基于特征尺寸的機械零件圖樣尺寸標注方法研究
2021-06-18 06:16:02易聲耀曹玉君梁兵
機械工程師 2021年6期
易聲耀, 曹玉君, 梁兵
(湖南交通工程學院 高科技研究院,湖南衡陽421001)
0 引言
機械零件工作圖上的尺寸是全部零件信息的主要載體之一,是零件加工、檢測的主要依據,直接決定、影響著零件的加工制造、檢測和使用。然而,零件工作圖上尺寸的正確標注也是繪制零件圖的難點所在。對此,不少學者從不同的角度進行了研究。典型的如楊裕強等[1]對合理標注零件尺寸方法的分析;薛愛文等[2]進行了工程制圖中形體尺寸標注完整性的分析,并且提出了計算尺寸個數的問題;邵世祿[3]關于機械圖樣中尺寸標注的探討;胡東等[4]提出尺寸標注的三基理念;李唯東等[5]提出用投影特征統計法保證集合體尺寸標注的完整性;魏平[6]分析了機械零件尺寸標注的合理性;本文作者對疊加型組合體尺寸標注教學方法進行的研究[7]。
以上研究豐富了機械零件圖樣尺寸標注的方法,但其分析方法基本上都是基于形體分析的角度,分析過程比較繁瑣,并存在一定的局限性。
機械零件圖尺寸的標注邏輯性強,圖上的尺寸要求既不遺漏,也不能重復標注,這就需要達到兩個方面的條件:一是要明確本形體的尺寸有多少個;二是要明確這些尺寸標注的最佳位置。滿足條件一保證尺寸標注的完整性,做到尺寸標注不多不少;滿足條件二保證尺寸標注的正確性。保證尺寸標注正確性主要是符合國家相關標準,其知識和方法在每部教材中都很詳細;而如何保證尺寸標注的完整性,在既往教材中卻不能得到保證。對于一些簡單的形體,有經驗的工程人員往往幾乎不假思索,憑著直覺就能夠把握尺寸準確的個數;而對于復雜的形體,即使是經驗豐富者,也不一定能保證尺寸標注的完整性。為此,本文探討了基于特征尺寸的零件圖尺寸標注的方法。由于零件上的工藝結構如鑄造圓角、倒角、退刀槽、越程槽等結構在標注時可采用簡化方法,或只需要在技術要求里注出,為簡化起見,零件上的工藝結構在分析中加以略去。
1 基于特征尺寸的零件圖尺寸標注方法
1.1 基于特征尺寸的零件圖尺寸標注理論梗概
每個機械零件都是由若干簡單的幾何體按照一定的創意構成的,每個簡單幾何體都有其形狀特征,構成零件的簡單形體主要有棱柱、棱錐等平面立體和圓柱、圓錐、球體、圓環及其他形狀的回轉體,以及由這些基本立體經切割變換而成的各種形體。確定這些幾何要素的度量關系參數無非直徑、半徑、長度、角度等。所謂按特征尺寸標注,就是將形體上的尺寸區分為直線尺寸、圓弧的直徑或半徑(φ、R)尺寸、角度尺寸等不同特征的尺寸類型,然后分別注出各類尺寸。其中,圓弧尺寸在尺寸類型中是典型的定形尺寸,在形體圖中很容易找出;角度尺寸一般較少出現,并且為了檢測的方便,一般情況下盡可能少標注角度尺寸,而以直線尺寸取代之;直線尺寸通常是圖形中最多的一類尺寸,就其特征而言,它表示的是平面、棱線、軸線等幾何元素。按特征標注直線尺寸時,一般不需做嚴格的形體分析,因而無需區分定形尺寸和定位尺寸,直接按長、寬、高或者具體某個傾斜的直線方向,標示出每一個特征點的計數,也即應標注尺寸的起、止點的位置,這些計數即是該方向上的直線尺寸數量的計數。
對稱形體自圖形的對稱線開始向一側計數。由于零件每個方向一般都有一個以上的基準要素(對稱面、重要端面、底面、主要回轉體軸線等),這些基準要素相當于定位尺寸為0的特征要素,也即這個尺寸不須注出。因此,每個方向的起、止特征點計數減1,即為該方向的直線尺寸的個數。
設MX、MY、MZ分別表示X、Y、Z(長、寬、高)3個方向的尺寸起、止點數,Mφ、MR、MJ分別表示直徑尺寸、半徑尺寸和角度尺寸的個數,則零件上應標注的尺寸總數M為

因此,用這種標注方法的優點即是在尺寸標注分析的過程中能較容易地計算出尺寸的個數,為完整標注尺寸提供了保證。
1.2 典型應用案例
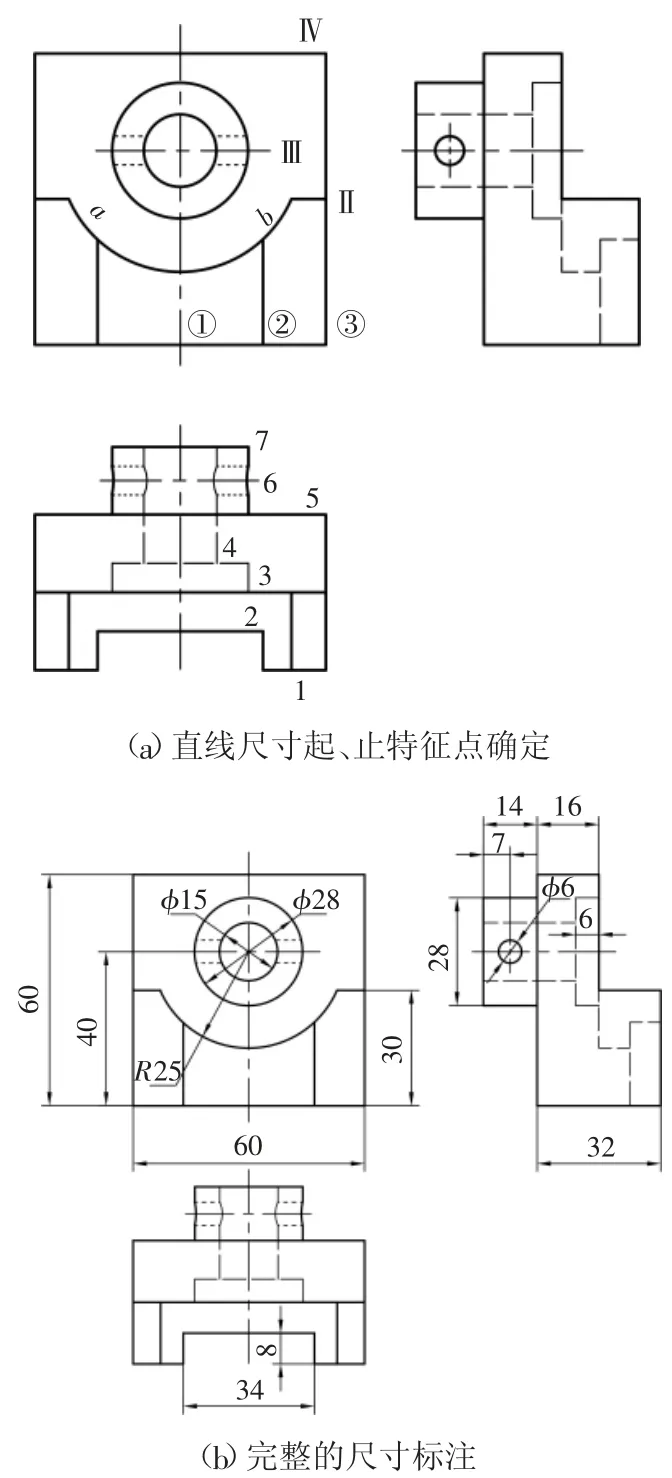
圖1 基于特征尺寸的零件尺寸個數計算與標注
以如圖1所示的機件為例,說明按特征尺寸標注的方法和步驟。
1)分析零件上尺寸的特征。該零件上的尺寸有直線尺寸和圓弧尺寸兩類。
2)分別沿長、寬、高3 個方向標出計數點或線。為避免混淆,3個方向分別用不同的計數序列,長度方向對稱,自對稱線開始,依次為①、②、③,MX=3;寬度方向自前向后為1~7,MY=7;高度方向自下而上為Ⅰ~Ⅳ,MZ=4。如圖1(a)所示。
3)分析圓弧的直徑、半徑尺寸和角度尺寸的個數,圖中有4個φ尺寸,Mφ=4;1個R尺寸,MR=1;沒有角度尺寸,MJ=0。
4)計算出總的尺寸個數。總尺寸個數M應為
M=MX+MY+MZ+Mφ+MR+MJ-3=3+7+4+4+1+0-3=16(個)。
零件的具體尺寸及數目如表1所示。計算公式包含其中。
5)進行形狀分析,劃分簡單形體,嚴格按照國家標準,標注出形體的定形、定位尺寸。每個方向的直線尺寸個數、圓弧尺寸個數。尺寸總數為16個,必定相符。如果不符,則說明尺寸標注不完整,少則有尺寸遺漏,多則有重復標注。完整的標注如圖1(b)所示。
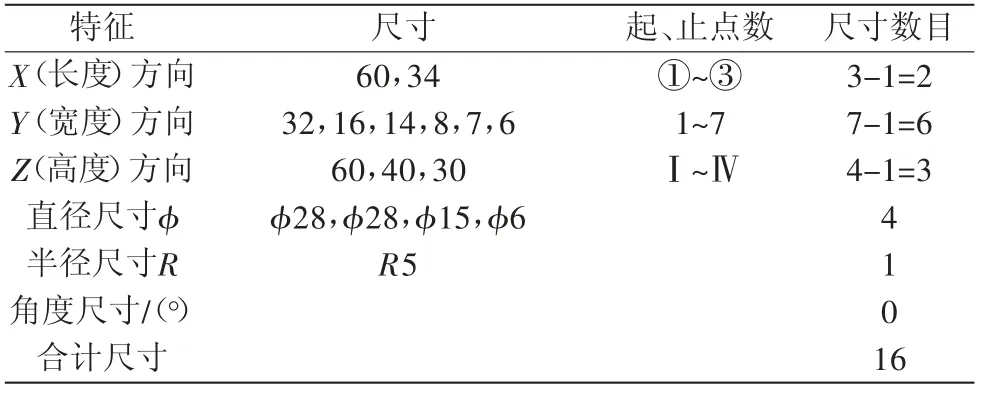
表1 按特征標注尺寸
值得注意的是,零件表面的截交線、相貫線都不能作為特征線計入尺寸個數,如圖1所示,主視圖中a、b兩點是由圓弧R25和距底邊30的直線相交生成的,不應標注a、b間的距離尺寸。此外,圓柱體的直徑尺寸須直接標注φ或R尺寸,因此,其輪廓線(極限素線)所在位置不應作為特征計數點[8]。
2 基于特征尺寸的零件圖尺寸標注方法的適用性分析
機械零件的形狀是極其多樣的,因此,基于特征尺寸的零件圖尺寸標注方法的適用性也有所偏重,對于許多極其復雜的零件的尺寸標注,雖然可以應用基于特征尺寸的零件圖尺寸標注方法來對零件進行分析,獲得尺寸個數,但標注具體的尺寸時仍需要作較詳細的形體分析,才能正確地標注尺寸。以某軸承座為例,按基于特征尺寸標注方法計算尺寸個數,特征起、止點數如圖2所示。計算個數見表2。
顯然,應用基于特征尺寸的分析方法能夠較容易獲得尺寸數目。但是,標注尺寸的具體操作還必須進行嚴格的形體分析,才能確保尺寸標注的正確性和完整性。如果尺寸標注的過程中并沒有對零件的形體進行詳細分析,雖然得到了尺寸個數,但并不明確這些尺寸該如何標注,標在何處,也沒有區分出定形尺寸和定位尺寸,因而無法保證尺寸標注的順利進行。所以,這種方法對于復雜的多體疊加型機械零件圖樣的尺寸標注是難以達到滿意效果的。
圖2 軸承座起、止特征點數標定
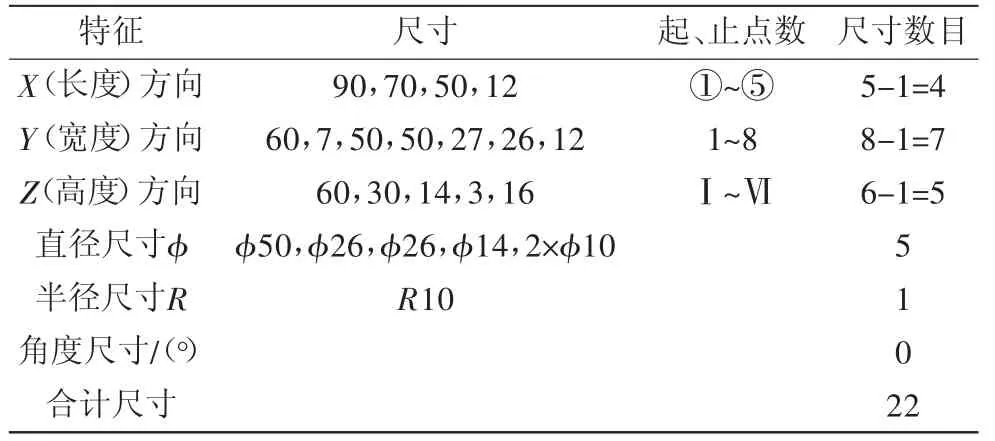
表2 軸承座按特征標注尺寸個數計算
然而,分析得知,對于兩類特殊的機械零件,用基于特征尺寸的零件圖尺寸標注則是非常有效的。
1)典型的回轉體零件。典型的回轉體通常只有兩個方向的尺度,在標注尺寸前算出尺寸個數后,一般不需要作詳細的形體分析,即可標全尺寸。例如圖3所示的形體,6個直徑尺寸顯而易見,軸向的5個直線尺寸可以很容易找出其起、止特征點數(Ⅰ~Ⅵ),如何標注也不是難題。因此,該形體的11個尺寸在計算出個數后,稍加分析即可保證尺寸標注的正確和完整,無需作詳細的形體分析。
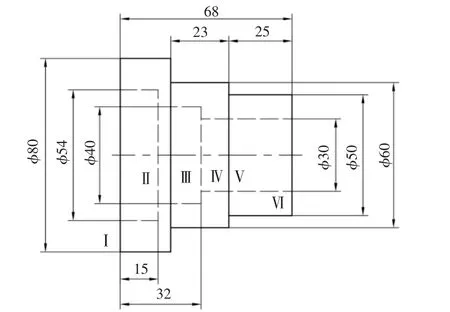
圖3 典型回轉體直線尺寸起、止特征點數確定及尺寸標注
2)典型的挖切式機械零件。挖切式零件雖然可以用形體分析的方法計算尺寸個數,但由于切去的形體是“虛體”,并且,這些“虛體”多半形狀不規則,因此作形體分析時的計算過程和標注的操作過程都比較麻煩;而使用基于特征尺寸的零件尺寸個數計算及進行標注,由于計算尺寸個數的過程比較簡單,而在具體的尺寸標注時,被切割后的直線尺寸一般應該標注決定切割平面的位置尺寸,這比標注“虛體”的定形、定位尺寸更為簡單。例如圖4所示的壓塊的尺寸標注,其中,圖4(a)為長、寬、高3個方向直線尺寸起、止特征點數確定,圖4(b)為完整標注的尺寸。計算分析過程列入表3中。可以看出,這種標注方法是有效的。
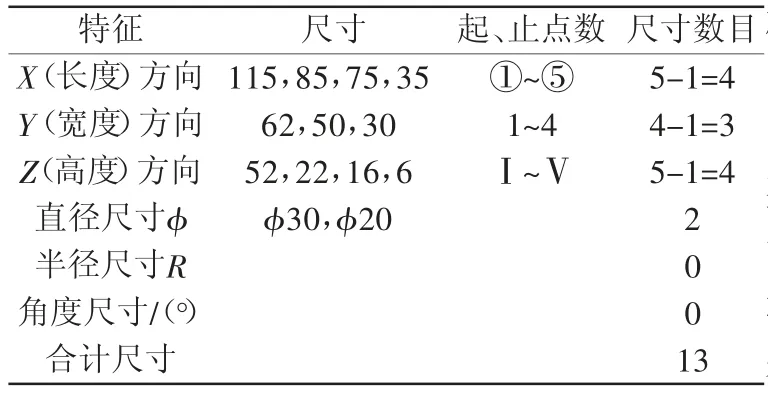
表3 壓塊按特征標注尺寸個數計算
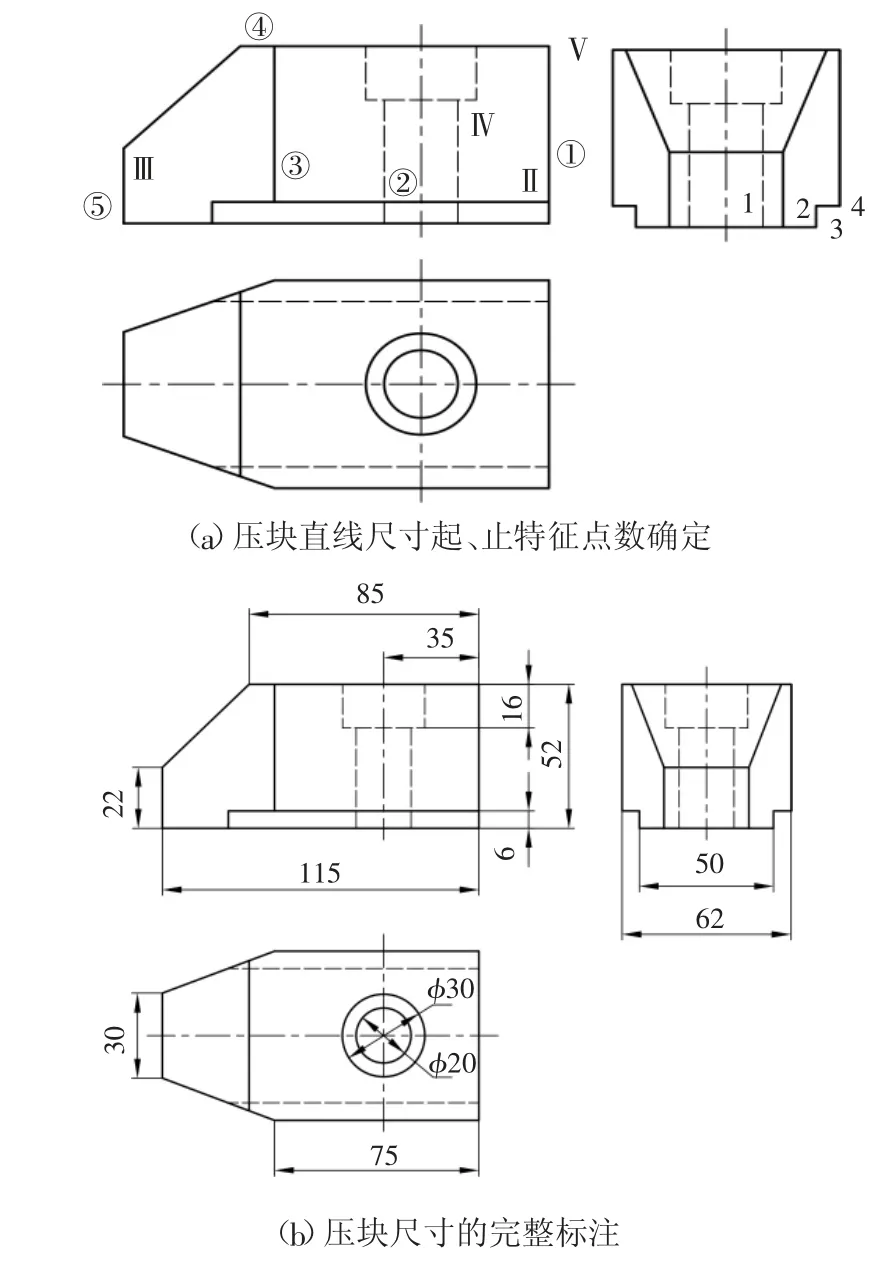
圖4 壓塊的尺寸標注
3 結論
1)本文探討了基于特征尺寸的機械零件圖樣尺寸標注方法,推導出尺寸數目的計算式。
2)分析了基于特征尺寸的機械零件圖樣尺寸標注方法對于回轉體型零件和切割型的零件具有良好的適用性,而對于復雜的多體疊加型零件則表現出明顯的局限性。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
計算機應用(2021年1期)2021-01-21 03:22:38
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當代陜西(2019年10期)2019-06-03 10:12:04
電子制作(2018年18期)2018-11-14 01:48:24
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
山東工業技術(2016年15期)2016-12-01 05:31:22
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05