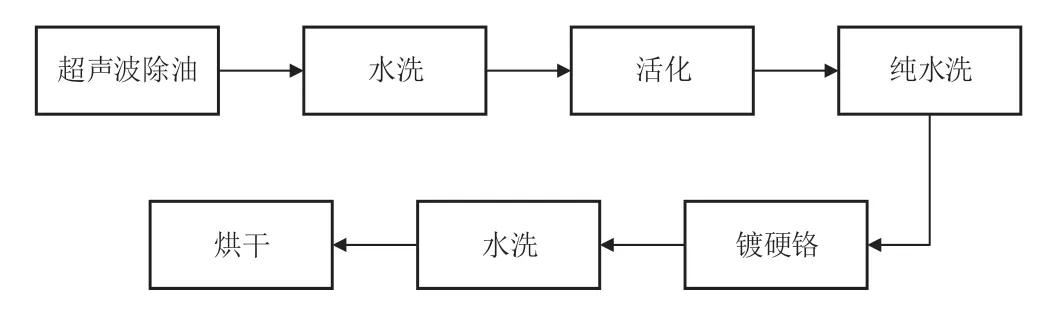
圖1 鍍硬鉻工藝流程Fig.1 The flow chart of hard chromium electroplating
1.3 陰極電流效率
根據法拉第定律,采用稱重法計算陰極電流效率[10],計算公式如下:
其中,ηk為陰極電流效率,%;m為鉻鍍層實際質量,g;I為電極上通過的電流,A;t為通電時間,h;k為鉻的電化當量,g/(A·h),為0.3234。
2 結果與分析
2.1 有機磺酸鹽鍍硬鉻添加劑最佳用量研究
在CrO3為250 g/L、H2SO4為2.5 g/L、Cr3+為2.8 g/L,溫度為55±2℃,陰極電流密度為55 A/dm2,電鍍時間為1 h操作條件下,鍍液中加入0~5 g/L添加劑OS1,采用陰極電流效率和鍍層硬度指標研究OS1最佳用量。如圖2所示,無添加劑時電流效率為10.3%,加入OS1添加劑后,電流效率顯著提高,當添加劑含量為3 g/L時,電流效率為19.2%,當繼續增加添加劑用量,電流效率基本保持穩定。隨著OS1添加劑含量的增加,鍍層硬度呈上升趨勢,當添加劑含量超過3 g/L時,鍍層硬度可達到1000 HV。綜合考慮電流效率、鍍層硬度和生產成本各方面因素,確定添加劑OS1最佳用量為3~4 g/L。

圖2 OS1添加劑對陰極電流效率和鍍層硬度的影響Fig.2 The effects of OS1 additives on current efficiency and hardness
2.2 添加劑對電流效率的影響
在CrO3為250 g/L、H2SO4為2.5 g/L、Cr3+為3.2 g/L,溫度為55±2℃,陰極電流密度為55 A/dm2,電鍍時間為1 h操作條件下,電流密度對電流效率的影響如圖3所示,電流效率隨電流密度增大而增大,OS1添加劑提高電流效率的能力要強于PC-1添加劑。在硬鉻添加劑OS1和PC-1最佳用量下(PC-1添加劑20 mL/L,OS1添加劑4 g/L),在電流密度為55 A/dm2時,OS1添加劑電流效率為19.5%,PC-1添加劑電流效率為18.6%,無添加劑時電流效率為13.0%,OS1添加劑與無添加劑相比,電流效率提高了50%。添加劑提高電流效率的機理可能是由于其與三價鉻生成復雜的陽離子團,促使堿式鉻酸鉻薄膜的溶解,使六價鉻還原成鉻的過程增多[11-12],同時OS1添加劑中的有機物活化了基體金屬,使析氫電勢增加,析氫量相對減少,提高了電流效率[13]。
2.3 添加劑對沉積速度和硬度的影響
在CrO3為250 g/L、H2SO4為2.5 g/L、Cr3+為3.2 g/L,溫度為55±2℃,電流密度為55 A/dm2,各添加劑最佳用量下,添加劑對沉積速度和硬度的影響如表1所示,OS1添加劑平均沉積速度為54μm/h,PC‐1添加劑平均沉積速度為51μm/h,無添加劑平均沉積速度為35μm/h。與無添加劑鍍硬鉻相比,OS1添加劑可提高沉積速度54.3%。無論是電流密度低區還是電流密度高區,OS1添加劑與PC‐1添加劑的沉積速度相差不大,原因是同等工藝條件下兩者的電流效率基本處于同一水平。從表1中可知,在上述工藝條件下,OS1添加劑可大幅度提高鍍層硬度,鍍層硬度可達1000 HV,比無添加劑時提高了22.4%。鍍硬鉻層硬度較高的原因一方面是陰極上產生的氫滲入鉻鍍層晶格內,內應力增加,引起結晶方位的改變[14];另一方面OS1添加劑在電鍍過程中鍍層中會夾帶有機物,使碳和鉻形成了碳化鉻,引起鍍層硬度進一步提高[13]。

圖3 電流密度對電流效率的影響Fig.3 Effect of current density on current efficiency

表1 添加劑對沉積速度及硬度的影響Tab.1 Effect of additives on deposition rate and hardness
2.4 添加劑對鍍硬鉻層微裂紋的影響
采用金相顯微鏡觀察鍍硬鉻鉻層微裂紋形態,如圖4所示。在CrO3為250 g/L、H2SO4為2.5 g/L、Cr3+為3.2 g/L,溫度為55±2℃,陰極電流密度為55 A/dm2,電鍍時間為1 h操作條件下,無添加劑鍍硬鉻層裂紋寬而長,密度小且分布不均勻,當加入OS1和PC‐1添加劑后,可形成窄而密的網狀微裂紋,同PC‐1添加劑相比,OS1添加劑形成的微裂紋密度更大一些。電鍍硬鉻層微裂紋的形成原因是由鍍層內應力造成,鉻鍍層應力比鋼鐵高,且該內應力狀態為拉應力,隨著鍍鉻層厚度的增加而增大,當鍍鉻層內應力超過其強度極限時,鍍鉻層開裂形成微裂紋[13,15]。

圖4 添加劑對鍍硬鉻層微裂紋的影響Fig.4 Effect of additives on micro-crack of hard chromium plating layer
3 結論
(1)OS1添加劑可顯著提升陰極電流效率和鍍層硬度。在CrO3為250 g/L、H2SO4為2.5 g/L、Cr3+為3.2 g/L,溫度為55±2℃,Jk為55 A/dm2,添加劑含量4 g/L工藝條件下,電流效率可達19.5%,平均沉積速度為54μm/h,鍍層硬度大于1000 HV。
(2)鍍硬鉻層在無添加劑時可形成分布不均勻的寬而長且密度小的裂紋,OS1添加劑加入可使鍍硬鉻層形成窄而密的網狀微裂紋。OS1添加劑整體表現能力優于市場上在售的PC‐1添加劑。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38