異形底盒形件充液拉深數值模擬
2021-05-21 04:47:42劉曉晶李連峰張曉華潘景浩
哈爾濱理工大學學報 2021年2期
劉曉晶,李連峰,張曉華,潘景浩
(哈爾濱理工大學 材料科學與工程學院,哈爾濱 150040)
0 引 言
異形薄壁鋁合金鈑金件的成形是汽車輕量化發展中亟待解決的技術問題[1-3],而鋁合金盒形件作為汽車領域中的典型零件,因其各部位變形差異較大等問題加深了其成形難度。近年來眾多學者在相關領域進行了研究[4-5]。李世海[6]基于數值模擬研究了盒形件的拉深成形過程。陳渝等[7]基于有限元數值模擬研究了盒形件在拉深成形過程中的成型規律和失效分析。郎利輝等[8]研究了盒形件充液成形法蘭區的變形特點及失穩影響因素。靳陽、揭小平等[9-11]研究了鋁合金的拉深成形性能。郎利輝等[12]研究了關鍵工藝參數對鋁合金斜法蘭非軸對稱盒形件充液成形的影響。劉曉晶等[13-14]研究了球底筒形件主動徑向加壓充液拉深的數值模擬及主動徑向液壓路徑對筒形件壁厚分布的影響。廖娟等[15]對鋁合金管件的殘余應力做了數值模擬研究。張珍等[16]基于數值模擬技術和實驗研究了反脹對不等高鋁合金盒形件液壓成形效果的影響。劉曉晶等[17-20]研究了采用設置板料壓邊力,摩擦系數以及拉延筋的方法對成形缺陷產生的原因進行預測和優化。而目前對于復雜底部盒型件的研究相對較少。
本文以異形底盒形件為研究對象結合異形底盒形件底部難成形的情況,設計了先預脹后拉深的液壓加載路徑,對零件成形及貼模性進行有限元數值模擬研究。進而采用施加主動周向壓力和預脹成形相結合的工藝方法,以期得到較高成形質量及成形精度的異形底盒形零件。
1 研究方案
1.1 零件及模具設計
本研究采用厚度為1 mm的5A06鋁合金板材,異形底采用內凹底形式。盒形件邊長為40 mm,成形高度35 mm,具體幾何形狀和尺寸如圖1所示。
5A06鋁合金板材力學性能如表1所示,為之后有限元模擬分析提供材料性能參數。
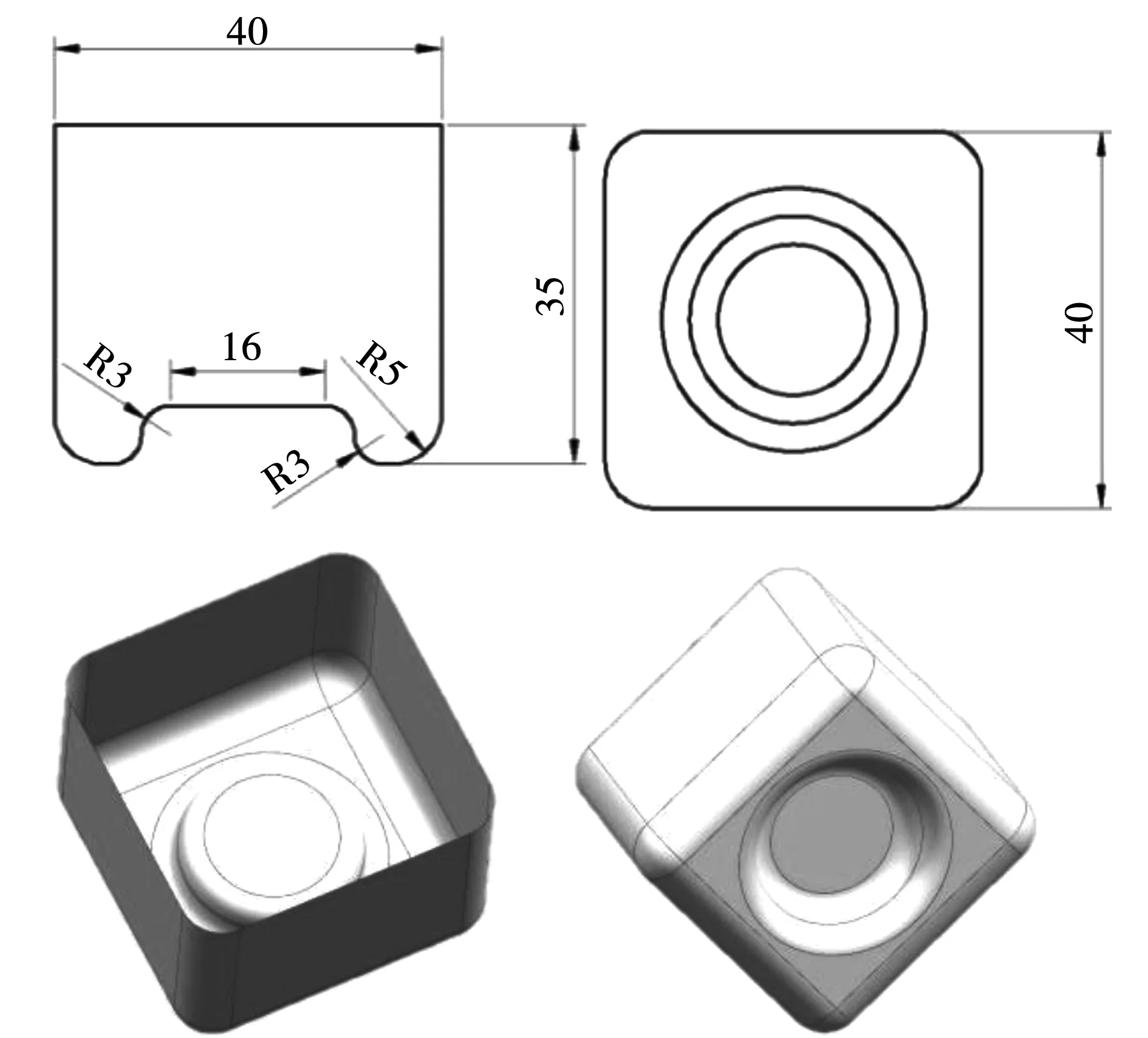
圖1 盒形件尺寸及形狀Fig.1 Size and shape of box-shaped parts
表1 5A06鋁合金力學性能參數Tab.1 Mechanical properties of 15A06 aluminium alloy
本文設計了兩種不同形狀的板料,分別為圓形板料、圓形切弓形狀板料,如圖2所示。
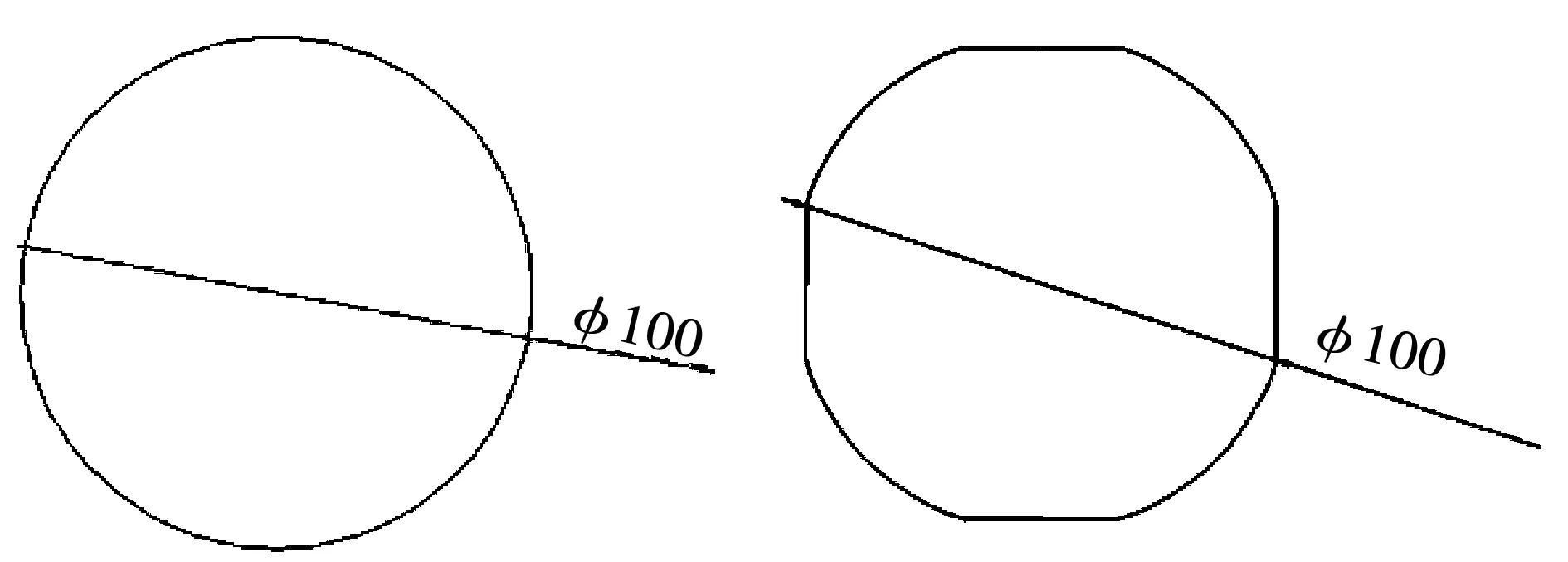
圖2 不同形狀板料具體尺寸Fig.2 Specific sizes of sheets with different shapes
1.2 有限元模型的建立
內凹底盒形件的有限元模型如圖3所示。板料材料選用5A06鋁合金板材,有限元模型的接觸條件:板料和凸模之間的摩擦系數為0.14,板料和壓邊圈之間的摩擦系數為0.125,板料和凹模之間的摩擦系數為0.04;壓邊間隙為1.2 mm,采用定間隙;凸模下行速度為2 000 mm/s;材料選用37#厚向異性模型;接觸類型為單向面-面接觸。
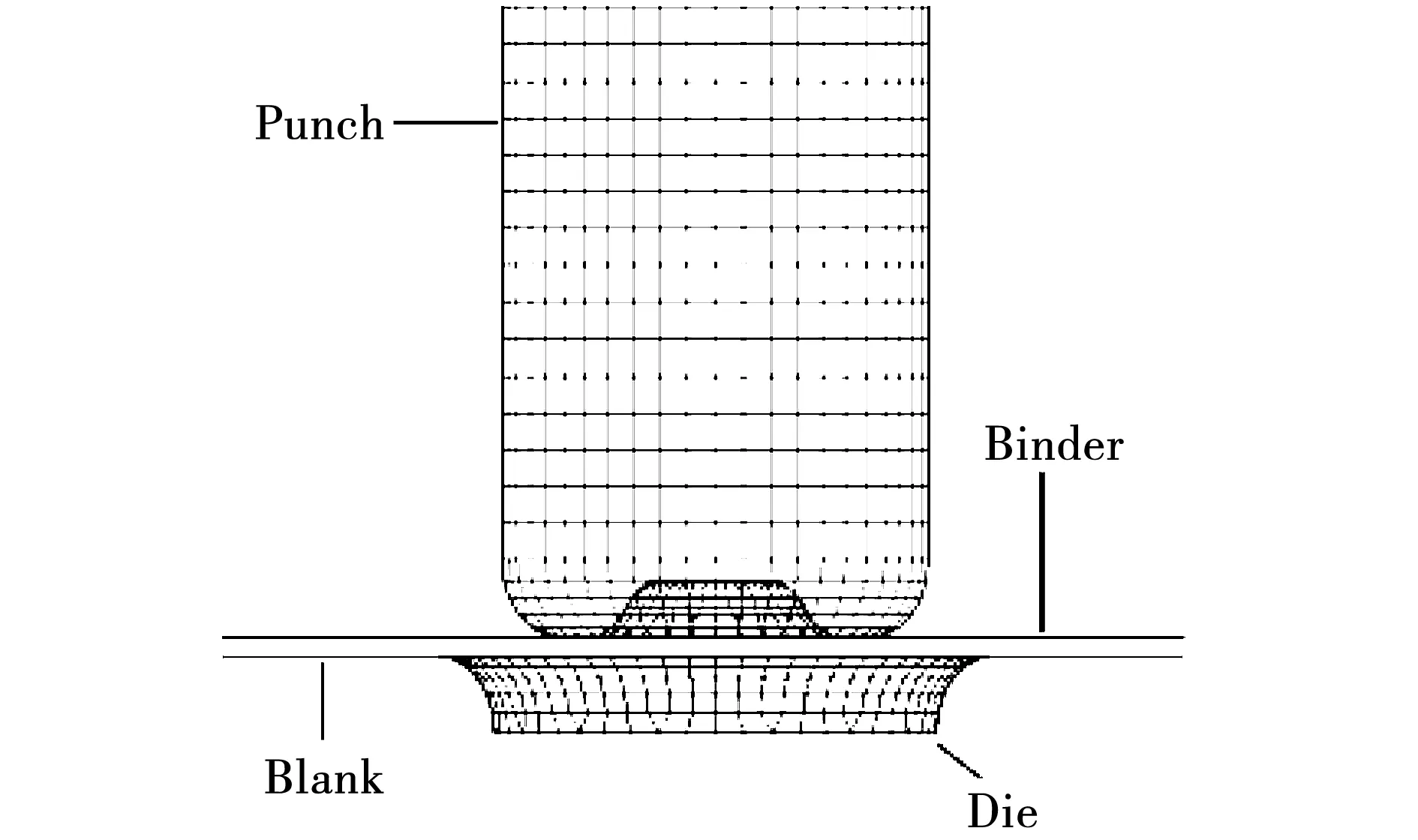
圖3 內凹底盒形件有限元模型Fig.3 Finite element model of concave bottom box
1.3 預脹拉深數值模擬研究
在拉深之前進行預脹,對板料施加液壓,使異形底提前補料,這樣可以有效防止拉深破裂,并且提高零件精度。
1)預脹工藝參數對成形的影響
預脹成形工藝當中比較重要的工藝參數有預脹高度和預脹壓力,其中預脹高度是凸模底部到合模結束后到壓邊圈的距離。設置預脹高度0~10 mm,預脹壓力2~16 MPa,經過多次模擬實驗,結果如圖4所示。
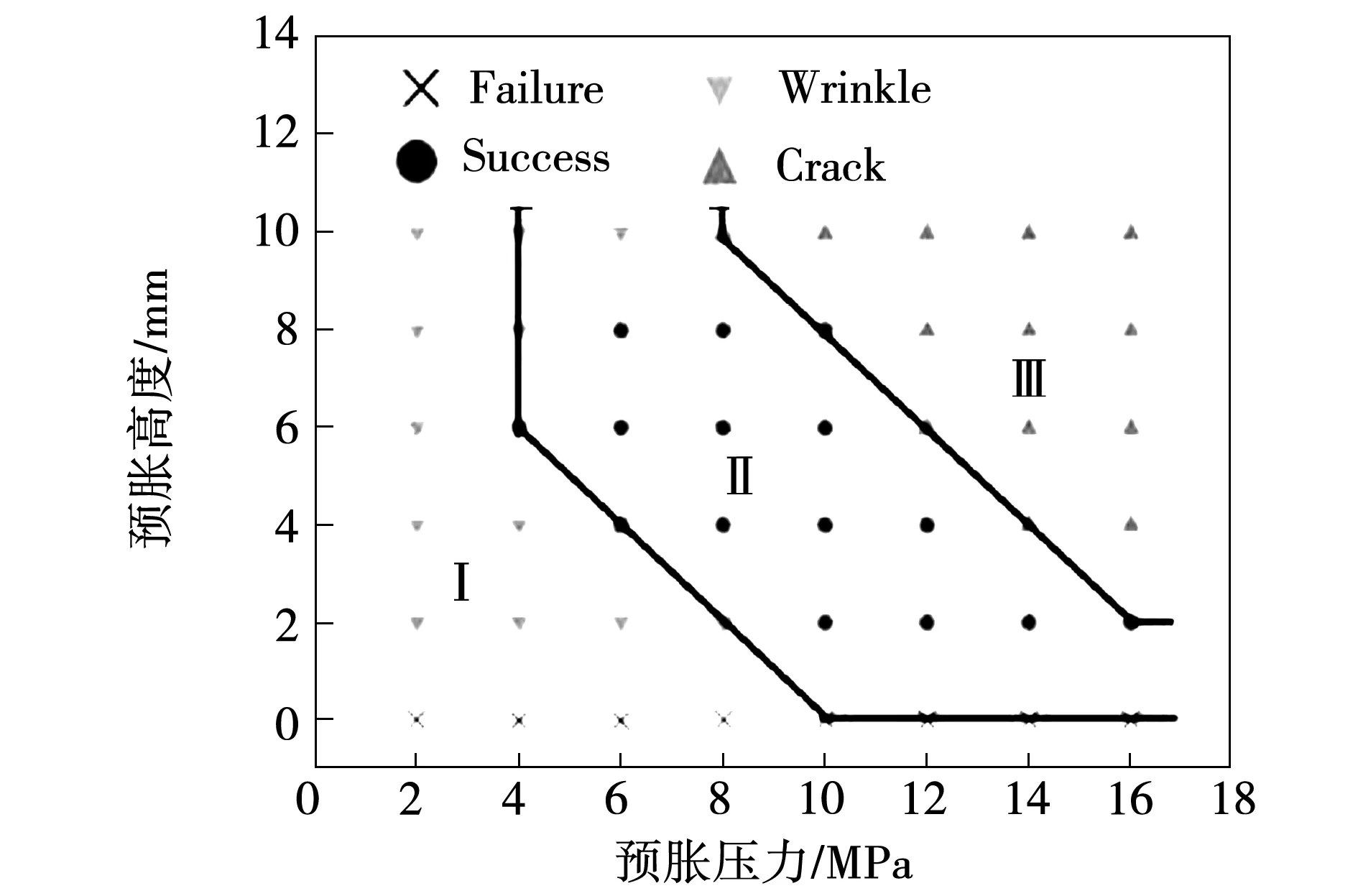
圖4 不同預脹壓力和預脹高度的成形結果Fig.4 Forming results of different pre-expansion pressures and pre-expansion heights
分析可知,當預脹高度為0 mm,板料離凸模較近,施加的預脹壓力在內凹底凸模邊緣處受限,從而造成內凹底圓角處在預脹初期會出現破裂現象,如圖5(a)所示;之后隨著預脹高度的增加,較小的預脹壓力仍然無法提供足夠合適的背向壓力,不能增加板料和內凹底處的接觸面積,反脹變形量小,內凹底圓角處產生褶皺,影響后續的充液拉深成形,此時成形效果圖如圖5(b)所示;在上圖4中的區域Ⅱ中,預脹壓力和預脹高度有較合適的匹配關系,有效地抑制了起皺,成型效果如圖5(c)所示,合適的預脹壓力使得板料能夠很好地貼靠凸模的內凹底部分,為內凹底的成形提供了良好的開端;而當預脹壓力和預脹高度都較大時,板料會有大幅度的脹起,并且壓邊圈有阻礙作用,板料會產生拉裂,如圖5(d)所示,之后隨著凸模的下行,使得凸模與凹模之間的板料產生彎曲和反彎曲,抑制了板料的流動。
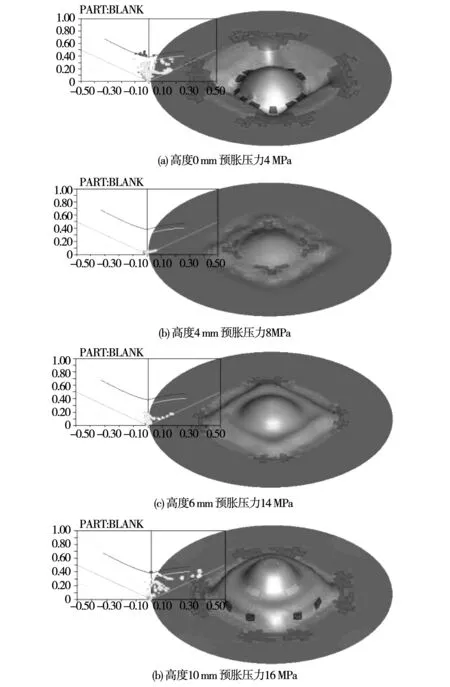
圖5 不同預脹高度和預脹壓力下對應的成形效果圖Fig.5 Forming effect diagram under different pre-expansion height and pre-expansion pressure
2 預脹及液室壓力對減薄率的影響
由圖6可知,隨著預脹壓力的增加,預脹階段板料的最大減薄率越來越高。當預脹高度為2 mm時,較小的預脹壓力能夠對板料產生一定的反脹作用,最大減薄率較低,當預脹高度分別為4、6、8和10 mm時,板料最大減薄率變化的趨勢大致相同,但是隨著預脹壓力的增加,板料的最大減薄率增長速率很快,最終導致板料的破裂。
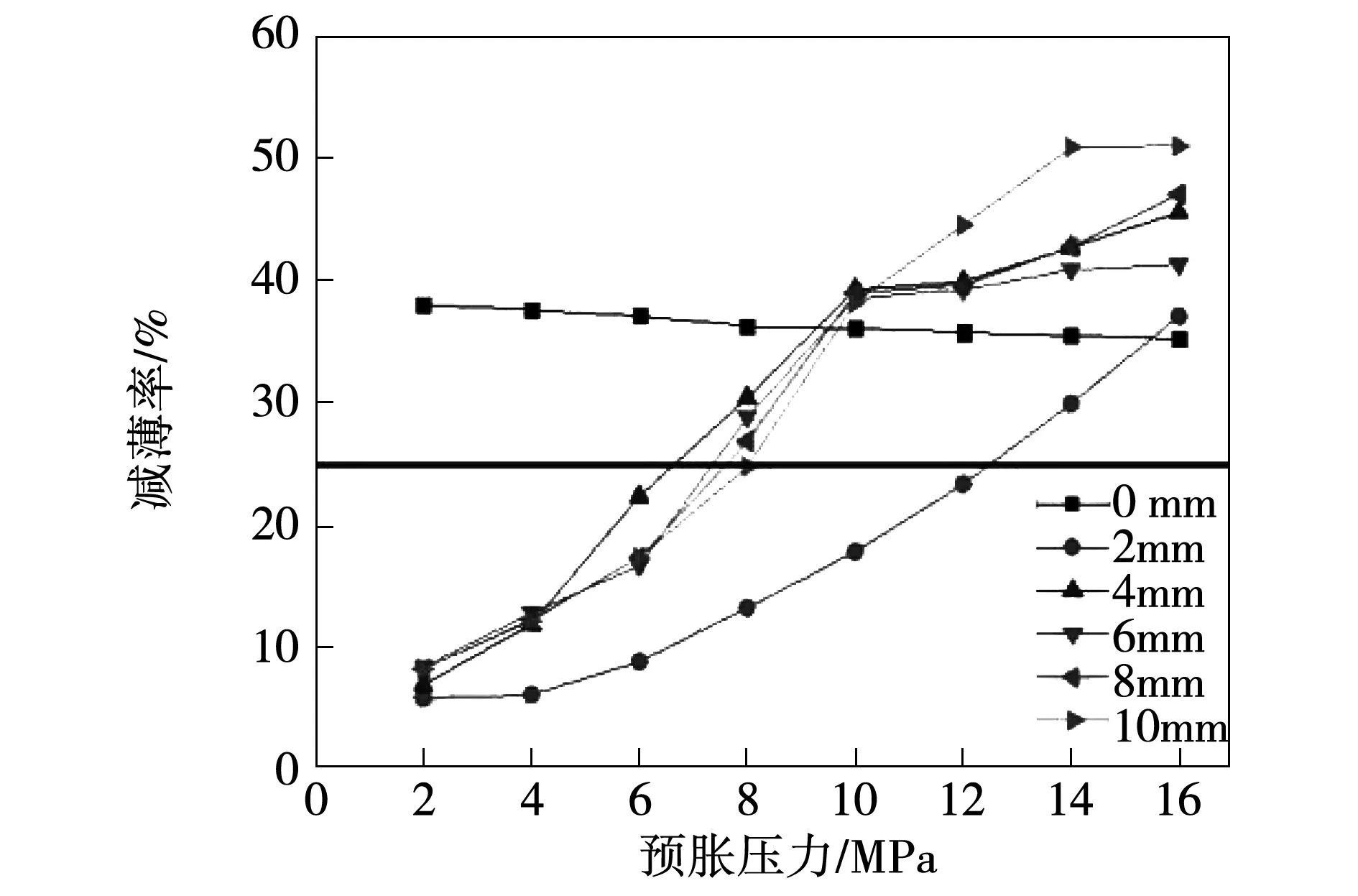
圖6 預脹高度和預脹壓力下的壁厚最大減薄率Fig.6 Wall thickness thinning rate at different pre-expansion height and pre-expansion pressure
圖7所示為0.001 s后預脹高度為6 mm時不同預脹壓力和液室壓力所成形工件的成形效果圖,隨著預脹壓力的增大內凹底圓角處的起皺趨勢也隨之減弱,最終消失,但當預脹壓力過大時,內凹底處反脹幅度過大影響盒形件的成形質量。其中預脹高度6 mm,預脹壓力14 MPa和液室壓力35 MPa的情況下,內凹底盒形件成形情況最佳,但是底部圓角區有破裂趨勢。
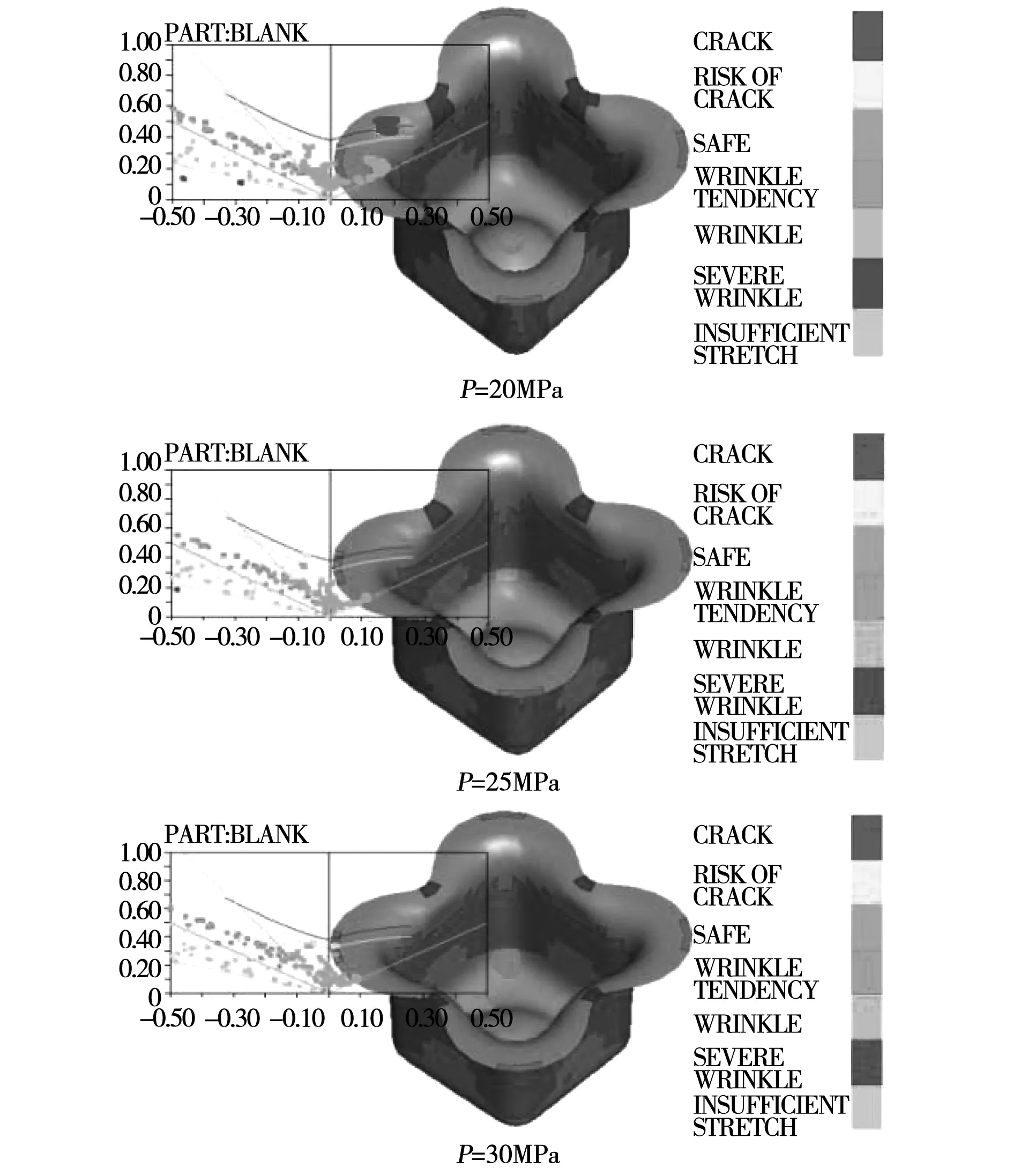
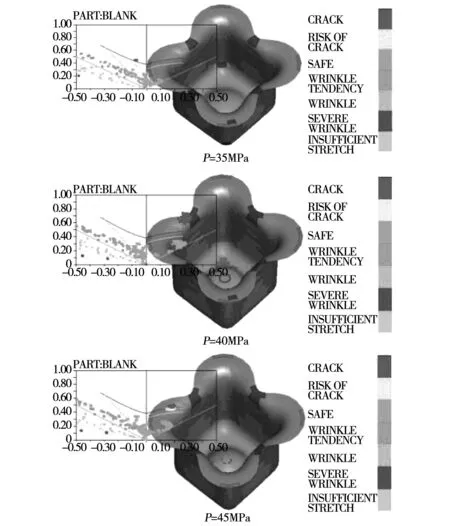
圖7 成形效果圖Fig.7 Forming effect diagram
3 預脹對貼模性的影響
貼模性如圖8所示。兩節點之間的距離定義為Ai,凸模上的節點到板料起始位置的投影距離定義為Di,貼模性用ω表示,具體表示方式如式(1)所示,ω越接近100%則表示貼模性越好。其中n為節點個數。
(1)
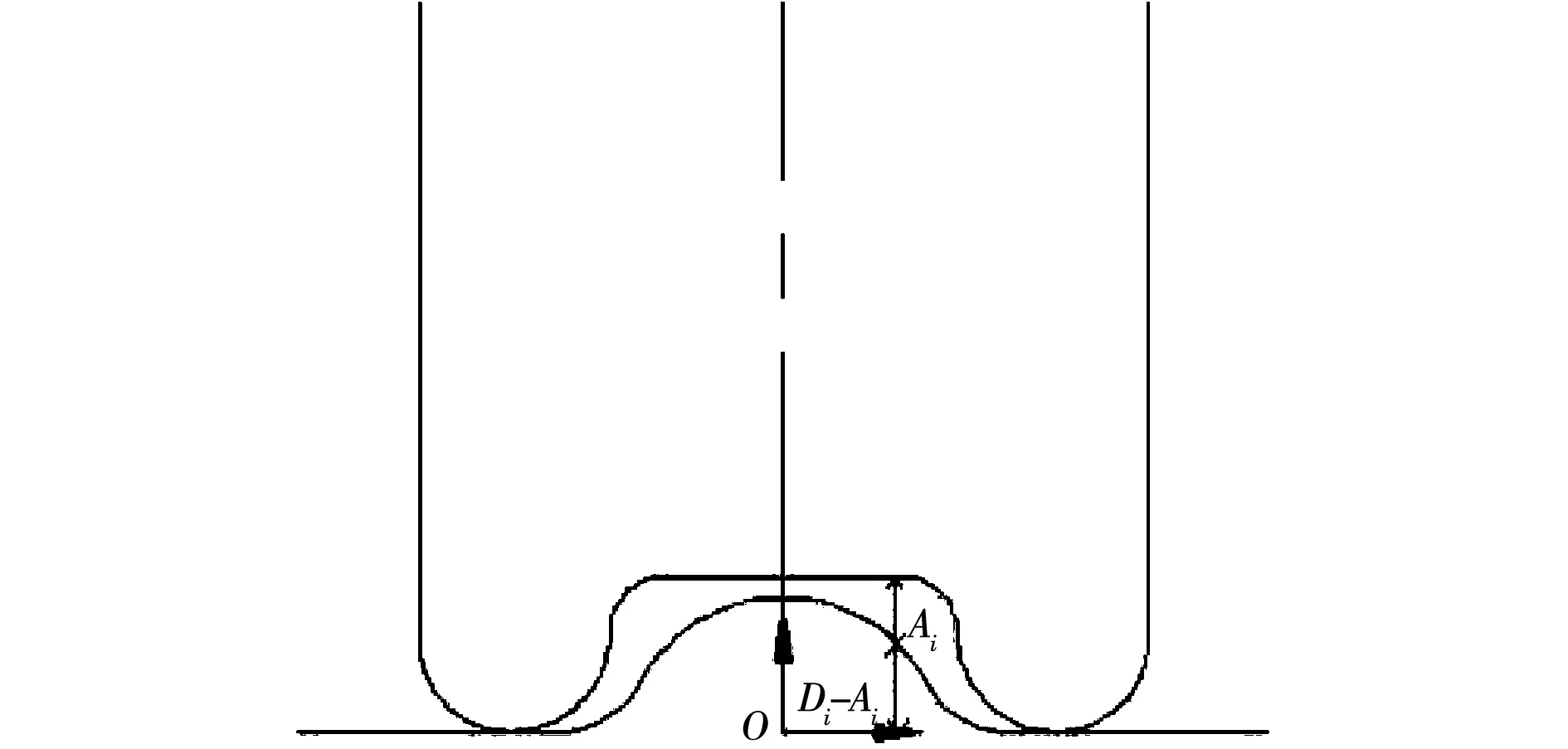
圖8 對角線處截面圖Fig.8 Diagonal section
如圖9所示,預脹高度為4 mm,預脹壓力為14 MPa情況下,預脹開始前和預脹結束后節點的距離,即Ai和Di,將數據代入式(1),計算得出該參數下板料內凹底處的貼模性ω為75%,說明貼模性較好,與圖9中的成形效果圖相對應。
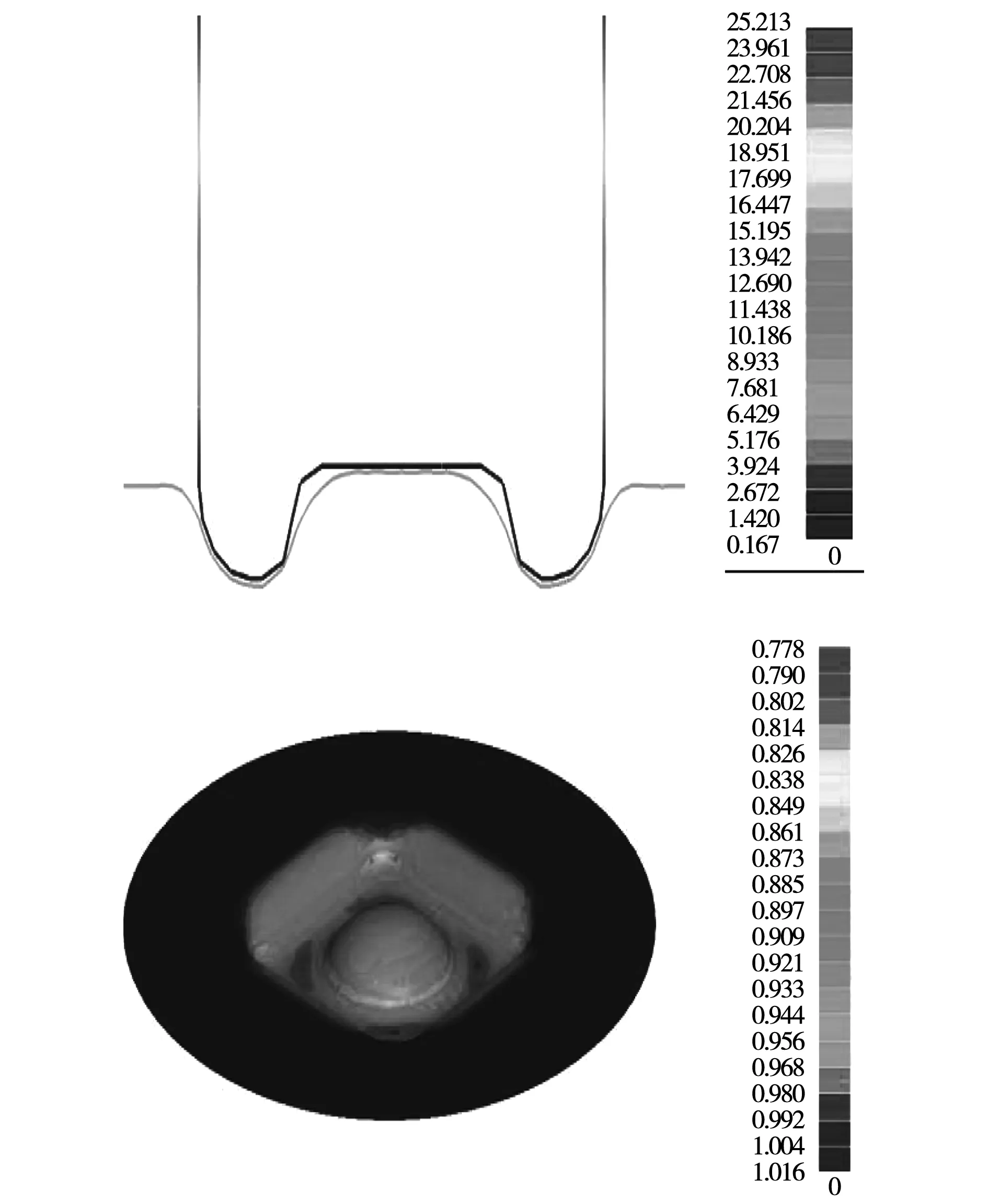
圖9 貼模性云圖及預脹效果圖Fig.9 Patterning nephogram
分析不同預脹高度和預脹壓力所對應的貼模性,同一預脹壓力下,貼模性均呈現先快速增強后緩慢減弱的趨勢。在預脹高度較小的情況下,隨著預脹壓力的增加貼模性快速增加。但是當預脹高度足夠高時,短時間內凸模無法下行至與板料接觸的位置,相對貼模性并無法得到增強,反而會因為預脹高度的過大而有所減弱。
2 主動周向加壓充液拉深工藝數值模擬
2.1 主動周向加壓充液拉深原理
主動周向加壓充液拉深成形工藝的原理如圖10所示,在傳統充液拉深的基礎上,在板料法蘭區外緣施加周向壓應力Pr,其中主動周向液體壓力Pr是獨立于液室壓力Pc并輔以其對板料的拉深成形。液室壓力與徑向壓力分別由步進電動機控制,實現在周向上起到對板料的推動作用,徑向上起到對板料的承載作用。為了實現穩定的周向壓力,使用定間隙壓邊圈。
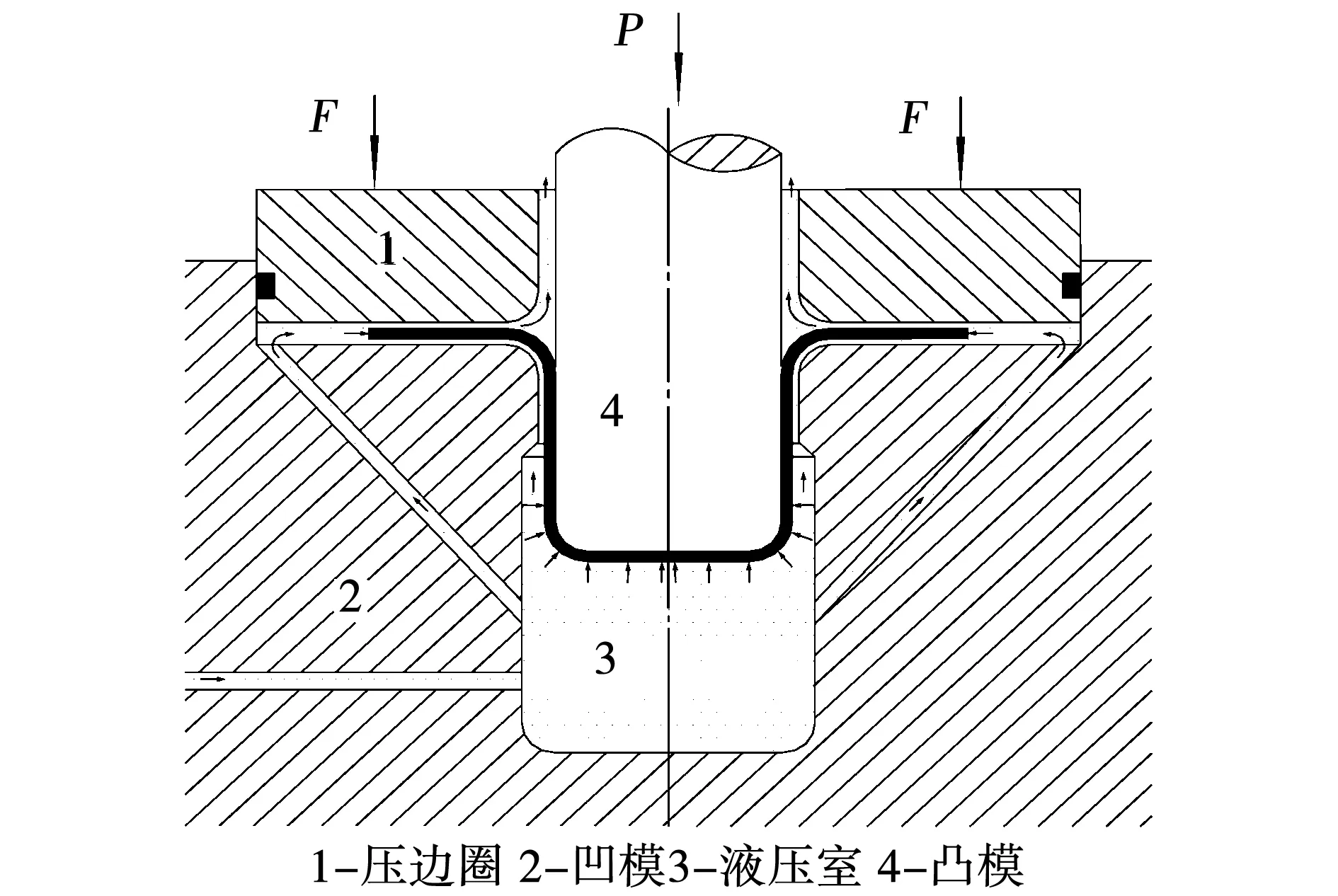
圖10 主動周向加壓充液拉深工藝Fig.10 Active Radial Pressure Filling Drawing Process
2.2 周向壓力的施加方法
本研究采用在法蘭邊緣施加節點力的方法來實現周向壓力的加載。根據有限元模擬的思想是離散化思想,將一個整體離散為不同的單元,單元之間用節點相連接,因此用周向節點力代替周向壓力施加在板料的邊緣節點上,可以等效實際生產中施加周向壓力的作用,以此來解決有限元殼體沒有厚度無法直接周向加壓的問題。
可根據式(2)計算出總的周向力,有限元模型中節點力和周向壓力之間的關系為:
(2)
其中:f為法蘭外緣節點上的節點力;Pr為周向壓力;法蘭外緣節點上的節點力;t為坯料厚度;D為法蘭外緣直周;n為板料外緣節點數。
2.3 主動周向加壓充液拉深成形加載路徑的選取
針對內凹底盒形件底部不易成形的特點,在液室壓力加載初期對板料進行預脹,從而能很好地保證內凹底處的成形效果。根據內凹底處的特點經過反復模擬和分析對比,最終可知,在預脹時間為0.001 s,預脹高度6 mm,預脹壓力14 MPa和液室壓力35 MPa的情況下,內凹底盒形件成形情況最佳。在上述成形結果的條件下又設計了4種周向壓力值,此時周向壓力的加載時間從0 s開始至0.006 s結束,周向壓力分別為10、15、20和25 MPa,與此對應的不同形狀板料的節點力大小如表2所示。
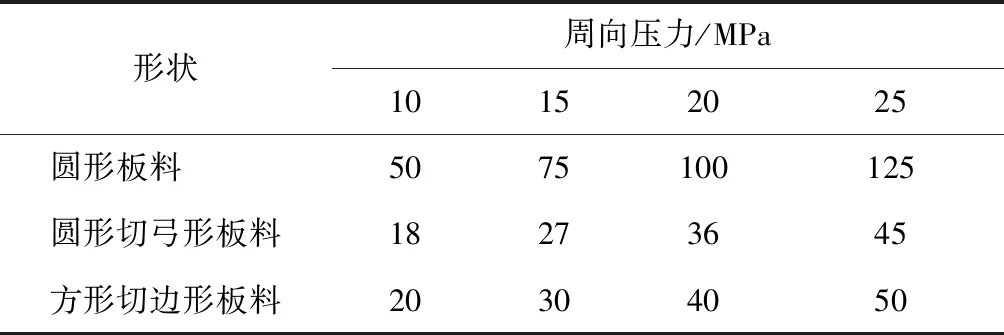
表2 不同周向壓力下不同形狀板料節點力/NTab.2 The nodal force of different shape sheets under different rim pressures/N
2.4 主動周向加壓對零件壁厚分布的影響
根據模擬結果可以看出,在周向壓力作用下,3種形狀板料成形的零件壁厚都有所增加。其中圓形切弓形板料在預脹高度為6 mm,預脹壓力為14 MPa,液室壓力35 MPa,周向壓力為25 MPa時成形效果較好,減薄率控制在25%以內達到零件的使用要求。成形極限圖及壁厚分布圖如下。

圖11 成形極限圖及壁厚分布圖Fig.11 Wall Thickness Distribution Map
通過筒形件不同位置的節點繪制出如圖14所示的曲線,就可以快速準確得知每個節點處的壁厚值,因此可以得出不同周向壓力對成形件壁厚分布的影響規律。由圖12可以看出,隨著周向壓力的增大,對角線上的盒型件直壁處壁厚不變點的位置逐漸下移,即板料的壁厚減薄區域在逐漸減小,如圖12(a)中方框小圖。根據得到對角線處的壁厚值,對比分析可知,周向壓力有效減弱了盒形件拉深過程中的拉應力,使得直壁區壁厚減薄程度較小,圖12(b)同樣因為周向壓力的作用板料法蘭區的厚度有明顯得增厚。
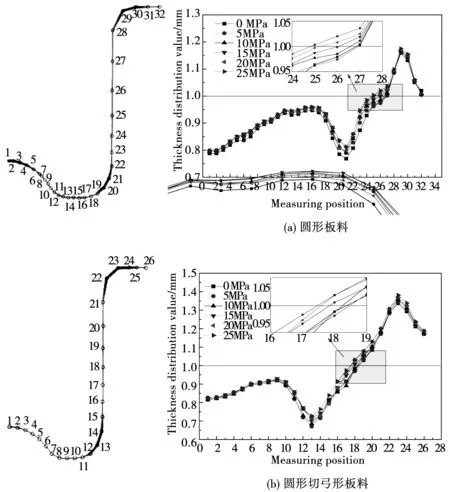
圖12 對角線測量點及壁厚分布圖Fig.12 Measurement point and wall thickness distribution of diagonal
如圖13(a)所示從圖中可以看出,與筒形件規則的壁厚分界圓不同,盒形件圓角區域和直邊部分的壁厚為1 mm的等值線靠近工件下方,而在兩者交界的區域該等值線相對靠近工件上方口部。為了更加清晰地分析周向壓力對不同形狀板料成形壁厚為1 mm的等值線的影響,在數值模擬軟件中將最終的壁厚情況映射到原始板料上,如圖13(b)從中可以直觀地得出其影響規律。
圖13 圓形板料成形時內凹底盒形件壁厚不變線Fig.13 The wall thickness invariant line of the concave bottom box when the shape is circular
在圓形板料中,如圖14(a)所示,隨著周向壓力的增大,壁厚為1 mm的等值線明顯地向內縮小,圓形切弓形狀板料在成形盒形件時周向壓力對其的影響較為明顯,隨著周向壓力的增加,等值線規則地向內縮小,該形狀板料成形盒形件時壁厚不變線更加靠近盒形件底部;周向壓力的增加可以有效抑制工件壁厚的減薄,提高工件壁厚分布的均勻性,尤其對于盒形件的圓角區域,能明顯減緩破裂缺陷的趨勢。
圖14 不同周向壓力下壁厚等值線Fig.14 Wall thickness contours under different radial pressures
3 結 論
1)預脹高度和預脹壓力的匹配關系對盒形件內凹底部分的成形產生影響。預脹高度和預脹壓力太小,內凹底圓角處出現破裂;預脹高度和預脹壓力太大,使板料有大幅度的脹起,又因為壓邊圈的阻礙作用,板料產生拉裂;減薄最嚴重的區域集中在內凹底頂部。
2)提出了貼模性的表征方法。通過預脹工藝的數值模擬,結果顯示:合理的預脹高度和預脹壓力匹配關系能夠提高內凹底處的貼模性。預脹高度為6 mm,預脹壓力為14 MPa,內凹底處的貼模性ω為75%,貼模性較好。
3)隨著液室壓力的增加,凸模圓角處的破裂趨勢逐漸消失,棱邊轉角底部的最小壁厚值逐漸增大,而內凹底頂部的最小壁厚值則逐漸減小。最終確定預脹時間0.001 s,預脹高度6 mm,預脹壓力14 MPa,后續液室壓力35 MPa為合理的液室壓力加載路徑。
4)提出了一種局部坐標系加載周向壓力數值模擬方法。通過施加周向加壓有效的減緩了危險點的拉應力,有效的抑制了板料壁厚減薄,使破裂危險區壁厚值增加。