稠漿法新型煙草薄片脫片裝置研究與動(dòng)態(tài)穩(wěn)定性分析
2021-06-18 06:16:22劉義宏楊先威
機(jī)械工程師 2021年6期
關(guān)鍵詞:煙草
劉義宏, 楊先威
(中國(guó)船舶集團(tuán)有限公司 第七一〇研究所,湖北宜昌443000)
0 引言
隨著新型煙草業(yè)的發(fā)展,再造煙葉制作工藝及其設(shè)備升級(jí)需要隨著新型煙草工藝配方要求及時(shí)更新?lián)Q代。其中稠漿法制造工藝主要被應(yīng)用于加熱不燃燒新型煙草制品中,相對(duì)于傳統(tǒng)煙草制品能有效減害90%以上,是新型煙草中增長(zhǎng)最快的品種。稠漿法制作工藝主要包括以下4部分:低溫超微粉粹段、稠漿制備段、流延成片段、成品收卷段。其中薄片制作工藝中最關(guān)鍵的就是脫片工藝、脫片的質(zhì)量、煙草薄片完整性、均勻性,直接影響了后續(xù)煙絲制作質(zhì)量。傳統(tǒng)稠漿法薄片制作工藝中,脫片技術(shù)始終存在技術(shù)缺陷,往往出現(xiàn)脫片難、碎片、斷片等問題,最終導(dǎo)致煙絲制作達(dá)不到工藝標(biāo)準(zhǔn)。因此,薄片脫片工藝的改進(jìn)還存在一定發(fā)展空間。
當(dāng)前國(guó)內(nèi)針對(duì)稠漿法煙草薄片制作工藝研究還比較缺乏,彭琛等[1]綜合分析了輥壓法、稠漿法及造紙法薄片技術(shù)各自的優(yōu)缺點(diǎn)及應(yīng)用情況, 探討了未來煙草薄片的發(fā)展方向;繆應(yīng)菊等[2]研究了近年來國(guó)內(nèi)外不同制備工藝對(duì)煙草薄片理化性質(zhì)的影響, 同時(shí)分析了各種生產(chǎn)工藝的優(yōu)缺點(diǎn), 并指出了今后國(guó)內(nèi)煙草薄片的研究方向和發(fā)展趨勢(shì);許日鵬等[3]以造紙法為重點(diǎn),對(duì)比輥壓法、稠漿法,從應(yīng)用效果、影響因素等方面對(duì)造紙法煙草薄片的特點(diǎn)進(jìn)行了研究;張彩云[4]研究了在輥壓法煙草薄片中加入木漿纖維的方法來提高煙草薄片的抗張強(qiáng)度、柔軟度、耐折度和耐機(jī)械加工性能;徐維華[5]研究出山德維克稠漿法雙層薄片制造工藝,提高了薄片的吸味、耐加工性能和貯存時(shí)間;劉剛毅[6]分析了國(guó)內(nèi)三大薄片技術(shù)的發(fā)展現(xiàn)狀與趨勢(shì);張園園等[7]介紹了近年來國(guó)內(nèi)外加熱不燃燒卷煙市場(chǎng)情況和不同加熱不燃燒煙草薄片生產(chǎn)工藝, 同時(shí)對(duì)3種生產(chǎn)工藝技術(shù)的優(yōu)缺點(diǎn)進(jìn)行了對(duì)比分析,并給出我國(guó)未來加熱不燃燒煙草薄片的發(fā)展趨勢(shì)和研究方向。
本文為了解決稠漿法脫片問題,設(shè)計(jì)了一種稠漿薄片氣壓式切割脫片結(jié)構(gòu),從脫片刀的物理特性角度,分析了氣囊壓強(qiáng)大小對(duì)刀片變形量的影響,選取了最佳脫片壓強(qiáng),保證了脫片質(zhì)量;并對(duì)脫片結(jié)構(gòu)進(jìn)行三維建模和動(dòng)力學(xué)仿真分析,重點(diǎn)研究不同刀片角度對(duì)脫片工況的動(dòng)態(tài)影響規(guī)律,尋找最佳脫片角度,為新型煙草稠漿法制片工藝提供理論基礎(chǔ)。
1 脫片機(jī)結(jié)構(gòu)設(shè)計(jì)及其力學(xué)分析
1.1 脫片結(jié)構(gòu)設(shè)計(jì)
稠漿法再造煙葉制作工藝中,脫片是影響再造煙葉制作質(zhì)量最關(guān)鍵的一道工序,但國(guó)內(nèi)稠漿法再造煙葉生產(chǎn)工藝還不夠成熟,主要依靠國(guó)外進(jìn)口。為保證新型脫片裝置解決再造煙葉完整性差、斷片、不均勻等問題,滿足工藝要求,本文基于國(guó)外稠漿法設(shè)備及制片工藝,進(jìn)行了脫片裝置結(jié)構(gòu)及脫片工藝的改進(jìn)。傳統(tǒng)機(jī)械式脫片裝置由于剛性強(qiáng),鏟刀與鋼帶貼合精度低,造成脫片質(zhì)量達(dá)不到新型煙草工藝標(biāo)準(zhǔn),本文設(shè)計(jì)了一套氣壓驅(qū)動(dòng)式脫片結(jié)構(gòu),并且采用雙鏟刀形式,確保持續(xù)在線作業(yè),提高脫片效率。脫片裝置包括可調(diào)式主支座、刀片支座和吹片蓋板,整個(gè)脫片裝置依靠底部可調(diào)式主支座固定支撐,刀片支座頂部有刀片夾具,脫片刀安裝在夾具中,因?yàn)槊摰堆b置與鋼帶之間會(huì)產(chǎn)生較大接觸壓力且刀片必須均勻受力,故脫刀片與刀片夾具通過特殊卡槽固定連接,脫片夾具依靠主支座內(nèi)部氣囊的膨脹與收縮來驅(qū)動(dòng)緊貼鋼帶。為防止刀片鏟下的薄片與設(shè)備或脫片裝置接觸而破壞,刀片支座外側(cè)安裝了吹片蓋板,吹氣孔直徑為2 mm且三排均勻分布,目的是保證吹片壓力足夠且受力均勻。
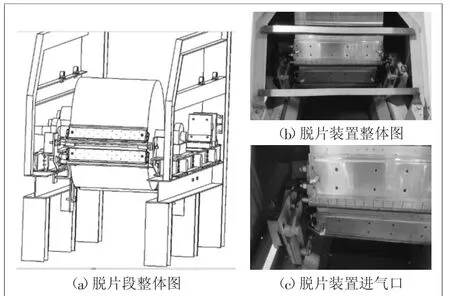
圖1 稠漿法脫片段整體圖
通過研究與實(shí)驗(yàn),本文設(shè)計(jì)的新型氣壓式脫片結(jié)構(gòu)在結(jié)構(gòu)和功能上均取得創(chuàng)新性突破,其主要優(yōu)勢(shì)和特點(diǎn)如下:1)解決了國(guó)內(nèi)在煙草加工行業(yè)中稠漿法再造煙葉技術(shù)的突破,采用氣囊驅(qū)動(dòng)原理,使得刮片過程中脫片刀受力均勻,刮片效果良好,保證了煙草薄片完整性。2)與傳統(tǒng)裝置相比,此裝置采用雙脫片刀一用一備的工作模式,保證生產(chǎn)線持續(xù)不間斷工作,當(dāng)?shù)镀鼡Q和故障時(shí),也能持續(xù)生產(chǎn)脫片,大幅提高了脫片效率。
1.2 脫片刀材質(zhì)分析與研究
在對(duì)脫片裝置脫片過程中受到作用力影響程度進(jìn)行研究之前,首先要確定鏟刀刀片的材質(zhì)特性是否符合實(shí)際工況。因此,本文針對(duì)刀片材質(zhì)的選取重點(diǎn)分析了不銹鋼材質(zhì)和65錳鋼,并對(duì)各自材料特性進(jìn)行分析比較,刀片厚度為0.3 mm,寬度為30 mm,保證脫片精度達(dá)到工藝要求。
因?yàn)樵僭鞜熑~經(jīng)過鋼帶烘箱烘干后與鋼帶黏附性較強(qiáng),難脫落,所以在刀片選取上,要綜合考慮刀片強(qiáng)度、韌性等因素。為了保護(hù)鋼帶表面,避免其刮傷鋼帶影響薄片質(zhì)量,刀片材質(zhì)剛性不能太強(qiáng),需要一定的柔韌性,雖然不銹鋼在表面粗糙度、硬度等指標(biāo)上滿足脫片工藝要求,但與65錳鋼相比,其韌性較差,受壓變形和彈性較差,無法消除刀片與鋼帶摩擦碰撞應(yīng)力,不能保證刀片貼緊鋼帶,實(shí)現(xiàn)脫片功能。65錳鋼材質(zhì)在硬度、強(qiáng)度、塑性和韌性等綜合性能方面優(yōu)于不銹鋼,且耐磨性強(qiáng),保證在一定受壓變形量后緊貼鋼帶,順利脫片,且65錳鋼彈性較好,受壓變形恢復(fù)能力強(qiáng),適合稠漿薄片脫片實(shí)際工況,其脫片效果經(jīng)過實(shí)驗(yàn)驗(yàn)證符合脫片工藝標(biāo)準(zhǔn)。
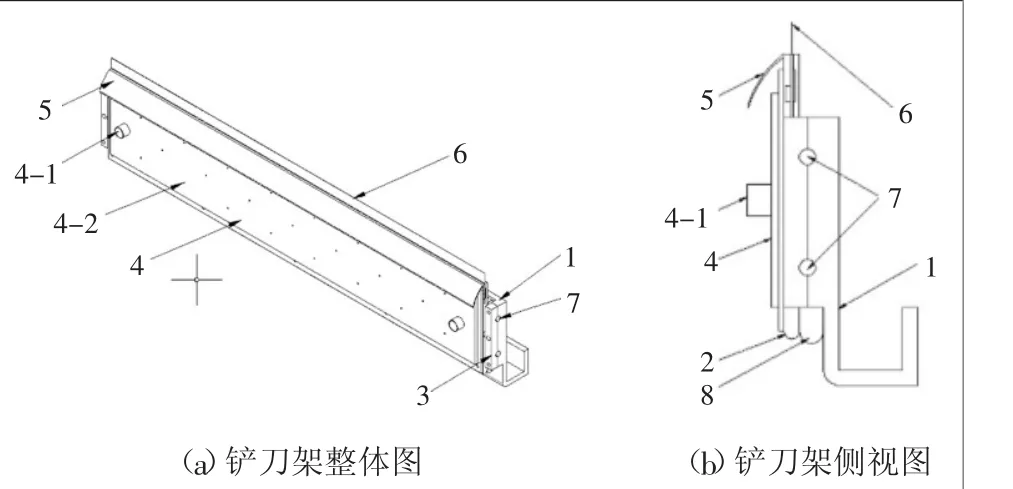
圖2 脫片鏟刀裝置示意圖
針對(duì)脫片工況和材料特性,本文考慮0.3 mm厚的65錳鋼片脫片刀受到不同壓力下的應(yīng)力分析,保證刀片受壓變形量達(dá)到最佳脫片狀態(tài),為后期脫片過程的動(dòng)態(tài)仿真提供理論依據(jù)。分析可知,氣囊壓強(qiáng)太小,脫片刀壓緊力不夠,影響脫片效果;氣囊壓強(qiáng)太大,將導(dǎo)致脫片刀變形量過大,極可能導(dǎo)致脫片刀永久變形而損壞,甚至損壞鋼帶,對(duì)再造煙葉表面光滑度造成嚴(yán)重影響。針對(duì)脫片鏟刀氣囊驅(qū)動(dòng)壓力大小,本文通過分析材質(zhì)特性和實(shí)際工況,分析了壓強(qiáng)大小從0.2~1.0 MPa之間變化,其刀片變形情況,確定最佳壓強(qiáng)大小為0.4 MPa及刀片壓力大小為40 N左右。當(dāng)壓強(qiáng)為0.4 MPa時(shí),刀片變形量符合最佳脫片狀態(tài),且刀片緊貼鋼帶表面,脫片效果最好,煙草薄片的均勻性和連續(xù)性符合工藝標(biāo)準(zhǔn)。
2 脫片刀受力擾動(dòng)與動(dòng)力學(xué)仿真
2.1 脫片裝置受力穩(wěn)定性分析與研究
對(duì)新型脫片裝置結(jié)構(gòu)特點(diǎn)進(jìn)行分析,可知脫片裝置進(jìn)行脫片作業(yè)時(shí),由于薄片經(jīng)過烘箱烘干后與鋼帶黏附力較強(qiáng),這就要求脫片鏟刀貼緊鋼帶的壓力較大,且受力均勻,才能保證再造煙葉順利脫落且不損壞。采用的氣囊驅(qū)動(dòng)鏟刀結(jié)構(gòu)進(jìn)行脫片,就可以保證刀片均勻壓在鋼帶表面,且氣囊氣壓可通過減壓閥調(diào)節(jié)壓力大小,保證脫片穩(wěn)定。脫片鏟刀與鋼帶接觸進(jìn)行鏟刮薄片時(shí),無法避免地會(huì)與鋼帶之間產(chǎn)生接觸力,由于接觸力的影響,鏟刀脫片穩(wěn)定性會(huì)下降,從而影響脫片質(zhì)量。鏟刀受力主要是鋼帶切線方向的摩擦力和垂直切向方向的反作用力。影響脫片裝置的外界因素很多,本文重點(diǎn)研究氣囊驅(qū)動(dòng)壓力大小和鏟刀與鋼帶切線方向夾角兩方面,對(duì)脫片裝置受力均勻性及脫片穩(wěn)定性的影響因素,分別探討2個(gè)影響因素對(duì)脫片穩(wěn)定性的擾動(dòng)規(guī)律,采用控制變量法進(jìn)行分析研究。針對(duì)脫片角度,本文分別對(duì)20°、25°、30°和45°四組不同角度下,脫片裝置鏟刮過程進(jìn)行受力分析。
如圖3所示,鏟刀與鋼帶接觸角度不同,其受力大小和方向也會(huì)不同,其鋼帶垂直方向的反作用力F1和切線方向的摩擦力F2對(duì)鏟刀脫片作業(yè)穩(wěn)定性均有一定影響,其影響大小和規(guī)律還需要進(jìn)一步研究證實(shí)。
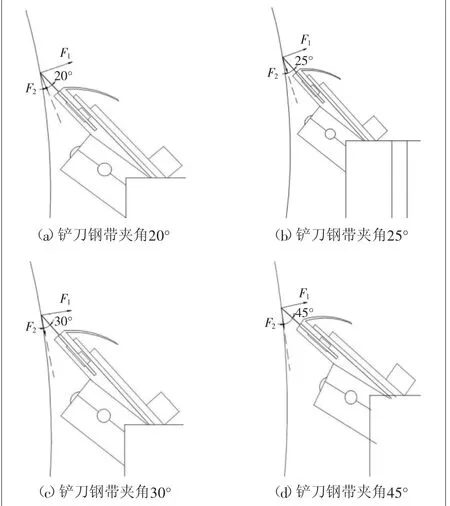
圖3 不同夾角工況下鏟刀受力示意圖
2.2 脫片過程動(dòng)力學(xué)仿真分析
本文針對(duì)稠漿法新型煙草制片工藝特點(diǎn),對(duì)制片末端脫片結(jié)構(gòu)及裝置進(jìn)行了優(yōu)化升級(jí),設(shè)計(jì)了一種新型氣壓式脫片裝置,并根據(jù)具體脫片工況,采用SolidWorks三維軟件對(duì)脫片結(jié)構(gòu)和驅(qū)動(dòng)輥、鋼帶進(jìn)行了建模和動(dòng)力學(xué)仿真分析,根據(jù)對(duì)脫片實(shí)際工況的分析,脫片刀在進(jìn)行脫片作業(yè)時(shí),由前面對(duì)氣囊壓強(qiáng)的分析,當(dāng)?shù)镀軌簭?qiáng)為0.4 MPa下,刀片變形量達(dá)到最佳狀態(tài)。但刀片角度會(huì)直接影響脫片裝置動(dòng)態(tài)運(yùn)行穩(wěn)定性,這是直接影響脫片質(zhì)量的重要因素,為了更精準(zhǔn)分析不同脫片刀角度對(duì)脫片過程的動(dòng)態(tài)影響規(guī)律,本文選取了刀片與鋼帶切線方向夾角分別為20°、25°、30°和45°進(jìn)行仿真分析。
由圖4可知,對(duì)刀片在20°夾角下進(jìn)行脫片作業(yè)時(shí),其刀片受擾抖動(dòng)較明顯,通過其刀片末端角加速度和線性加速度可知,當(dāng)氣囊充氣驅(qū)動(dòng)刀片靠近鋼帶的瞬間,其角加速度、角速度和線性加速度瞬時(shí)波動(dòng)較大,但刀片貼緊鋼帶后,其波動(dòng)值相對(duì)而言趨于平緩,這是因?yàn)槊撈b置在停機(jī)狀態(tài)下與鋼帶之間間隙較大,故存在啟動(dòng)波動(dòng)幅值大,但由于氣囊壓力和鋼帶反作用力的限制,保證了刀片貼緊鋼帶,波動(dòng)幅值降低,且保持在一定區(qū)間內(nèi)波動(dòng),符合實(shí)際工況特點(diǎn)。
根據(jù)圖5、圖6對(duì)刀片在25°和30°夾角下脫片作業(yè)工況的動(dòng)態(tài)分析圖顯示,隨著夾角增大,刀片受氣囊壓力不變,但刀片受擾抖動(dòng)的幅值越來越小,變化情況從刀片角加速度和線性加速度反映較明顯。結(jié)合前面對(duì)20°夾角動(dòng)態(tài)分析,更加驗(yàn)證了此結(jié)論。另一方面,從圖4~圖6中刀片加速度和線性加速度的動(dòng)態(tài)曲線圖反映,其抖動(dòng)的幅值隨角度增加而減小,但抖動(dòng)零位隨角度增加而增大,這就反映了刀片隨著夾角增大的同時(shí),其受力情況在變化,其受壓變形量隨著角度增加而增大,從而導(dǎo)致了波動(dòng)零位在隨之變化。根據(jù)脫片裝置的刀片實(shí)際變形情況,其變形量過大將導(dǎo)致刀片損壞,并直接影響脫片質(zhì)量。
根據(jù)前面對(duì)刀片與鋼帶切線方向夾角增大對(duì)刀片變形的分析,圖7將夾角增大到45°時(shí),刀片變量嚴(yán)重,仿真結(jié)果顯示,刀片因刀片變形過大而出現(xiàn)了抖動(dòng)異常,幅值過大,這將嚴(yán)重影響脫片質(zhì)量,故夾角選取不易過大。綜合以上仿真結(jié)果,當(dāng)?shù)镀艿綁簭?qiáng)在0.4 MPa下,改變刀片與鋼帶切線方向夾角,其脫片裝置在脫片過程中受擾抖動(dòng)規(guī)律較明顯,隨著夾角從20°、25°、30°到45°逐漸增大,其刀片末端受力抖動(dòng)幅值先減小、后增大。當(dāng)夾角為20°和25°時(shí),其因刀片受垂直于鋼帶切線方向的分力較小,導(dǎo)致刀片在進(jìn)行脫片時(shí)抖動(dòng)幅值較大,影響脫片質(zhì)量;且在夾角45°情況時(shí),因刀片受力變形量過大,導(dǎo)致脫片無法正常進(jìn)行。本文綜合考慮脫片質(zhì)量和刀片變形量等因素,通過仿真數(shù)據(jù)顯示,當(dāng)脫片刀與鋼帶切線方向夾角為30°時(shí),其脫片效果和刀片變形量達(dá)到最佳狀態(tài),從而保證脫片質(zhì)量最好,刀片使用壽命長(zhǎng)。
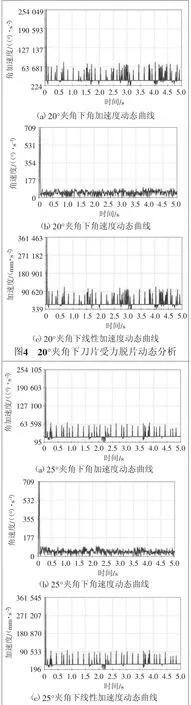
圖5 25°夾角下刀片受力脫片動(dòng)態(tài)分析

圖6 30°夾角下刀片受力脫片動(dòng)態(tài)分析
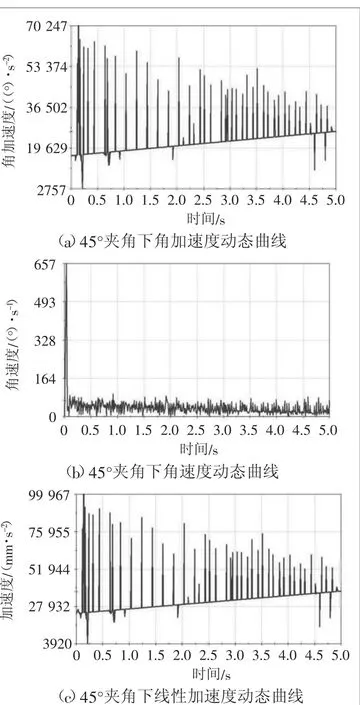
圖7 45°夾角下刀片受力脫片動(dòng)態(tài)分析
3 結(jié)語(yǔ)
本文針對(duì)新型煙草稠漿法制片工藝特點(diǎn),設(shè)計(jì)了一種稠漿薄片氣壓式雙刀切割脫片裝置,并對(duì)刀片材質(zhì)選取進(jìn)行了對(duì)比分析,重點(diǎn)是針對(duì)脫片實(shí)際工況進(jìn)行穩(wěn)定性分析,研究了脫片刀與鋼帶切線方向夾角對(duì)脫片穩(wěn)定性的影響規(guī)律,具體結(jié)論如下:
1)新型稠漿薄片氣壓式脫片裝置解決了國(guó)內(nèi)在煙草加工行業(yè)中稠漿法再造煙葉技術(shù)上的突破,采用氣囊驅(qū)動(dòng)原理,使得切片過程脫片刀受力均勻,切片效果良好,保證了煙草薄片完整性,提高了脫片質(zhì)量。
2)針對(duì)稠漿法再造煙葉制作工藝的特點(diǎn),選取了特殊材質(zhì)的65錳鋼片,厚度為0.3 mm,其經(jīng)過回火處理后的65錳鋼片硬度、強(qiáng)度、韌性和塑性等綜合性能達(dá)到最優(yōu),保證了刀片在脫片過程受力均勻、變形較小、緊貼鋼帶,提高脫片質(zhì)量。
3)通過動(dòng)態(tài)仿真,精準(zhǔn)分析了不同脫片刀角度對(duì)脫片過程的動(dòng)態(tài)影響規(guī)律,其夾角由20°~45°逐漸增大時(shí),刀片末端受力抖動(dòng)情況呈現(xiàn)先減小、后增大的趨勢(shì),且綜合考慮刀片變形量和振幅大小規(guī)律,確定了夾角為30°的情況下,其脫片穩(wěn)定性達(dá)到最佳狀態(tài),為新型脫片裝置的實(shí)際工程意義提供理論依據(jù)。
猜你喜歡
奧秘(創(chuàng)新大賽)(2023年3期)2023-05-06 01:48:20
中國(guó)煙草學(xué)報(bào)(2019年5期)2019-11-14 07:54:12
首都公共衛(wèi)生(2019年5期)2019-05-21 01:08:34
浙江中西醫(yī)結(jié)合雜志(2017年2期)2017-01-12 18:23:59
新聞傳播(2016年3期)2016-07-12 12:55:34
當(dāng)代化工研究(2016年9期)2016-03-20 16:22:08
自動(dòng)化博覽(2014年6期)2014-02-28 22:32:15
聲屏世界(2014年6期)2014-02-28 15:18:09
西南學(xué)林(2013年2期)2013-11-12 12:58:54
中國(guó)煙草學(xué)報(bào)(2012年5期)2012-04-12 06:21:18