橋梁結構用S460ML-Z35高強度鋼板的開發
2021-05-17 09:51:58潘中德
山東冶金 2021年2期
潘中德
(南京鋼鐵股份有限公司板材事業部,江蘇 南京210035)
1 前 言
鋼結構設計向高強度、高韌性和優良焊接性能方向發展,近來國際某著名橋梁工程項目,業主設計采用屈服強度460 MPa高強度結構鋼板,且鋼板最大厚度達120 mm。考慮460 MPa 高強鋼的成型性能、低溫韌性、焊接性能等,用戶提出了按歐洲BS EN10025—4《熱軋結構鋼產品—第四部分:熱機械軋制焊接細晶粒技術交貨條件》標準中S460ML牌號進行生產供貨,同時還需滿足成分設計CEV≤0.43%,鋼板-40 ℃低溫沖擊值≥100 J、鋼板屈強比≤0.85、厚度方向Z35性能等特殊技術要求,生產技術難度非常大[1-2]。
結合該國際橋梁項目設計采用的歐洲標準及項目特殊技術要求,南鋼采用低碳、低CEV、Nb+Ti微合金化等成分設計和熱機械軋制工藝,借助于大厚度連板鑄坯,在5 000 mm 寬厚板廠生產線進行工業試制,成功開發了120 mm S460ML-Z35 高強度鋼板,鋼板的各項性能指標超過標準及項目技術要求。
2 S460ML-Z35高強度鋼板的開發生產
2.1 技術要求
根據歐洲標準BS EN10025—4規定,和歐洲標準EN10164 中厚度方向性能要求,S460ML-Z35 高
試制鋼板的制造工藝路線包括煉鋼、軋鋼等兩個工序。其中煉鋼工序包括鐵水預處理、轉爐冶強度鋼板的熔煉化學成分要求見表1,拉伸、沖擊、Z向等機械性能要求見表2。

表1 S460ML-Z35鋼板的熔煉化學成分(質量分數)%

表2 S460ML-Z35鋼板的機械性能
考慮到S460ML-Z35 鋼板的高強度級別、120 mm特厚規格,為保證鋼板具備良好的焊接性能,項目技術協議中增加了CEV≤0.43%的特殊要求。
針對橋梁項目鋼板的下料使用及服役要求,項目技術協議中增加了鋼板-40 ℃低溫沖擊功平均值>100 J、鋼板屈強比≤0.85等特殊技術要求。
2.2 化學成分及制造工藝
綜合考慮S460ML-Z35高強度鋼板的各項力學性能要求,采用低碳、低CEV、Nb+Ti 微合金化等成分設計,為提高特厚鋼板的低溫沖擊韌性,成分設計還添加適量Ni 合金元素;同時盡量降低鋼中有害元素含量,主要通過低P、低S 含量的控制,來提高鋼的低溫韌性和焊接性能[3]。120 mm 熱機械軋制S460ML-Z35高強度鋼板的成分設計及各元素含量要求見表3。煉、LF精煉、RH真空精煉、板坯連鑄等。軋鋼工序包括鑄坯加熱、除鱗、控制軋制、控制冷卻、切割、探傷、檢驗、標識、合格品入庫等。

表3 S460ML-Z35鋼板的成分設計(質量分數) %
煉鋼工序中,為了得到高純凈度的鋼水和優良的鑄坯質量,煉鋼采用鐵水預處理、轉爐冶煉、LF精煉、RH真空精煉、板坯連鑄等先進煉鋼技術。其中鋼水冶煉過程執行低P、低S控制,最大限度降低殘余有害元素含量,連鑄過程采用結晶器電磁攪拌、動態輕壓下技術等先進控制技術,提高鑄坯的中心偏析、中心疏松等內部質量。
軋鋼工序中,首先坯料設計需保證具備一定的軋制壓縮比,試驗采用320 mm 大厚度連鑄板坯進行軋制,以便保證熱機械軋制工藝的更好實現。S460ML-Z35高強度鋼板采用粗軋階段的奧氏體再結晶軋制、精軋階段的奧氏體未再結晶軋制等兩階段軋制工藝,其中粗軋階段采用高溫、最后2 道次的壓下率不低于18%的大壓下軋制工藝,軋制變形更多滲透至鋼板心部,提高厚度方向性能的均勻性;精軋階段充分避開混晶區軋制,累計軋制形變和位錯;軋后鋼板使用超快冷系統進行快速冷卻,以便獲得均勻、細小的相變組織[4]。
3 實物質量檢測結果
對S460ML-Z35 高強度鋼板進行超聲波探傷,并在鋼板上取樣進行拉伸、Z 向、沖擊等力學性能的測試,以及焊接性能的研究。
3.1 內部質量
對于試制S460ML-Z35 高強度鋼板,采用EN10160 標準進行100%超聲波自動探傷,探傷結果顯示,120 mm厚鋼板內部未見明顯缺陷,按照歐洲標準EN10160 評級可達S2E3 級別要求,說明本次采用低壓縮比、熱機械軋制工藝生產的120 mm S460ML-Z35 高強度鋼板內部質量較好,符合項目技術要求。
3.2 拉伸性能
在試制120 mm 厚S460ML-Z35 高強度鋼板的寬度1/4 處取樣,加工鋼板厚度1/4 處橫向拉伸、厚度方向Z 向拉伸性能等試樣,拉伸檢測結果如表4所示。

表4 S460ML-Z35鋼板的力學性能
從表4 可以看出,鋼板的拉伸性能符合BS EN10025-4標準要求,其中屈服強度高于標準下限值30 MPa 以上,抗拉強度高于標準下限值40 MPa以上,屈強比滿足不超過0.85的項目技術要求;Z向斷面收縮率符合EN10164標準中Z35指標要求,平均斷面收縮率≥50%,鋼板抗層狀撕裂性能優異。
3.3 沖擊性能
在試制120 mm 厚S460ML-Z35 高強度鋼板的寬度1/4處取樣,加工鋼板厚度1/4處縱向沖擊性能試樣,分別檢測項目技術要求的-40 ℃沖擊試驗,和更低溫的-50℃沖擊試驗,檢驗結果見表5。

表5 S460ML-Z35鋼板的沖擊性能
從表5 可以看出,S460ML-Z35 鋼板沖擊性能滿足-40 ℃低溫沖擊值不低于100 J 的項目技術要求,加做更低溫-50 ℃低溫沖擊值≥100 J,鋼板低溫韌性較好。
3.4 顯微組織
對120 mm厚S460ML-Z35鋼板取樣,加工鋼板厚度1/4 處試樣,在光學顯微鏡下觀察鋼板微觀組織特點,試制鋼板金相組織照片見圖1。
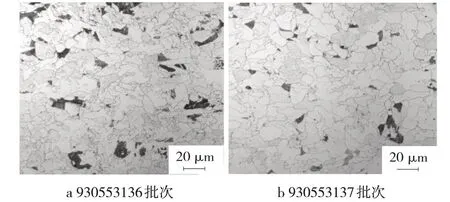
圖1 S460ML-Z35鋼板的金相組織-1/4厚度處
由圖1 可以看出,在500 倍光學顯微鏡下,鋼板試樣的顯微組織類型主要為鐵素體、珠光體組織,金相組織總體較為均勻及細小,晶粒度評級為8.5~9.5級。
3.5 焊接性能
按照BS EN10025-4 標準要求,開展鋼板的焊接冷裂紋敏感性評價試驗,在120 mm S460ML-Z35鋼板上取樣,進行Y 形坡口焊接試驗,為后續鋼板的合理使用提供焊接工藝指導依據[5]。S460MLZ35 高強度鋼板試件的形狀及尺寸見圖2,采用氣體保護焊進行了不預熱(室溫19 ℃)條件下、預熱50 ℃條件下的Y形坡口焊接裂紋試驗。
試件焊接完成后放置48 h,進行表面裂紋率和斷面裂紋檢查,檢驗結果見表6(表面裂紋率為0)。
從表6可以看出,將鋼板預熱到50 ℃條件下進行焊接時,表面裂紋和斷面裂紋發生率均為0%,試樣斷面的焊縫硬度≤270 HV10,熱影響區硬度≤320 HV10,可防止焊接冷裂紋現象的產生。
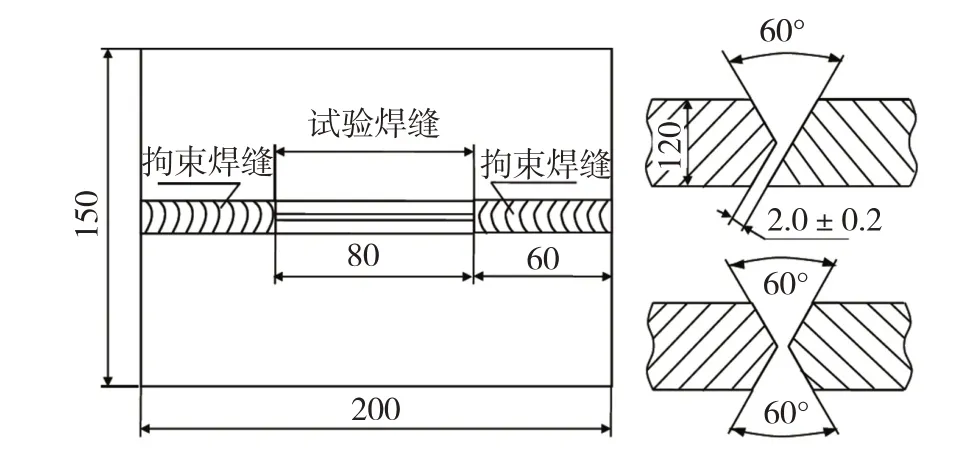
圖2 焊接試件形狀及尺寸
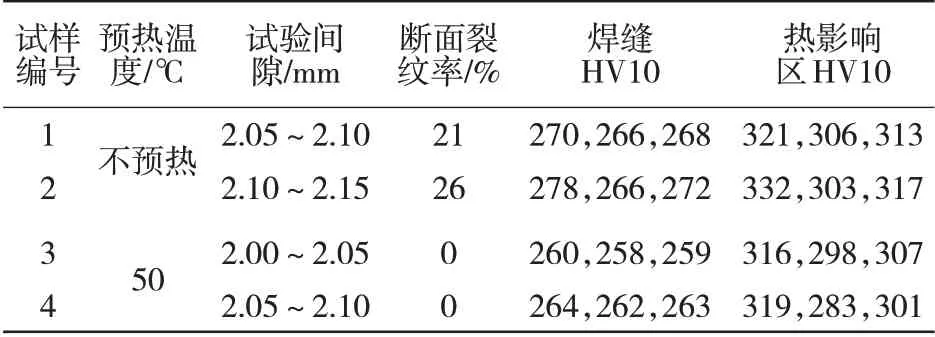
表6 焊接試驗結果
4 結 論
4.1 南鋼通過低碳、低CEV、Nb+Ti 微合金化等成分設計和熱機械軋制工藝,成功開發了120 mm 厚S460ML-Z35 高強度鋼板,經檢測鋼板具有良好的綜合性能,鋼板屈強比≤0.85,低溫沖擊優異,其中-40 ℃低溫沖擊值≥200 J、-50 ℃低溫沖擊值≥100 J,厚度方向性能滿足EN10164 標準Z35級別,內部質量按EN10160 標準探傷滿足S2E3 級要求,各項性能指標滿足歐洲標準及項目技術要求。
4.2 對120 mm S460ML-Z35高強度鋼板進行了焊接冷裂紋敏感試驗,Y 形坡口焊接性試驗結果顯示,在預熱50 ℃條件下焊接即可防止焊接冷裂紋的產生,焊縫硬度≤270 HV10,熱影響區硬度≤320 HV10。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
專用汽車(2016年4期)2016-03-01 04:13:43
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03