落地式柜機空調包裝用蜂窩紙板的結構與性能研究
2021-01-21 10:43:46熊立貴
塑料包裝 2020年6期
關鍵詞:結構
熊立貴
(廣東理工職業學院)
隨著中國產品出口量不斷增大,美國、歐盟等國家對中國原木包裝提出了嚴格的熏蒸檢疫要求,應用木質包裝不僅出口程序繁瑣,還大大的增加產品成本。中國空調產品出口量大,80%空調生產制造商在中國,如:TCL空調、美的空調、格力空調、志高空調等公司,為了與國際要求接軌,產品內包裝結構都采用蜂窩紙板替代泡沫、木架等包裝材料,這樣不僅降低了包裝成本,提高了公司的產品形象,更有利于保護環境[1]。
目前市面上的家電產品大都處于用泡沫作為內緩沖包裝材料,泡沫材料(EPS)不容易降解,現在小河及垃圾堆里隨處可見,形成大自然的白色污染。然而采用蜂窩紙等紙品作為內緩沖材料為包裝內結構,有利于保護環境,給子孫后代留一片綠洲。因此在全球提出保護環境的條件下,包裝作為保護產品在銷售運輸過程后,產品到達用戶手中后就失去意義的丟棄物,首先考慮應用環保包裝材料,是每個優秀的包裝設計師都應思考的問題。在包裝內緩沖結構中,設計師要有一個包裝設計理念,就是在包裝保護好產品的前提下,選好包裝材料、用好包裝材料,不能出現過渡用村料的包裝設計[2]。
1. 蜂窩紙板材料
蜂窩紙板由面紙、芯紙并通過膠粘而形成的正六邊形,外形像蜂窩狀,是一種具有緩沖性能較好的環保材料。落地式柜機空調包裝用蜂窩紙板作為內緩沖結構,其規格:蜂窩紙芯的蜂窩邊長8 mm,蜂窩紙板厚度30 mm,蜂窩面紙克重250 g/m2,蜂窩芯紙克重140 g/m2,蜂窩紙板容重0.0378 g/cm3,蜂窩紙板的含水率為12±3%,平壓強度180-200 kpa,靜態彎曲強度95 mN.m。蜂窩紙板作為緩沖材料主要是蜂窩狀的芯紙結構,支撐受力、緩沖形變、抗彎曲等因素有關,芯紙材料要考慮其克重及孔徑以及蜂窩狀的高度。芯紙蜂窩狀的高度及孔徑大小直接影響平壓強度和緩沖吸收能量[3],其影響見圖1。
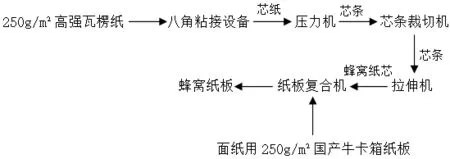
圖2. 蜂窩紙板生產工藝流程Fig 2. Honeycomb production process
蜂窩紙板外形結構就是類似自然界蜂做成的窩巢結構原理加工而成的,其制作工藝也是通過八角設備把瓦楞原紙采用被糊化的膠粘住,且此膠不易發霉,粘接性能好,最后形成正六邊立體形狀,其制作工藝見圖2。
2. 蜂窩紙板平壓強度測試
依據QT-TK-01.03《蜂窩紙板技術標準》,取140×140 mm蜂窩紙板樣件,平放在壓力試驗機兩塊工裝板中間,垂直樣品表面加壓直至蜂窩芯破壞,讀取蜂窩紙板樣所能承受的最大壓力。每個樣件取3處樣品進行測試,取平均值。
計算公式:P=Fmax/S
式中:P——平壓強度,kPa;Fmax——最大施壓力,N;S——受力面積,mm2。
注:樣件需在溫度70±2℃的烘箱中烘4 h,樣件由烘箱中取出后應馬上放入塑料袋中,避免重新吸潮,要實驗中應盡量避免樣件直接暴露空氣中。
蜂窩紙板厚度不等,其平壓強度值不同,下表1是蜂窩紙板平壓強度參考值。
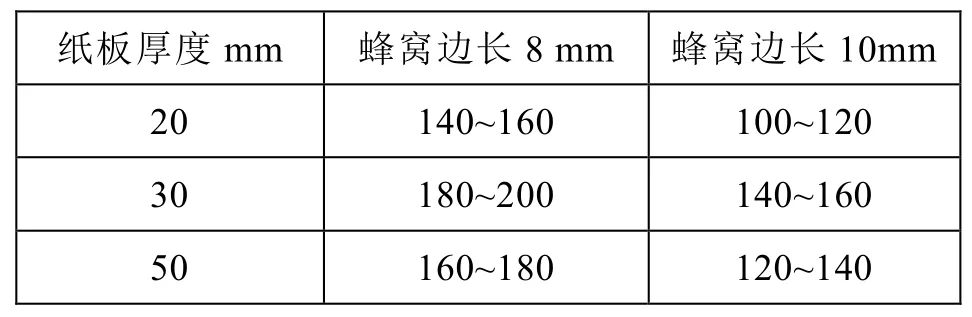
表1 蜂窩紙板平壓強度 單位:kpaTab1 Honeycomb flat crush strength Unit:kpa
3. 蜂窩紙板靜態彎曲強度測試
依據ISO 5628《紙和紙板 彎曲強度靜態測定法 一般原則》進行測定,采用三點加荷法,試樣長度為250 mm,試樣寬度為50 mm,加載速度為15 mm/ min,兩點之間距離為180 mm。
計算公式:S=FL3/(48bd)
式中:S——彎曲強度,mN.m;F——彎曲力,N;L——試驗彎曲長度,mm;b——試驗寬度,mm;d——撓度值,mm。
注:樣件需在溫度70±2℃的烘箱中烘4 h,樣件由烘箱中取出后應馬上放入塑料袋中,避免重新吸潮,在試驗中應盡量避免樣件直接暴露空氣中[4]。
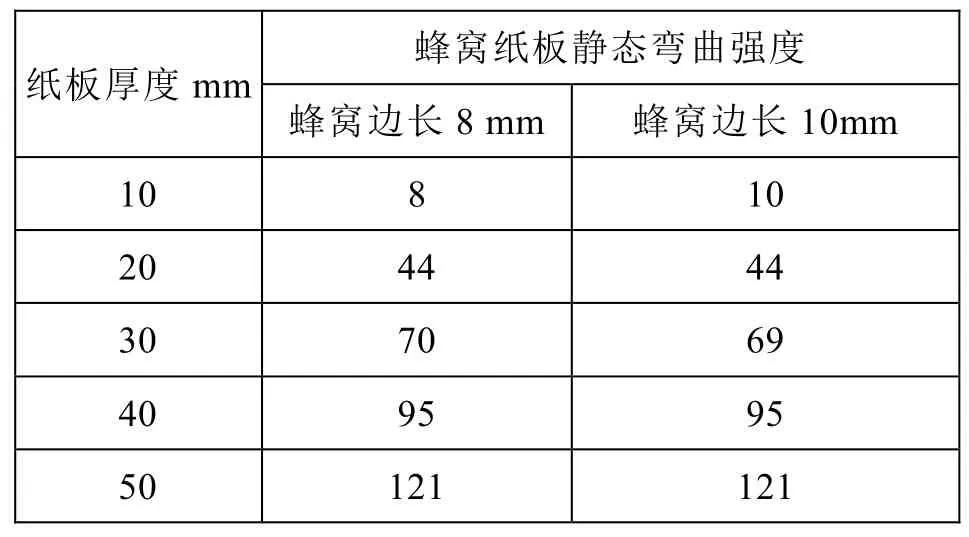
表2 蜂窩紙板靜態彎曲強度 單位:mN.mTab2. Honeycomb static bending strength Unit:mN.m
4. 柜式空調包裝用蜂窩紙板的結構設計
落地式柜機空調的重量比較重,市面上銷售型號一般為2P、3P、5P,其面板是由塑料或鋼化玻璃結構組成,容易損壞或破碎。設計此包裝結構時要考慮:外形為長方體且底腳會偏大,立式放置才能平穩。無論是立式包裝結構還是臥式包裝結構,都要考慮運輸搬運情況,特別是臥式包裝還分為平放和側放兩種情況。在搬運堆放時,工人都會平的堆碼形式入倉,這樣就應優先考慮臥式包裝結構設計。但是臥式放置包裝有兩種情況:a. 側放時柜機的鈑金容易出現變形;b. 臥式平放時面板的寬度較大需要克服堆碼及在搬運過程中腳踩受力情況。
現TCL空調的柜式空調由于搬運及堆放存在很多問題,見下圖3:

圖3. 產品包裝搬運、堆放問題Fig 3. Product packaging handling, stacking problems
本文研究的落地式柜機空調內包裝采用全紙蜂窩板作為襯墊式包裝設計方案。落地式柜機產品自身的結構成長方體,需考慮到包裝的打包方式、包裝成本、蜂窩板結構包裝加工工藝以及內包裝保護等因素,因此采用左、右蜂窩盒和中U支撐結構、上蓋板、下墊板式結構形式(見下圖)。
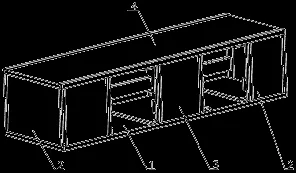
圖4. 內包裝組裝圖Fig4. Packaging assembly diagram

圖5. 內包裝零件圖Fig 5. Packaging parts diagram
另外,為增加內蜂窩結構的強度,上蓋及下墊結構蜂窩兩側加粘紙護角框架,左右箱、中蜂窩箱增加堆碼強度也在箱周邊加粘紙護角;另考慮空調產品本身局部的受力強度,其強度較好的地方可以直接接觸蜂窩板,比較弱的部位需避開直接接觸蜂窩紙板,這樣可以降低產品損壞。
5. 側壓和平壓性能測試分析
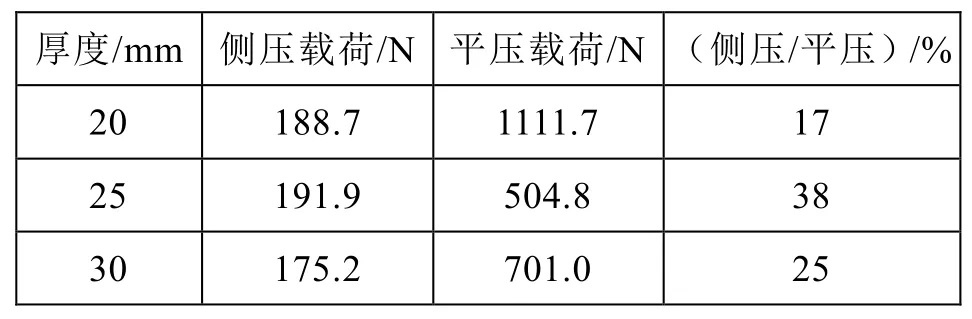
表3 不同厚度的蜂窩紙板側壓載荷和平壓載荷測試值Tab3. Honeycomb different thicknesses maximum load pressure side pressure time peace
為了既能保護好柜機產品,又能降低蜂窩紙板用料,現分別取30 mm、25 mm、20 mm厚度及長寬尺寸和蜂窩內徑相同樣板,分別進行側壓和平壓性能測試。
通過上述測試數據可以得出不同厚度的蜂窩紙板受力對比圖。從圖6可以看出,蜂窩紙厚度越小其平壓強度就較強,因此平壓強度與厚度有一定的影響關系。厚度對蜂窩板側壓載荷關系影響不大,主要是由于上、下兩面所粘的牛卡紙所決定,因此在側壓力有要求時,可以考慮結構設計采用紙護角作為支撐受力。
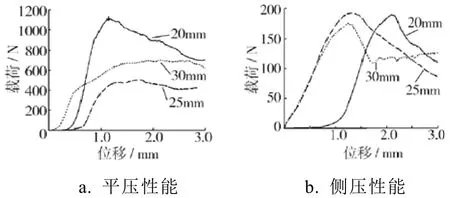
圖6. 不同厚度的蜂窩紙板受力對比圖Fig 6. different thickness of honeycomb force comparison chart
落地式柜機的質量較重,為了提高包裝結構對其側壓力加大,現在采用雙粘式蜂窩結構,即在蜂窩紙板內側再粘一塊蜂窩板(見圖5),對此結構進行抗壓強度測試,兩種材料抗壓受力對比結果見圖7。
圖7. 兩種材料抗壓受力對比Fig7. the two materials contrast compressive force diagram
通過測試,粘后的復合紙板結構明顯載荷增加了近一倍,復合蜂窩紙板載荷力為324N,這樣可以彌補單層蜂窩紙板的載荷力。
為了充分驗證落地式柜機產品設計的蜂窩包裝結構是否合理,采用模擬運輸進行測試驗證。由于此產品質量較重(約50 kg),體積較大,一個人比較難搬運,需兩個人同時搬運,這樣操作兩人放置時不同步導致一端出現跌落情況,因此進一步跌落測試驗證。按照跌落標準,不同質量的產品的面、棱、角跌落的高度要求不同,具體要求見下表。面跌落時,產品的包裝跌落面與水平面之間的夾角誤差最大不超過2°。
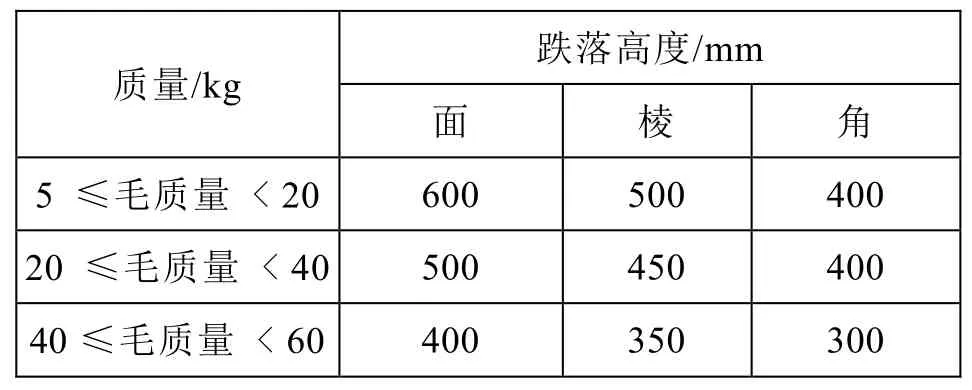
表4 產品質量不同對應跌落高度要求Tab 4. Different product weight corresponding to the drop height
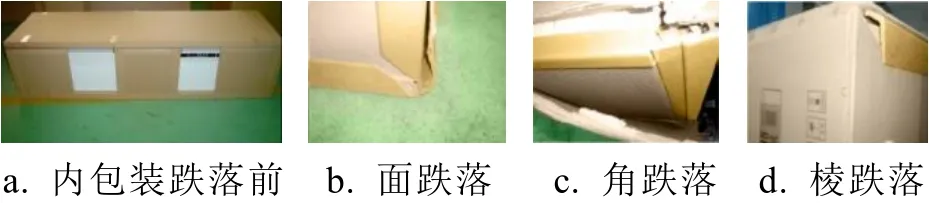
圖8. 柜機緩沖包裝測試情況Fig 8. product cushioning packaging test case
落地式室內空調產品根據上表格對應質量要求分別進行面、角、棱跌落測試,50 kg的質量的面跌落高度為400 mm,棱跌落高度為350 mm,角跌落高度為300 mm的測試要求。測試它們垂直最大的加速度的破損度狀態,結果見上圖。下為跌落時的加速度曲線圖,從圖9可以看出為半正弦波。
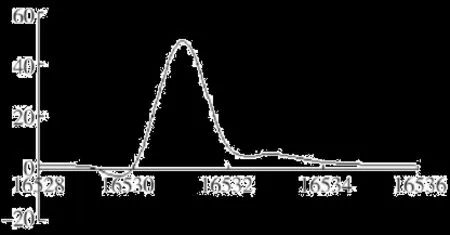
圖11. 包裝平面跌落時加速度的響應Fig11. response package plane fall acceleration
測試驗證后得出:跌落時的加速度峰值約50 g,其峰值受跌落加速影響不大,但緩沖跌落出現的破損度不相同,面、角、棱在跌落時的損壞程度相差較大,面受力接觸點較大,它的損壞程度就相對偏小,角和棱受力面積較小,損壞程度就偏大。根據這個特點,在柜機包裝緩沖結構設計棱及角的保護就需要增加紙護角,增加其沖擊力。因此在采用蜂窩紙板作為包裝緩沖結構設計時,與紙護角配合使用,設計的內緩沖包裝結構有利于保護好產品。
6. 結語
落地柜式空調產品包裝結構采用蜂窩材料,不僅可以保護好產品,而且可以替代木質材料包裝,減少森林砍伐,有利于保護環境。通過設計、測試驗證得出:蜂窩紙板的側平壓力承載力較弱,可以采用紙護角或與瓦楞紙復合、雙層蜂窩紙板一起使用,增強其承壓的不足,使蜂窩紙板能得到更廣泛的推廣應用。蜂窩包裝結構便于加工成型、省材料,成本低,材料自身質量較輕等特點,更能適合用于體積大、質量大的產品包裝結構。但是蜂窩紙板作為內緩沖材料的缺陷是容易受潮變形,生產加工時大都采用人工作業完成。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50