漲斷連桿鍛造熱處理工藝應用實踐
2021-06-19 06:47:34岳海軍南宮市精強連桿有限公司
鍛造與沖壓 2021年11期
關鍵詞:工藝
文/岳海軍·南宮市精強連桿有限公司
眾所周知,連桿是發動機的關鍵零部件,在發動機運行過程中,承受著較復雜的交變應力,因此,連桿除了要有較好的鍛造性能、熱處理穩定性、加工性能、疲勞性能外,還要有良好的機械性能、可漲斷性等。隨著發動機的工作條件越來越苛刻,對連桿的可裝配性也有了更高的要求。如何滿足以上要求,材料工作者做了大量的工作,逐漸將原來的平切連桿(材料為調質鋼,如45#、40Cr、42CrMo等)升級為漲斷連桿(材料為非調質鋼,如C70S6、70MnVS4、36MnVS4、46MnVS5等),漲斷連桿工藝不但減少了生產工序、降低了生產成本、提高了生產效率和產品質量,連桿材料和結構的變化也給企業生產帶來了很多便利。
當然,漲斷連桿對鍛造工藝、熱處理工藝提出了很大的挑戰和更高的要求。以46MnVS5材料為例,本文對漲斷非調質鋼的鍛造工藝、熱處理工藝、常見的缺陷(連桿漲斷掉渣)進行介紹。
試驗情況
某發動機連桿的毛坯重量為845克,連桿中心距為145.2mm。某鋼廠46MnVS5材料的化學成份見表1。
連桿鍛件的技術要求:硬度為290~350HB,抗拉強度Rm≥1000MPa,伸長率A≥8%,屈服強度ReL≥700MPa,斷面收縮率Z≥20%,金相組織為珠光體+鐵素體,其中鐵素體含量不超過35%,晶粒度高于5級,連桿漲斷面符合要求。
46MnVS5材料已經在主機廠廣泛應用,且效果良好,但在實際生產過程中,也會遇到很多問題,如連桿的硬度不合格,硬度不均勻、鐵素體含量偏高、漲斷效果不佳、漲斷掉渣多等問題,給生產效率的提高和產品成本的降低帶來不少的麻煩。為了解決這些問題,我公司按照鍛造工藝原理和非調質鋼(漲斷材料)的特點,制定了試驗方案,其中,鍛造工藝為加熱→輥鍛→模鍛→切邊→控冷處理,加熱規范如表2所示。

表1 46MnVS5材料的化學成分
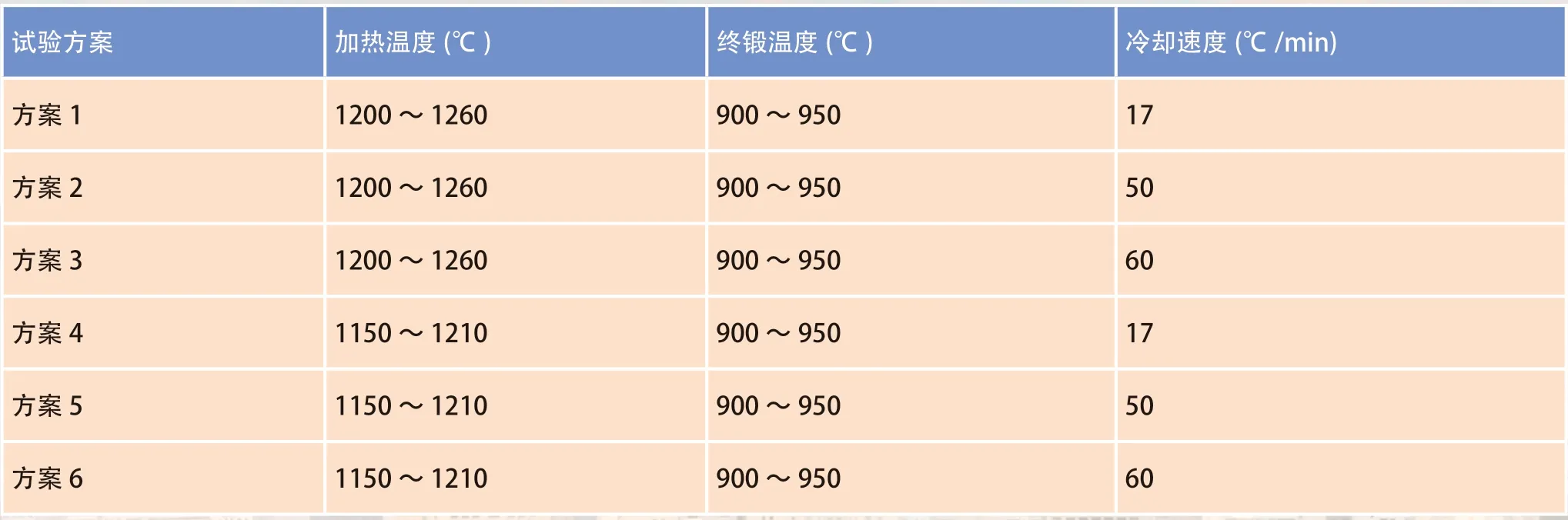
表2 加熱規范
試驗結果
按照GB/T 6394-2017《金屬平均晶粒度測定方法》,采用蔡司顯微鏡對鍛造后的試樣進行檢驗,并記錄檢驗結果。
⑴方案1。試樣金相組織為珠光體+鐵素體(圖1),晶粒度為5級,鐵素體含量為9%,硬度分別為346HB、342HB、344HB、344HB、346HB、328HB、333HB、344HB,機械性能滿足要求,連桿漲斷面漲斷掉渣率為2‰。
⑵方案2。試樣金相組織為珠光體+鐵素體(圖2),晶粒度為5~6級,鐵素體含量為12%,硬度分別為344HB、337HB、328HB、337HB、330HB、337H B、321HB、342HB,機械性能滿足要求,連桿漲斷面漲斷掉渣率為0‰。

圖1 方案1
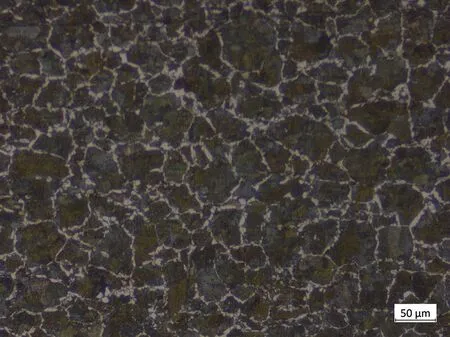
圖2 方案2

圖3 方案3
⑶方案3。試樣金相組織為珠光體+鐵素體(圖3),晶粒度為7~8級,鐵素體含量為28%,硬度分別為298HB、295HB、313HB、321HB、324HB、295H B、313HB、308HB,機械性能滿足要求,連桿漲斷面漲斷掉渣率為3‰。
⑷方案4。試樣金相組織為珠光體+鐵素體(圖4)、晶粒度為7~8級,鐵素體含量為33%,硬度分別為298HB、302HB、295HB、306HB、311HB、313H B、298HB、290HB,機械性能滿足要求,連桿漲斷面漲斷掉渣率為2‰。
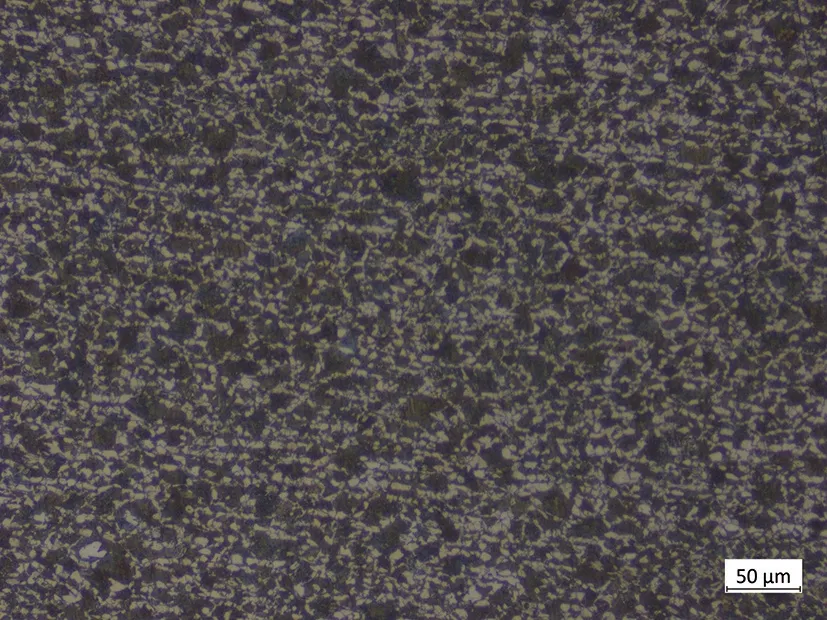
圖4 方案4
⑸方案5。試樣金相組織為珠光體+鐵素體、晶粒度為7級,鐵素體含量為42%,硬度分別為321HB、323HB、298HB、295HB、302HB、306HB、333HB、327HB,機械性能滿足要求,連桿漲斷面漲斷掉渣率為3‰。
⑹方案6。試樣金相組織為珠光體+鐵素體、晶粒度7級,鐵素體含量為44%,硬度分別為306HB、321HB、307HB、313HB、321HB、303HB、298HB、295HB、295HB,機械性能滿足要求,連桿漲斷面漲斷掉渣率為4‰。
在以上方案中,方案6效果最差,方案2效果最佳。我們相信,在以上最佳方案的基礎上,還能對連桿材料的化學成分、鍛造工藝方案進行不斷優化,達到逐漸降低連桿漲斷廢品率、提高產品質量的目的。
結束語
總之,原材料的質量、化學成分的最佳匹配、鍛造工藝、熱處理工藝對連桿的機械性能、漲斷效果起著關鍵性作用。通過以上試驗發現,要想做出高品質連桿,除了材料自身的品質、均勻性、批次的穩定性之外,還要有良好的鍛造及鍛后熱處理工藝,才能達到理想的效果,這也是國內零部件企業不斷追求的目標。我們應該在理論指導下,大膽地創新工藝,不斷積累數據,從而找到最佳方案。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
