基于AdvantEdge的直槽絲錐工藝參數優化*
2021-01-27 02:25:42趙勝榮閆獻國任黨陽
組合機床與自動化加工技術 2021年1期
趙勝榮,郭 宏,曹 鐸,閆獻國,任黨陽
(太原科技大學機械工程學院,太原 030024)
0 引言
近些年,316L不銹鋼因其良好的耐腐蝕耐高溫性、加工硬化性、表面光澤以及生物相容性,被廣泛應用于生物醫藥行業、航空航天業、汽車業以及高溫工業領域的大量設備中[1]。但因316L不銹鋼塑性、硬度以及伸長率較大,致使攻絲排屑困難,通用絲錐難以進行高效加工,因此本文從優化絲錐工藝參數方面出發,提高通用絲錐的攻絲性能。
在絲錐工藝研究方面,鄔本祥等[2]采用PVD涂層技術對M8含鈷高速鋼絲錐分別進行TiN、AlTiSiXN涂層,并對涂層和未涂層絲錐進行性能測試,試驗論證了耐磨涂層可顯著提高絲錐壽命、有效降低工件螺紋粗糙度;劉海濤等[3]針對擠壓絲錐內螺紋成形加工過程的切屑液選取進行了研究,通過對比兩種切削液(乳化液、切削油)作用下的攻絲壽命試驗結果,可知切削液對刀具使用壽命影響較大且切削油效果較優;Oliveira J A D等[4]研究了擠壓絲錐對7075-T6鋁合金材料進行攻絲時的成形速度、絲錐涂層和錐齒狀對內螺紋成形的影響,并確定TiN涂層可有效提高錐齒硬度;Bustillo A等[5]對硅合金攻絲過程的穩定性進行研究,研究表明DLC涂層絲錐攻絲產生的切屑表面光滑,有助于降低積屑瘤的產生;Pereira等[6]研究了刀具涂層、螺紋長度和進給速度等參數對SAE 1045工件攻絲軸向力和扭矩值的影響;Coelho C C F等[7]研究了不同轉速下的兩種攻絲工藝加工7075-T651鋁合金時,潤滑油和乳化液用量對攻絲過程及環境的影響,且表明最低用量的潤滑油可降低環境污染。
從現有文獻來看,優化直槽絲錐工藝參數提高攻絲性能的研究仍不多見,因此本文以加工316L不銹鋼的直槽絲錐為研究對象,從優化絲錐工藝參數(主軸轉速、絲錐涂層、切削液種類)方面提高工件材料可加工性。旨在提高刀具性能,改善316L不銹鋼的攻絲效果。
1 AdvantEdge攻絲模擬模型驗證
本研究基于攻絲模擬環境進行,為證實攻絲模擬數據的可靠性,需進行攻絲模擬試驗可行性驗證。為此,分別通過攻絲機和AdvantEdge軟件進行M8粗牙通用直槽絲錐攻絲對比試驗,其試驗參數見表1。
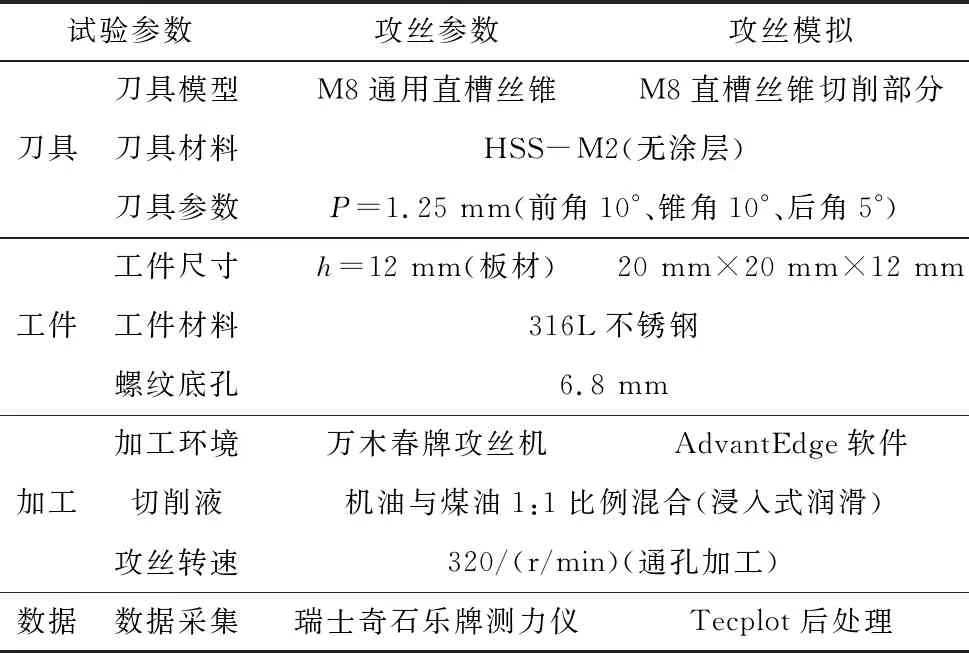
表1 攻絲驗證及模擬條件參數
攻絲模擬過程中,為提高有限元軟件計算速度,只對受力最大的絲錐切削部分進行模擬[8],因此將絲錐切削部分三維模型保存為STEP格式導入AdvantEdge軟件中作為刀具模型。
攻絲試驗與攻絲模擬結果進行對比,其扭矩值(切削錐部分扭矩)、切屑形態對比見圖1和圖2。
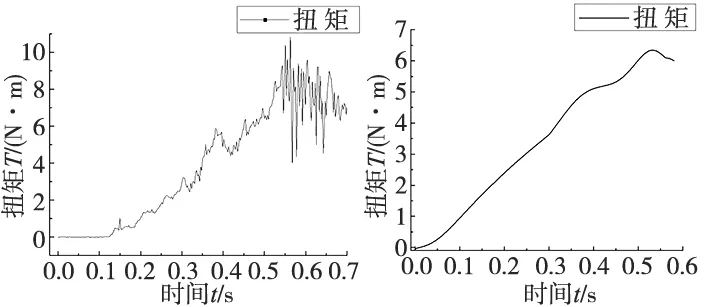
(a)攻絲試驗扭矩 (b)攻絲仿真扭矩圖1 試驗與仿真扭矩對比
由圖1可知,在同一轉速下的攻絲扭矩變化趨勢一致,其攻絲仿真最大扭矩值較小于試驗值且差值較小。扭矩值存在差異原因為:攻絲模擬為理想工作條件,而實際攻絲過程中存在裝夾誤差、測量誤差、機床振動等一系列影響,致使攻絲扭矩增加。此外,由圖2可知,同一轉速下的攻絲模擬及試驗切屑形態均為帶狀切屑,且切屑卷曲形態相似。
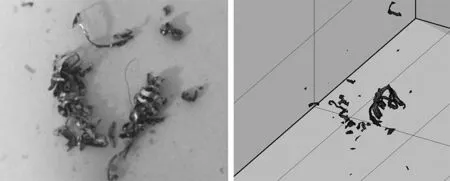
(a)攻絲試驗切屑 (b)攻絲仿真切屑圖2 切屑形態對比圖
由此分析可知,攻絲試驗及模擬扭矩整體變化趨勢相同,且同一轉速下的切屑形態相似,可證實基于AdvantEdge的攻絲有限元模擬模型數據可靠。
2 直槽絲錐工藝參數優化
在內螺紋加工過程中,主軸轉速、絲錐涂層和切削液種類均對攻絲性能有所影響,因此選取其作為絲錐工藝優化試驗的影響因素,從改善工藝方面提高316L不銹鋼材料的可加工性。
2.1 各工藝參數對攻絲性能的影響
為明確各工藝參數對絲錐攻絲性能的影響趨勢,本研究選取主軸轉速、絲錐涂層、切削液種類為優化對象進行單因素試驗分析。其主軸轉速水平選取為200 r/min、240 r/min、280 r/min、320 r/min、380 r/min;絲錐涂層水平選取為TiN涂層、TiC涂層、TiAlN涂層、Al2O3涂層(各涂層特點見表2);切削液種類水平選取為煤油與機油1:1比例混合、水、乳化液(稀釋10倍)、油基切削液、表面活性劑10%與水90%配比。
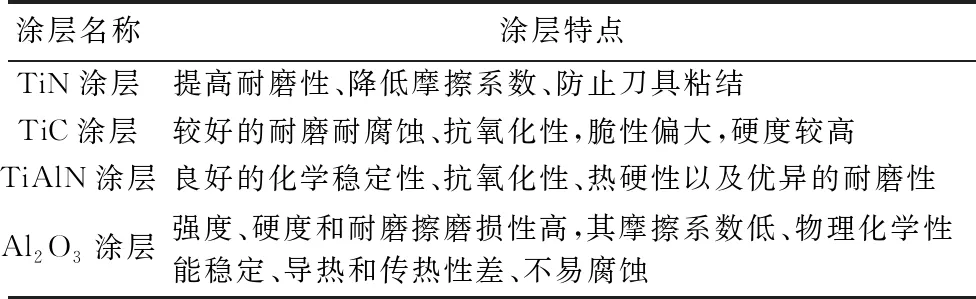
表2 常用刀具涂層特點
在通用絲錐攻絲模擬試驗條件基礎之上,修改各工藝因素水平進行單因素試驗,其中絲錐涂層涂覆厚度為0.001 mm,攻絲模擬試驗結果如表3所示。各工藝參數變化對攻絲軸向力、扭矩、溫度的影響趨勢見表3。
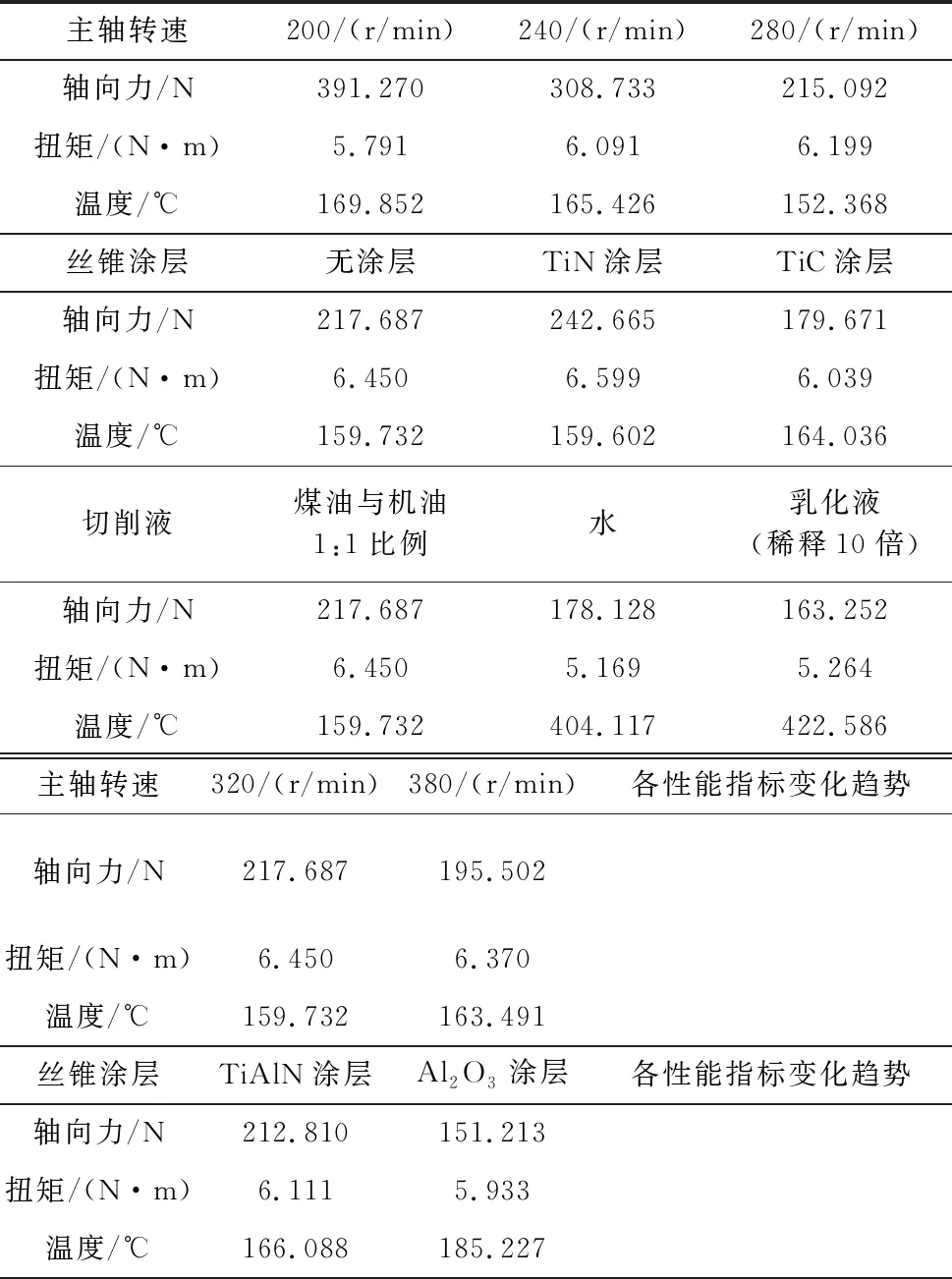
表3 絲錐各工藝參數對攻絲性能的影響分析

續表
由表3各性能指標變化趨勢分析可知:
(1)隨著主軸轉速的增加,攻絲軸向力逐漸減小,扭矩逐漸上升,溫度呈先減小后增加趨勢。
(2)在同一工況下,TiC涂層、TiAlN涂層、Al2O3涂層與未涂層絲錐相比,可有效降低攻絲扭矩和軸向力,但溫度有所升高;其中,Al2O3涂層可顯著降低軸向力、扭矩,但因涂層導熱及傳熱性差的特點致使攻絲溫度明顯升高。
(3)在320 r/min攻絲條件下,使用煤油與機油1:1比例的切削液攻絲,其軸向力、扭矩值比其他切削液大,但溫度降幅明顯。原因為:煤油與機油混合的切削液熱對流系數高,降溫效果良好,但因切屑液本身材料屬性致使潤滑性較差。
為改善加工316L不銹鋼的直槽絲錐攻絲性能,應以降低軸向力、扭矩、溫度為優化原則,因此為顯著提高攻絲過程降溫能力,選定切削液為煤油和機油1:1比例混合液。此外,主軸轉速、絲錐涂層最優工藝水平需依據進一步的優化試驗選定。
2.2 全因素試驗設計及結果
為了高效實現工藝參數優化目標,在單因素試驗分析基礎之上,從優化主軸轉速、絲錐涂層方面進行全因素攻絲試驗。此外,為提高工藝優化數據的可靠性,增設了主軸轉速水平420 r/min,則全因素無重復試驗因素水平選取如表4所示。
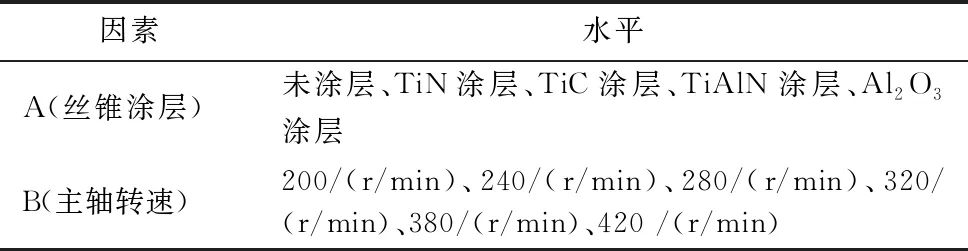
表4 全因素試驗的因素與水平
本工藝優化研究需進行30組攻絲模擬試驗,如表5所示。攻絲試驗模擬條件為:采用M8通用絲錐三維模型作為加工刀具。設定尺寸為20×20×12 mm的316L不銹鋼為工件,螺紋底孔直徑為6.8 mm;切削液選取煤油和機油1:1比例混合液,浸入式潤滑,通孔加工;絲錐涂層以及主軸轉速依據表5試驗設計進行攻絲模擬參數設置。工藝參數優化模擬試驗結果如表5所示,其各涂層絲錐在不同轉速下的攻絲性能影響趨勢見圖3。
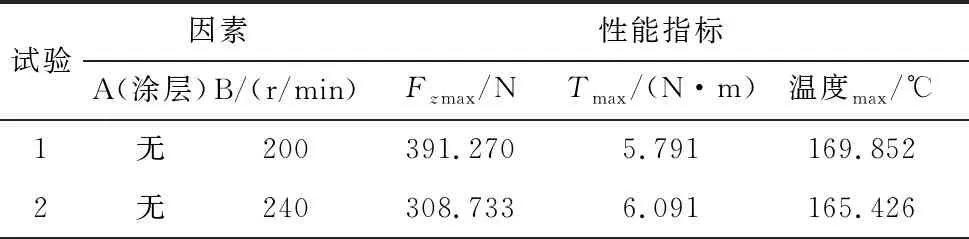
表5 全因素試驗及結果

續表
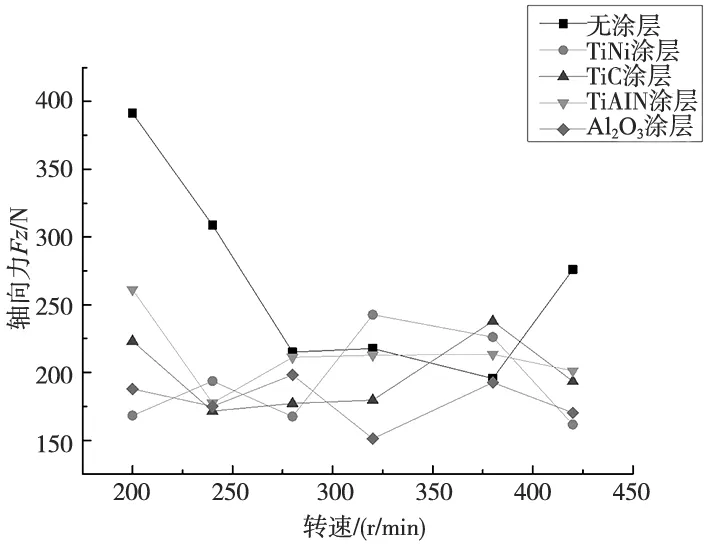
(a)不同涂層絲錐對攻絲軸向力的影響趨勢
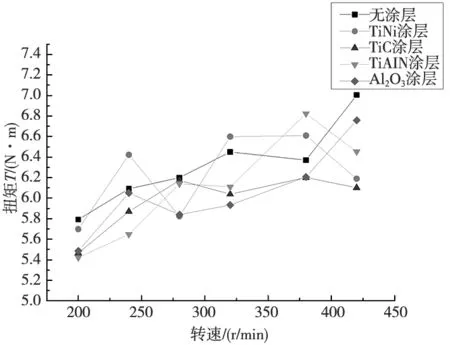
(b)不同涂層絲錐對攻絲扭矩的影響趨勢
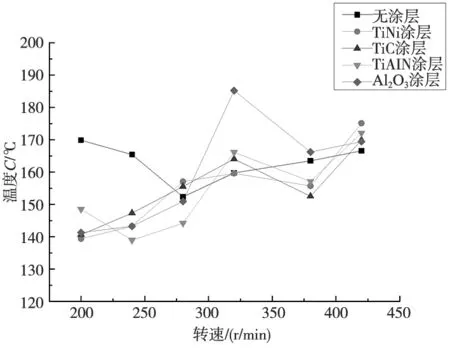
(c)不同涂層絲錐對攻絲溫度的影響趨勢圖3 不同涂層絲錐對攻絲性能的影響趨勢分析
2.3 試驗數據熵權分析
2.3.1 熵權分析法
熵權法是以信息熵理論為基礎建立的綜合評價權重分析方法,可彌補主觀賦權的不足性和增加目標權重的可信度,在多目標優化研究方面應用廣泛[9]。多目標試驗熵權分析方法具體步驟如下:
(1)試驗數據標準化處理
在攻絲試驗數據中,可得到各組試驗的評價指標值Xi(i=1,2,3,…,m)。其中,m為試驗次數,n為評價指標,構成原始數據矩陣D=(xij)m×n。
為提高數據分析的可靠性,對試驗數據進行歸一化處理,本研究采用“越小越好”標準,歸一化公式如下:
(1)
(2)各性能指標的信息熵計算
由信息熵理論可知,第j個信息熵值計算公式如下:
(2)
式中,m為試驗次數;rij為標準化處理后的各試驗指標值,其中當rij=0時,令rijlnrij=0 。
(3)各性能指標的熵權計算
為進一步確定各性能指標所占權重,第j個指標的熵權計算公式如下所示:
(3)
其中,各性能指標權重之和為1,則基于熵權法的綜合權重指標W表示如下:
W=(w1,w2,…,wn)
(4)
(4)各試驗數據綜合評分
綜合評分公式作為將多指標轉化單指標問題的關鍵節點,采用該公式對各試驗組進行綜合評分計算,進而確定最佳跑分試驗組合。綜合評分公式如下所示:

(5)

2.3.2 試驗數據處理
為進一步確定最優試驗組,根據熵權法確定各性能指標的權重值。因各性能指標單位以及數據波動范圍不一,需對試驗數據進行歸一化處理,采用式(1)進行處理,處理結果如表6所示。
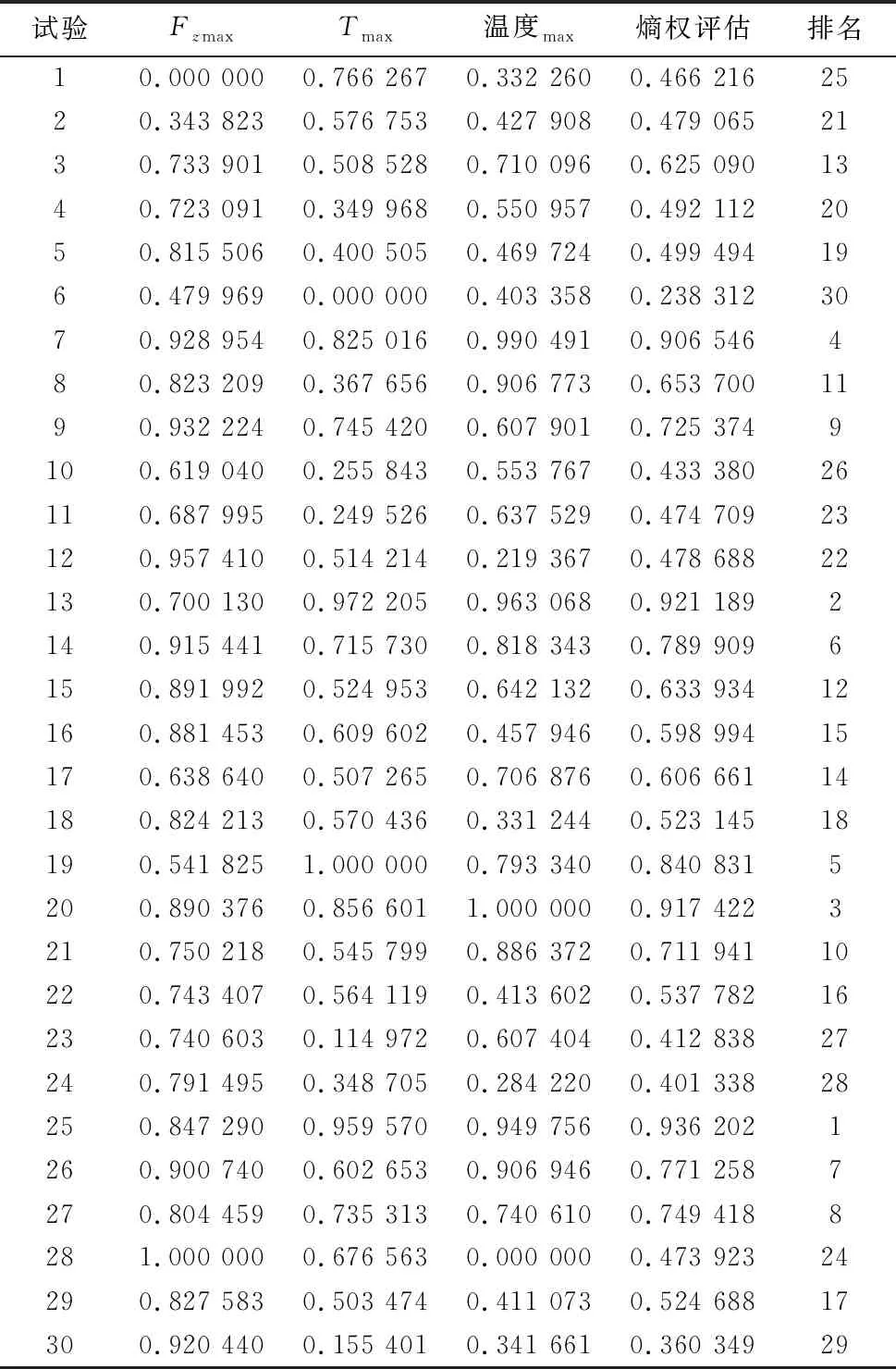
表6 攻絲試驗數據熵權分析
熵權法作為一種多指標試驗客觀分析方法,可避免主觀設置權重的不確定性,提高數據分析準確性。根據式(2)、式(3)分別計算該數據各性能指標的信息熵和權重,計算結果見表7。

表7 評價指標權重
多指標試驗數據分析,需將多指標問題轉化為單目標問題,對各指標各組試驗歸一化數據進行綜合評分。因此根據熵權計算結果可知,該優化試驗的綜合評分公式為:

(6)

2.4方差分析
采用Minitab17統計軟件對表6各項指標歸一化數據進行方差分析,其分析結果如表8所示。
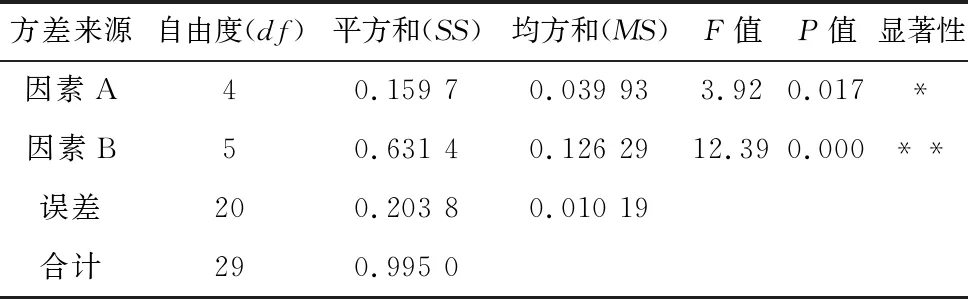
表8 工藝參數方差分析表
在Minitab系統中,顯著性系數P<0.01時,表示因素對輸出結果影響極為顯著,記作“**”;當0.01
由表8可知,各因素對攻絲性能的影響排名為:主軸轉速>絲錐涂層;因素B(主軸轉速)對直槽絲錐攻絲性能影響極為顯著。因此在工藝優化過程中,應著重考慮主軸轉速對攻絲過程的影響。
3 工藝優化結果對比
由以上分析可知,對絲錐涂層、攻絲轉速進行全因素試驗并通過熵權分析得最優工藝參數組合為:轉速200 r/min+Al2O3絲錐涂層。為進一步驗證優化工藝參數是否達到提高絲錐攻絲性能的要求,對通用絲錐進行優化工藝以及原始工藝參數模擬試驗,并進行攻絲效果對比。工藝優化對比試驗參數如表9所示。

表9 工藝優化對比試驗
3.1 攻絲性能指標對比
對表9中的兩組試驗進行攻絲模擬,其軸向力、扭矩、溫度數據對比如圖4所示。圖4中,A為對比組,B為工藝優化組。
由圖4可知,對通用絲錐攻絲工藝以及刀具涂層進行優化之后,攻絲性能指標軸向力、扭矩、溫度值均有所降低。具體表現為:最大軸向力從217.687 N降至183.235 N,降低了34.452 N;最大扭矩從6.344 N·m降至5.207 N·m,降低了1.137 N·m;最大溫度從159.732 ℃降至141.584 ℃,降低了18.148 ℃。
由上述數據分析可知,通過熵權分析獲得的工藝優化結果可靠,其優化工藝有效改善了通用直槽絲錐的攻絲性能,降低了316L不銹鋼材料內螺紋加工難度。
3.2 刀具切屑形態對比
切削加工中,切屑形態作為研究刀具加工性能的重要因素,其切屑卷屑、斷屑程度與工件材料、刀具角度、工藝參數等有著不可分割的關系。內螺紋加工中,切屑排出較為困難,為提高絲錐排屑能力應努力降低切屑卷曲直徑,提高攻絲性能[11]。為此,應從該方面對A、B組攻絲試驗進行分析,進一步判斷優化試驗是否可行。
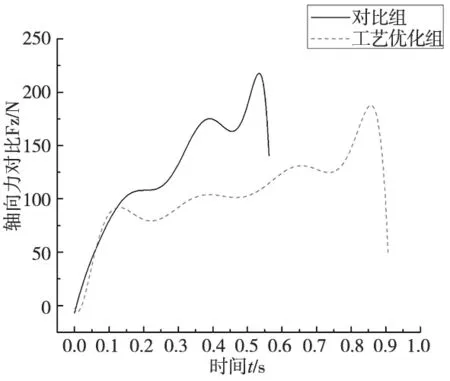
(a)軸向力對比
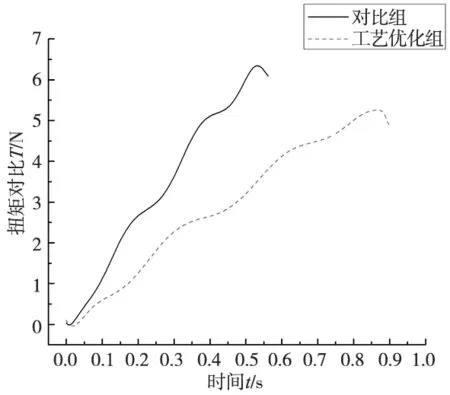
(b)扭矩對比
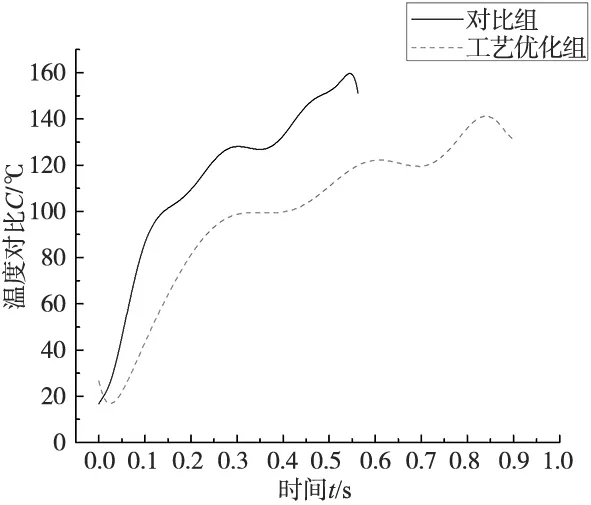
(c)溫度對比圖4 工藝優化試驗攻絲性能比較
A、B組攻絲試驗切屑形態如圖5所示。對比分析A、B組攻絲試驗切屑形態可知,其切屑卷曲直徑由大到小排名為:A>B。分析對比A、B組切屑卷曲程度可發現,B組切屑卷曲半徑較小、卷屑能力提高,延長刀具使用壽命。
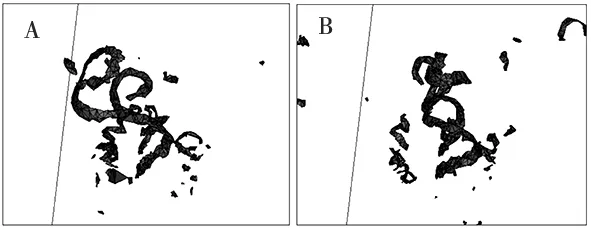
(a)對比組(b)工藝優化組 圖5 切屑形態比較
綜上所述,優化工藝參數可有效改善通用直槽絲錐的攻絲性能,提高刀具卷屑能力。因此,加工316L不銹鋼的最優絲錐工藝參數為轉速200 r/min、Al2O3絲錐涂層,切削液選取與原始工藝一致的煤油和機油1:1比例混合液。
4 結論
通過分析加工316L不銹鋼的直槽絲錐工藝參數優化試驗結果可知:
(1)選取主軸轉速、絲錐涂層、切削液種類為優化對象進行單因素試驗分析,確定了最佳切削液種類為煤油和機油1:1比例混合液,該切削液可有效降低攻絲溫度。
(2)通過對工藝參數(主軸轉速、絲錐涂層)水平進行全因素試驗和熵權分析,可確定最佳工藝參數組合為:Al2O3絲錐涂層、攻絲轉速200 r/min。
(3)由方差分析可知,與絲錐涂層相比,主軸轉速對攻絲性能的影響較大且極為顯著。因此在工藝優化過程中,應著重考慮主軸轉速對攻絲過程的影響。
(4)優化工藝相對于原始絲錐工藝而言:在攻絲過程中,最大軸向力從217.687 N降至183.235 N,降低了34.452 N;最大扭矩從6.344 N·m降至5.207 N·m,降低了1.137 N·m;最大溫度從159.732 ℃降至141.584 ℃,降低了18.148 ℃;絲錐卷屑能力提高。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
