車用渦輪增壓器葉輪的五軸數控加工方法研究
2021-06-18 06:17:04王小旭付大鵬
機械工程師 2021年6期
關鍵詞:工藝
王小旭, 付大鵬
(1.吉林工業職業技術學院,吉林 吉林132013;2.東北電力大學,吉林 吉林132012)
0 引言
渦輪增壓器屬于流體機械的一類,具有降低汽車污染排放量、提高發動機燃油效率及降低燃油使用量等功能[1],其制造質量的優劣直接影響著汽車發動機的整體性能。葉輪作為渦輪增壓器的關鍵零部件,其加工質量能夠直接影響著旋轉式流體機械的性能,進而影響發動機的工作效率。因其自身存在著加工精度要求高、曲面復雜等特點,故此銑削加工難度較大,當前車用渦輪增壓器葉輪多數采用鑄造方法加工,不可避免地存在材料偏析、動平衡差等缺點,直接影響其使用性能。如何通過合理規劃加工工藝、選擇加工參數來實現葉輪的銑削加工,對提高渦輪增壓器葉輪的加工水平和使用性能有著十分重要的意義[2]。
1 葉輪加工技術要求
渦輪葉輪是由12個超薄大扭曲葉片組成,葉輪主要參數如表1所示。

表1 葉輪參數
由《機械加工工藝設計手冊》可知,葉輪加工的允許偏差為0.6~0.8 mm,另外銑削加工所對應的經濟精度如表2所示。由表2可知,高速銑削精加工后粗糙度能夠滿足Ra0.8 μm的要求,且零件的精度等級能夠達到IT5~IT6。
當基本尺寸D<500 mm時,其公差單位的計算公式為i=0.458/+0.001D。當基本尺寸D>500~3100 mm時,其計算公式為i=2.1+0.004D。式中:D為基本直徑,mm;i為公差單位,μm。

表2 銑削加工能夠達到的經濟精度
表3所示為IT5~IT14的標準公差計算公式。本文所用渦輪葉輪基本尺寸為140 mm,并由《機械加工工藝設計手冊》查得IT6(IT7,IT8)時零件標準公差數值為0.22 mm(0.35 mm,0.54 mm),已經滿足允許偏差0.6~0.8 mm。

表3 IT5~IT14的標準公差計算公式 μm
2 渦輪葉輪加工工藝規劃
根據上述葉輪的基本參數及銑削加工的精度特點,同時為了提高渦輪葉輪的加工速度,將渦輪葉輪的加工分為4個階段,分別是葉輪的粗加工、兩大葉片之間的半精加工、大小葉片的半精加工和精加工、流道的半精加工和精加工。在加工過程中,根據葉輪部位的不同,選擇不同的加工速率,將葉輪加工分成4個部分的好處是:在渦輪葉輪的粗加工階段,需要盡量去掉加工余量,減少加工時間,提高加工速率,同時要及時發現加工件出現的問題;對于兩大葉片之間的半精加工,這樣就盡可能地去除大葉片和小葉片之間采用半精加工,這種方式保證了大葉片、小葉片兩側能夠保持均衡的加工余量,從而減少了大小葉片的變形量;在進行流道加工之前,首先對小葉片進行分段加工,然后再對大葉片進行分段加工,這樣減少了大小葉片的變形量;將流道的加工放在最后,這樣就能夠減少流道加工對大葉片和小葉片的影響。
2.1 粗加工工藝
粗加工階段是為了使毛坯的余量能夠被快速切掉,從而提高加工效率[3]。根據葉輪的特點,為了盡最大限度地提高葉輪的精度,首先直接對兩個大葉片之間進行粗加工。根據葉輪尺寸形狀特點,選取直徑為10 mm的立銑刀。為了較好地保證零件的型面特征,選擇環形走刀。通常切削用量的選用準則是粗加工階段盡可能地提高加工效率,設定渦輪葉片粗加工時的具體參數如表4所示,得到葉輪的粗加工刀路軌跡如圖1所示。

表4 粗加工階段的加工工藝參數
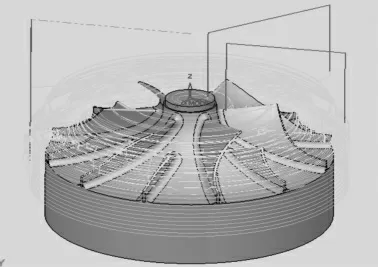
圖1 粗加工刀路軌跡
2.2 半精加工工藝
半精加工的主要目的是使得2個大葉片之間的余量均勻,為后續加工做好準備[4],由于在相鄰2個大葉片之間,存在著1個小葉片,而小葉片的曲面與大葉片的曲面又不相同,因此在進行程序設計時將利用大葉片的兩面進行仿形銑。由于大葉片、小葉片是扭曲變形的,因此在制定工藝的時候,要很好地控制加工流向,同時要盡可能地減小加工變形量,在加工時要充分考慮這兩點。
根據相鄰大葉片之間的間距及大葉片的實際長度,在該加工階段,選用直徑為8 mm的球刀,走刀方式為“兩曲線之間仿形銑削”,半精加工的具體加工參數如表5所示。

表5 半精加工階段的加工工藝參數
2.3 葉片的精加工
精加工的目的是獲得較好的表面質量,通過半精加工基本能夠得到葉片形狀,在精加工時要保證葉片表面的質量,同時保證減小葉片加工時的變形,這與刀具的選擇、機床轉速和進給量的搭配等有很大關系。
為減少因換刀帶來的誤差,精加工的刀具和半精加工的刀具都是直徑為8 mm的球頭刀。為了更好地加工大小葉片,首先對于小葉片進行加工,選擇為“五軸航空銑-Multi Blade Advanced”,選擇Z軸作第四旋轉軸。精加工時的具體參數如表6所示,刀路軌跡如圖2所示。

表6 葉片精加工階段的加工工藝參數

圖2 葉片精加工刀路軌跡圖
2.4 流道的精加工

圖3 流道精加工刀路軌跡
由于在進行葉片的加工過程中或多或少地會對流道進行加工,因此只需要在葉片加工完成后,對流道進行精加工。流道半精加工如圖3所示。
為減少因換刀帶來的誤差,精加工的刀具仍然選用直徑為8 mm的球頭刀,走刀形式選用“五軸航空銑”,設定X軸作第四旋轉軸,具體加工參數如表7所示,得到加工刀路軌跡如圖3所示。

表7 葉片精加工工藝參數
3 葉輪加工模擬仿真
通過前面對于葉輪的粗加工及單個葉片的加工,然后將小葉片加工、大葉片加工及相鄰兩大葉片之間的加工,還有流道加工都應用到其他區域當中,得到渦輪葉輪的整體加工刀路軌跡。根據已經形成的整體刀路軌跡,進行導航器模擬加工,從而得到加工完成的加工流程,并檢查加工過程的正確性。葉輪的粗加工模擬加工如圖4所示。

圖4 渦輪葉輪的仿真加工
4 后置處理
后置處理就是將刀位點原始文件轉化為能被數控機床識別和執行的NC程序的一個過程,后置處理的目的是形成數控加工文件[5]。本文是在Cimatron E12軟件中,對該渦輪增壓器葉輪進行自動編程,刀具軌跡經過相應的一系列計算后生成刀位點原文件。然后利用后置處理功能將它變換為數控加工程序,用于零件的機床數控加工。
Cimatron軟件可以在程序模式下或者刀路模式下進行后置處理,并且允許一次選擇多段刀具路徑或者多段加工程序同時進行后置處理。在Cimatron E12軟件的工具條上選擇需要生成NC程序的刀具路徑,確認程序正確;點選后置處理圖標,選擇后置處理選項hass[vf3],這時G代碼參數表格中,機床類型為“5-Axis”,確立加工參考坐標系,上述步驟完成后,點選完成后中的“顯示G代碼”,開始生成數控加工程序;當計算完畢,點擊“確定”即完成后置處理工作。按照上述方法分別得到整體葉輪的粗加工、兩葉片之間加工、流道加工的NC程序。
5 加工實驗
經過上述的工藝分析,得到NC加工程序,為了進一步檢驗加工思路的可行性和加工方法的合理性,在五軸數控加工中心上對其進行真實的機床實驗加工。本課題實驗加工所用的立式五軸數控機床的型號是HAAS VF-3。加工時間約為3 h,加工完成的渦輪葉輪如圖6所示。

圖6 加工完成的渦輪葉輪模型
6 結論
本文以車用渦輪增壓器葉輪為原型,在Cimatron軟件平臺下,通過合理規劃加工工藝,解決了由于葉輪葉片薄、變壁厚、扭曲大和各葉片間隔小等因素帶來的加工難題,實現一次裝夾完成渦輪葉輪的整體數控加工,從而大大提高了葉片的精度,提高了整體葉輪的生產效率[10],為類似復雜型面零件的數控加工提供了很好的加工思路。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52