高速外圓磨削18CrNiMo7-6齒輪鋼工藝參數優化*
2021-01-27 02:25:38陳真真魯新羲
組合機床與自動化加工技術 2021年1期
關鍵詞:工藝
王 棟,陳真真,魯新羲
(鄭州大學機械與動力工程學院,鄭州 450001)
0 引言
近年來,我國高鐵行業迅猛發展,帶動了制造業進一步向前發展。齒輪作為現代機械產品中應用最廣泛的重要基礎零件之一,其制造水平的高低很大程度上決定了機械制造業實力的強弱。為了保證產品的高壽命和可靠性,加工出的齒輪必須要有高的表面精度和高的表面質量。齒輪加工的最后一步通常由磨削完成,目的是為了獲得更高的表面精度,進一步降低齒輪的表面粗糙度。齒輪的失效形式主要有輪齒折斷、齒面點蝕、齒面膠合、齒面磨損以及齒面的塑性變形[1]。這些失效破壞齒輪的表面質量,進而對齒輪的壽命產生不可逆轉的影響。高速磨削作為一種新的先進制造技術,正逐步取得廣大學者們的關注。在磨削效率、磨削表面質量等加工指標方面,高速磨削技術要優于傳統磨削,一般的,砂輪線速度在45 m/s~150 m/s區間范圍內的磨削稱為高速磨削[2]。工件的表面質量主要取決于加工工藝,而加工工藝需要進行工藝參數的選擇,實際生產過程中,工藝參數的選擇主要由經驗豐富的操作師傅確定。但是,此種工藝參數的選擇具有隨機性,因此,亟需采用科學的分析方法快速有效地針對高速磨削加工的工藝參數進行優化。
國內外大量的優秀學者針對高速磨削工藝參數的優化做了一些研究。肖軍民等[3]對20CrMnTi合金鋼進行高速外圓磨削試驗,指出影響磨削粗糙度的因素依次是:工件線速度、磨削深度、砂輪線速度,獲得了20CrMnTi滲碳合金鋼粗糙度Ra≤0.3 μm時的優化磨削工藝參數。肖周強[4]對GCr15軸承鋼進行高速外圓磨削試驗,發現表面粗糙度隨著砂輪線速度的提高而降低,隨著工件轉速以及磨削深度的增加而增大。Zhang Y等[5]對20CrMnTi進行高速外圓磨削試驗,利用線性回歸方法建立了磨削力和粗糙度的分析模型,工件表面粗糙度值隨著砂輪轉速的增加而減小,隨工件速度、切削深度的增加而增大。Jae-Seob Kwak等[6]采用響應面法分析了淬火SCM440鋼外圓磨削的表面粗糙度,建立了表面粗糙度的二階響應曲面模型。本文以18CrNiMo7-6齒輪鋼為試驗材料,設計正交試驗,通過高速磨削的方法對其進行加工,運用灰色關聯分析的方法研究工藝參數對工件表面質量的影響,并結合正交試驗分析結果,進一步獲得最優工藝參數組合。
1 工藝試驗
1.1 試驗條件
本文試驗采用高速數控凸輪軸磨床CNC8325,砂輪采用陶瓷結合劑的CBN砂輪,型號為14A1 500×30×127×5×20,濃度V175,砂輪最高線速度125 m/s,工件材料18CrNiMo7-6齒輪鋼,經過滲碳淬火處理,滲碳層深度1.5~1.8 mm,熱處理硬度HRC58~63,加工工件尺寸為φ35.5×80 mm,磨削方式為切入式磨削,加工方式采用逆磨,磨削余量為0.3 mm,磨削液為21-2水基磨削液。試驗工藝參數的選擇,主要有砂輪線速度,工件轉速,砂輪徑向進給速度,砂輪粒度4個參數,每個因素選取3個水平如表1所示,工藝指標選取表面三維評定參數幅度參數Sa、Sku和Ssk[7-8]。
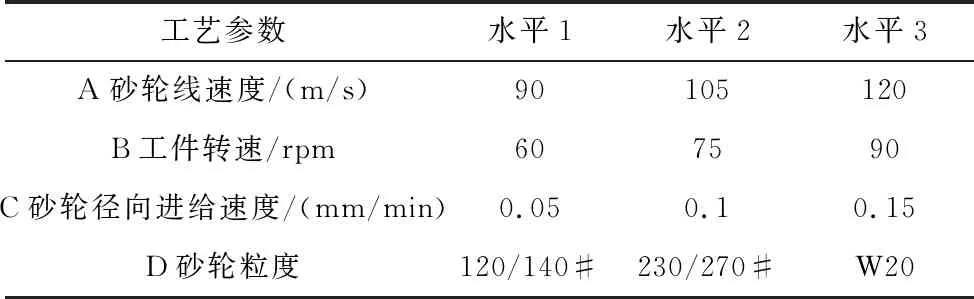
表1 工藝參數與水平
1.2 正交試驗設計
試驗選用四因素三水平的L9(34)正交表進行正交試驗,測得試驗結果如表2所示。
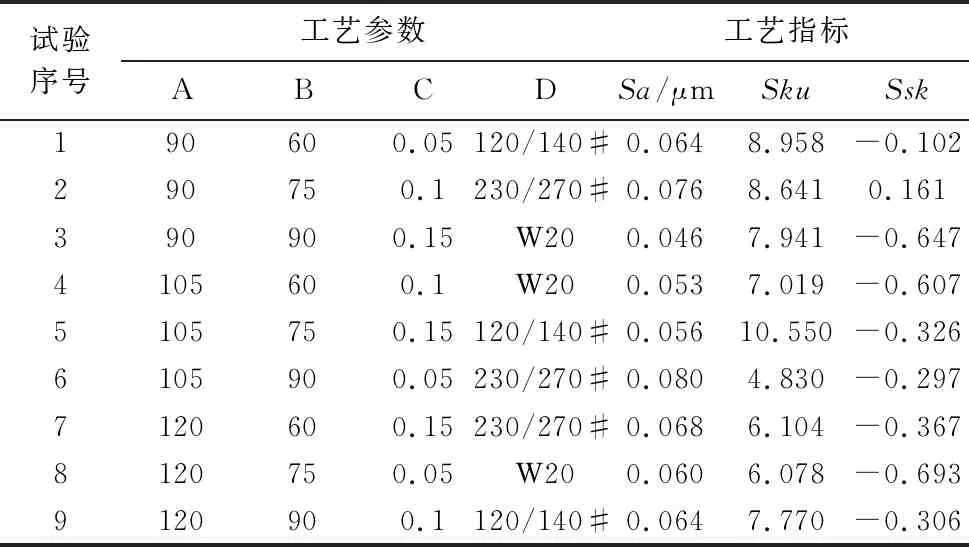
表2 正交試驗結果
2 試驗結果分析
運用正交試驗極差分析方法,對試驗結果進行分析,首先以Sa為響應目標,得到的最優工藝參數組合為砂輪線速度90 m/s,工件轉速60 rpm,砂輪徑向進給速度0.15 mm/min,砂輪粒度W20;然后以Sku為響應目標,得到的最優工藝參數組合為砂輪線速度105 m/s,工件轉速60 rpm,砂輪徑向進給速度0.1 mm/min,砂輪粒度W20;最后以Ssk為響應目標,得到的最優工藝參數組合為砂輪線速度90 m/s,工件轉速75 rpm,砂輪徑向進給速度0.1 mm/min,砂輪粒度W20。
運用灰色關聯分析方法對試驗結果進行深入分析。灰色關聯分析是一種利用灰色關聯度順序來描述因素間關系的強弱、大小、次序的方法[9]。其基本思想是:以試驗的工藝參數數據為依據,通過數學分析的方法獲得因素間的關聯度及對應關系。灰色關聯分析可以用來衡量多項目標的完成情況,優化整合每一個目標的完成度,將多項工藝指標的優化問題轉化為優化單項灰色關聯度,即將多目標優化問題轉化為單目標優化問題,大大減少了試驗分析的難度,進而實現工藝參數的優化,得到最優工藝參數組合[10]。
2.1 原始數據序列的量綱歸一化處理
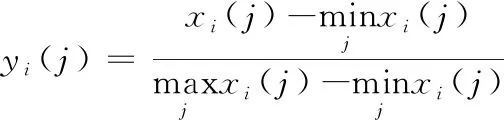
在進行灰色關聯分析之前,由于原始數據序列之間量綱的不同,不能直接進行數據處理,故需要對其進行量綱歸一化,量綱歸一化計算公式[11]:
(1)
式中,xi(j)為第i個指標下的第j次試驗;量綱歸一化后的結果如表3所示。
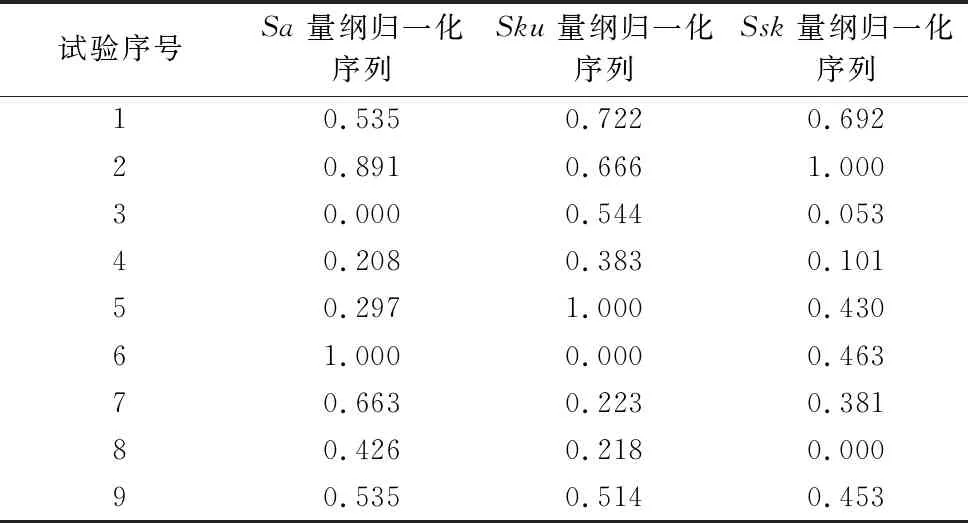
表3 原始數據量綱歸一化
2.2 求灰色相關系數
灰色相關系數,即量綱歸一化后的數據結果與理想狀態下的數據的關系,求解其計算公式為[12]:
(2)
2.3 求灰關聯度
灰關聯度的計算公式為:
(3)
式中,m為工藝指標的個數,m=3。根據式(3)計算得到相應的灰關聯度值如表4所示。
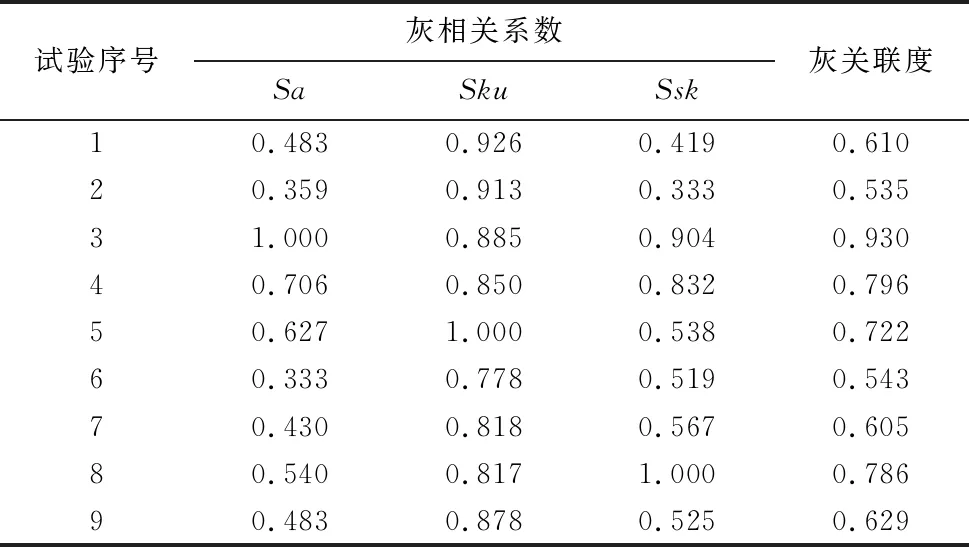
表4 灰關聯系數及灰關聯度
2.4 工藝參數各水平的灰關聯度值
由正交試驗的性質及灰色關聯分析方法可知,各工藝參數不同水平下的灰關聯度平均值,是由各項工藝參數的不同水平決定的,與其它因素無關,灰關聯度平均值的差值可體現工藝參數各水平對各項工藝指標的影響程度[14]。灰關聯度值最高的參數水平組合為多項工藝指標要求下的最優工藝參數組合。經計算得出各水平的灰關聯度平均值如表5所示。
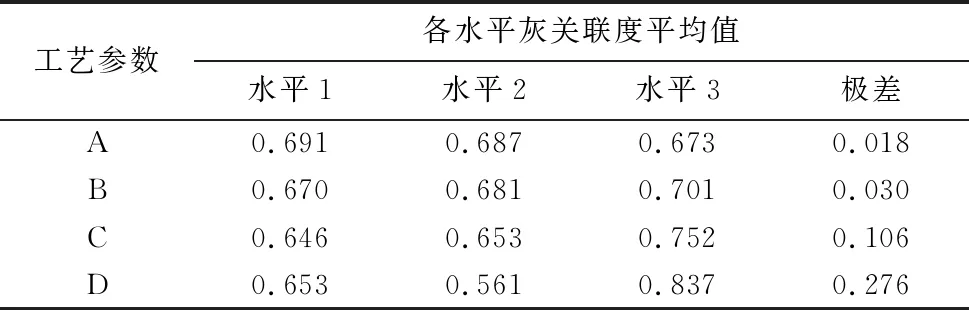
表5 工藝參數各水平平均灰關聯度
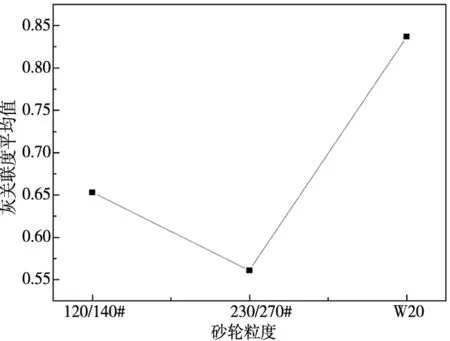
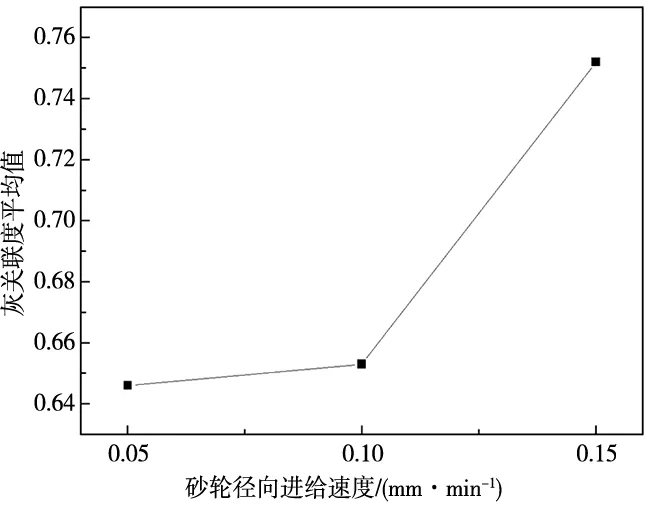
根據表5分析得到工藝參數水平與灰關聯度平均值的關系如圖1所示。從表5中的極差分析可以看出,砂輪粒度對三項工藝指標的綜合影響最大,其次為砂輪徑向進給速度、工件轉速、砂輪線速度。從圖1分析可知,最優工藝參數組合為:砂輪線速度90 m/s,工件轉速90 rpm,砂輪徑向進給速度0.15 mm/min,砂輪粒度W20。
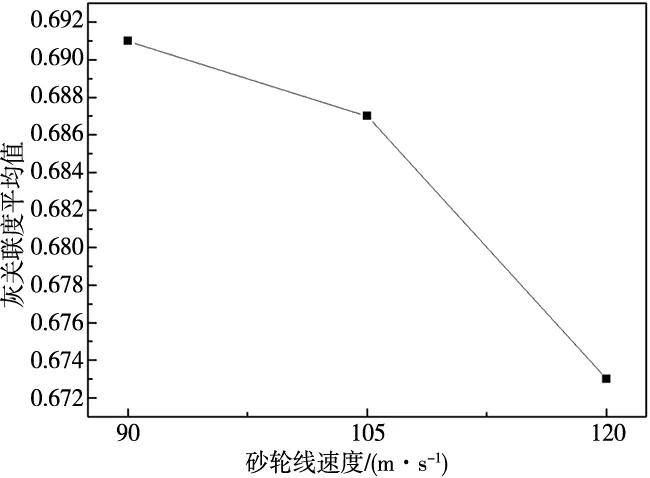
(a) 砂輪線速度與灰關聯度平均值的關系
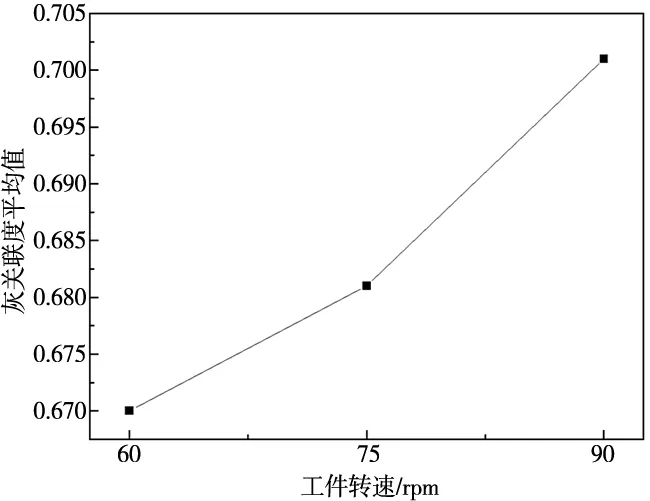
(b) 工件轉速與灰關聯度平均值的關系
(c) 砂輪徑向進給速度與灰關聯度平均值的關系
(d) 砂輪粒度與灰關聯度平均值的關系
3 試驗驗證
采用正交試驗分析得到的較優參數組合有A1B1C3D3、A2B1C2D3和A1B2C2D2三組,采用灰色關聯分析的方法得到的較優工藝參數組合是A1B3C3D3,經過試驗驗證,對比結果如表6所示。
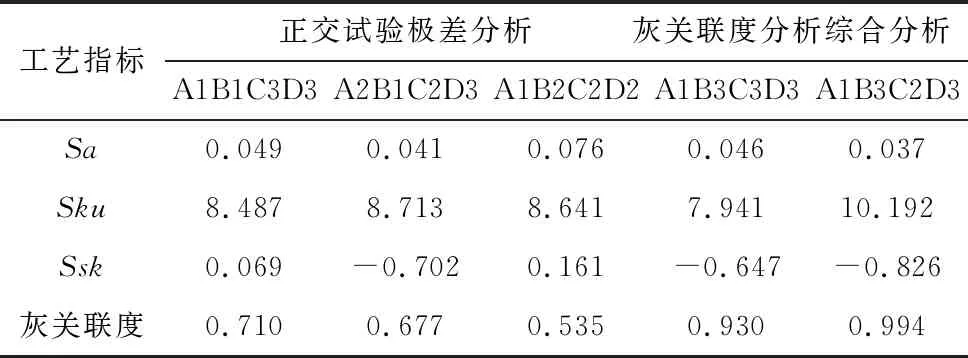
表6 試驗結果對比
根據灰關聯度值的對比,發現A1B3C3D3工藝參數組合在降低了工件表面粗糙度的同時,保證了工件表面波峰波谷分布的合理性。對比正交試驗極差分析與灰色關聯分析結果,整合出一組工藝參數組合A1B3C2D3,經過試驗驗證,發現該參數組合具有最大的灰關聯度值,即磨削加工的工件表面具有最好的表面質量。通過數學分析與試驗結合的方法,最終選定最優工藝參數組合為A1B3C2D3,即砂輪線速度90 m/s,工件轉速90 rpm,砂輪徑向進給速度0.1 mm/min,砂輪粒度W20。
4 結論
本文針對18CrNiMo7-6齒輪鋼進行高速外圓磨削,設計正交試驗方案,通過正交試驗極差分析與灰色關聯分析的綜合考量,確定了最優工藝參數組合為A1B3C2D3,即砂輪線速度90 m/s,工件轉速90 rpm,砂輪徑向進給速度0.1mm/min,砂輪粒度W20,表面粗糙度達到0.037μm。該工藝參數組合能夠在獲得低的表面粗糙度的同時,保證了工件表面波峰、波谷的相對數量,以及降低工件表面波峰、波谷的尖銳程度,優化效果顯著。通過正交試驗極差分析、灰色關聯分析以及試驗驗證,可以有效地解決實際工作中的目標優化問題。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
