閥口袋焊接機組講解(五)
2021-01-21 10:44:34王仁龍整理
塑料包裝 2020年6期
關鍵詞:按鈕
王仁龍 整理
(上接《塑料包裝》2020年第五期)
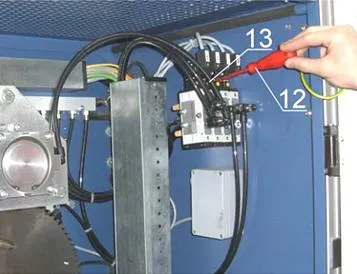
⑥ 回轉滑閥傳動裝置(13)回轉滑閥軸(14)的重新找正:
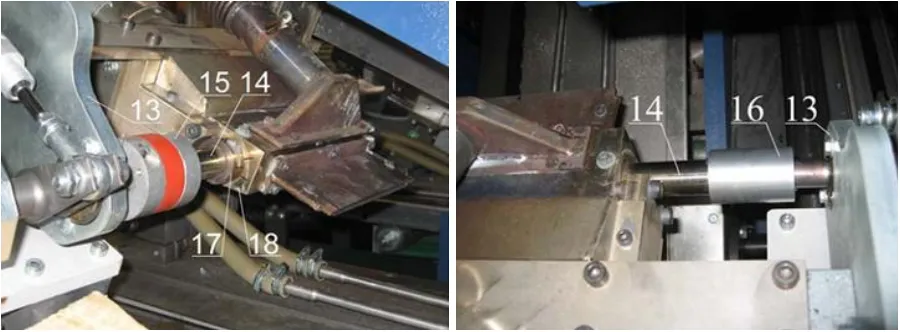
卸下聯軸節(15)和固定軸環(17)。然后插入調節表計(16)。
在松開回轉滑閥傳動裝置(13)之后,將其與回轉滑閥軸(14)找正。此后,重新擰緊螺釘。
重新安裝聯軸節(15)和固定軸環(17)。
為了確保回轉滑閥軸(14)運動自如,在固定軸環(17)和回轉滑閥閥套(18)之間的距離必須為0.5毫米!
14. 閥口條裝置
在閥口條裝置中,閥口條切割自具有預定寬度(2倍底寬加搭接)的一卷涂層布。該閥口條借助熱風和吸氣/冷卻缸焊接至開口袋底。
14.1 雙放卷裝置:
閥口條材料從橫向位于操作員側的放卷系統抽出。在直觀顯示器上輸入閥口條長度并在齒輪箱中的刻度尺上機械調節。

借助氣動膨脹元件(2)將相關材料卷(1)固定在放卷軸(3)上。
按照該桿(4)的位置將材料卷(1)滑到膨脹頭上。當材料卷(1)定位得當時,借助壓縮空氣鎖定該卷(1)在位。
制動貼片(5)防止材料卷(1)在停機的情況繼續放卷。
在換卷之后為了能借助該機設置調節腹板至相同的路徑,則要借助固定軸環(6)固定該桿(4)的位置。
粘合工位:
粘合工位位于兩個放卷架之間。當生產線運行時,將完整布卷的起點粘合至用完的布卷端部。從而布被抽出該新的完整布卷。
將雙面膠帶(2)粘貼至完整布卷(1)的起點。在轉動控制桿(3)時,新布卷起點被橡膠板(4)固定在位。
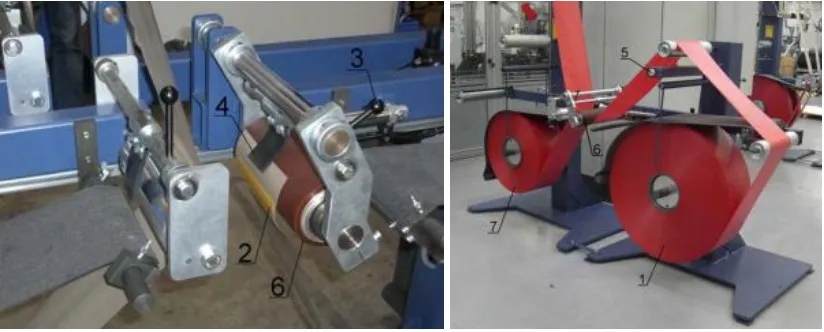
然后撕掉該膠帶(2)的覆蓋條。
當達到在用布卷的端部時(型芯變得可見),則通過按壓按鈕(5)旋入接觸輥(6)。完整布卷(1)起點被粘合至用完布卷(7)的端部;隨后布從完整布卷(1)卷繞過來。

保持壓住該按鈕(5)直至完成粘合操作。然后切斷膠帶后面完成卷(7)的剩余布并轉回控制桿(3)。
確保兩個布卷在相同的路徑上運行。
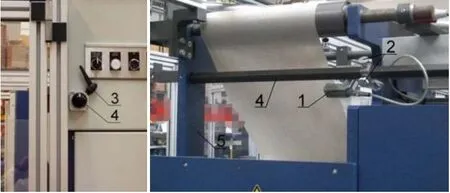
14.2 布卷未端監測系統:
一只指向相應材料卷的傳感器(2)安裝在放卷架的垂直支架上。它掃描布卷層。如果該傳感器(2)未檢測到材料層(布卷幾乎空),則會發出音響報警。此外,在直觀顯示器上顯示一信息。
借助刻度尺(3)垂直調節傳感器(2)的位置。該刻度尺(3)指示至布卷中心的距離。

14.3 在閥口條裝置處的材料引入量:
基本調節:
松開夾緊桿(3)并將方桿(4)推向傳動側直至其抵達限位止檔。
固緊夾緊桿(3)。
使用翼形螺釘(2)將掃描頭(1)定位在方桿(4)上離側板(5)內側203毫米距離處。
14.4 調節壓力輪:
使用調節螺釘(3)調節控制桿(2)的游隙用于旋出壓力輪(1)
橫向移動壓力輪(1)相對于閥口條寬度定位。

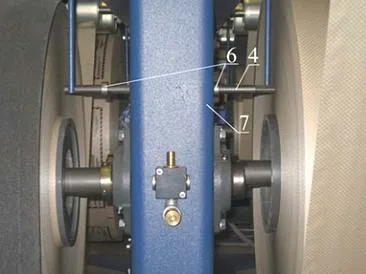
14.5 吸氣/冷卻缸:
吸氣/冷卻缸從刀齒缸至袋底傳送閥口條并確保閥口條均勻預熱。所以,閥口條一般以相同的(設定)溫度預熱,保證恒定的焊接質量。
吸氣空氣經由聚四氟乙烯段(9)從吸氣/冷卻缸(7)去除。
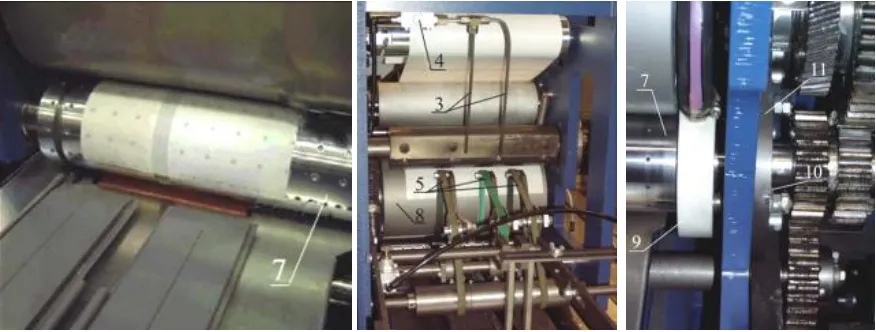
來自管子(3)的吹掃空氣防止閥口條跑出皮帶(5)。
風量必須在節流閥(4)上設定。
吸入空氣經由聚四氟乙烯段(9)從吸氣/冷卻缸(7)去除。
為了避免聚四氟乙烯段(9)的磨損。調節圓盤(10)和凸緣軸承(11)之間0.1毫米的間隙尺寸。
14.6 壓力輥:
壓力輥是其表面將閥口條壓到開口袋底三角形囊袋的橡膠輥。調節得當時(根據材料質量,最佳距離0.1毫米至0.5毫米),該壓力輥精確地將閥口條壓到待焊接的區域。
基本調節:
打開保護外殼。
借助操作員側的螺釘(1)和傳動側的螺釘(2)調節壓力輥和吸氣/冷卻缸之間的距離。
使用塞尺檢查壓力輥(擠壓面)和吸氣/冷卻缸之間的0.1毫米的平行距離。

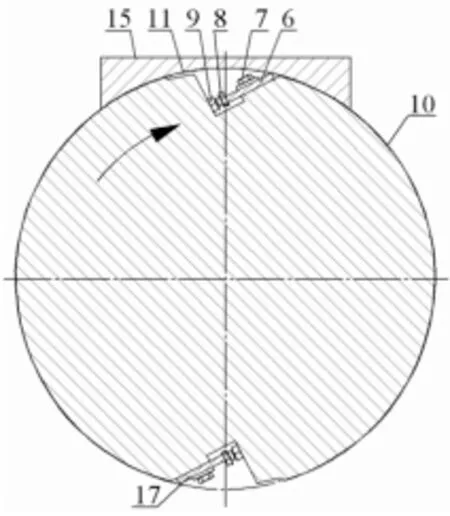
14.7 分離刀:
在進行任何調節工作之前,確保淬火刀齒缸(10)已達到所需的工作溫度(85℃)。
用15-20Nm的最大扭緊力矩擰緊螺釘(4)和(7)。
刀齒缸只可以該機的運行方向轉動!
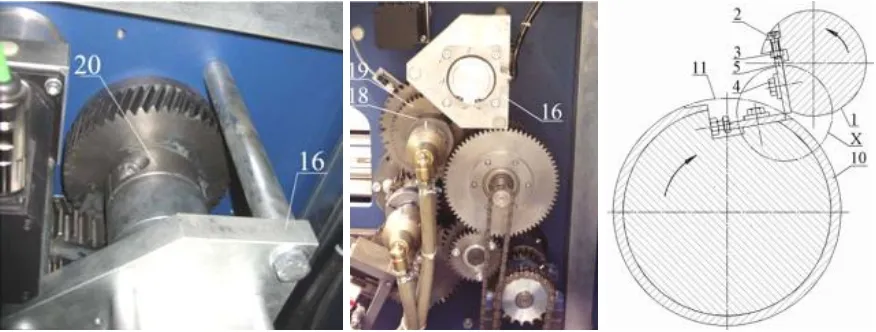
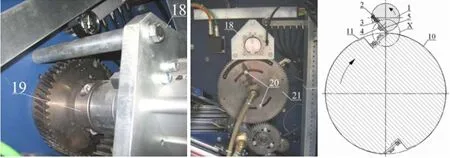
14.7.1 上刀調節:
松開上刀處板(16)后面的夾緊環(20)。
卸下鏈輪(19)前面的夾緊環(18)處螺釘。
卸下該刀(5)并檢查其有無損壞。
安裝上刀(5)同時保持與下刀齒缸(10)一段距離并擰緊外緊固螺釘(4)。
在重新安裝分離刀時考慮使用另一刀刃(它可使用四次)。

通過向保護盒內的輔助手動操作機構(13)施用改錐(12)將上刀齒缸(1)轉入切割位置;該缸(1)移向齒輪裝置。
將刀刃(5)調節至下刀齒缸(10)外半徑(11):
向外調節螺釘(2)采用內六角扳手并向相關埋頭螺母(3)采用叉形板手。
借助叉形板手保持該埋頭螺母(3)并順時針轉動調節螺釘(2)。刀(5)的刀刃通長應盡可能達到下刀齒缸(10)的外半徑(11)。
擰緊兩只中央緊固螺釘(4)并如上所述重新調節該調節螺釘(2)。
手動轉動時該上刀齒缸(1)應運動自如,該刀(5)的刀刃不致損壞下刀齒缸(10)表面。
14.7.2 下刀調節:
卸下下刀齒缸(10)處的刀蓋板。
卸下該刀(6)并檢查其有無損壞。
將該刀(6)安裝在外半徑(11)范圍內并擰緊外緊固螺釘(7)。
在重新安裝分離刀時考慮使用另一刀刃(它可使用四次)。
向該外半徑(11)使用月牙形表計。
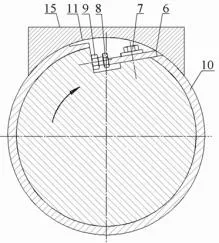
調節刀刃(6)至下刀齒缸(10)的外半徑(11):
向外調節螺釘(8)施用叉形扳手并向相關埋頭螺母(9)施用叉形扳手。
借助叉形扳手保持埋頭螺母(9)并逆時針轉動該調節螺釘(8)。該刀(6)刀刃通長應盡可能達到月牙形表計(15)半徑。
擰緊中央緊固螺釘(7)并如上所述重新調節該中央調節螺釘(8)。
回裝刀蓋板。
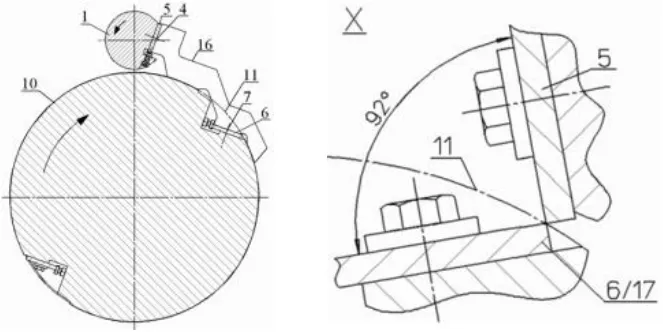
14.7.3 刀的相互調節:
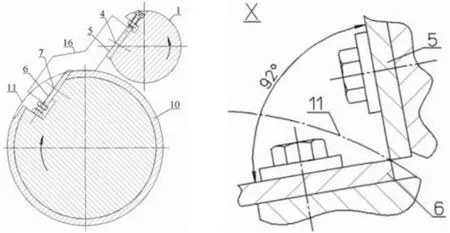
調節后刀(5)和(6)之間的角度應為92°。刀的位置可通過該機內側的開口進行檢查。
卸下下刀齒缸(10)處的刀蓋板。
通過向保護盒中的輔助手動操作機構(13)施用改錐(12)將上刀齒缸(1)轉入切割位置;該缸(1)移向齒輪裝置。
在各缸上,卸下相關刀緊固螺釘(4)和右邊第二個(7)。
直接在刀(5)和(6)上安裝調節表計(16)以這種方法,兩個刀齒缸(1)和(10)互相對中。
擰緊上刀齒缸(1)的夾緊環(20)。
卸下表計(16),重新擰入螺釘(4)和(7)并擰緊之。
手動向前轉動下刀齒缸(10)(上刀齒缸(1)此時也必須轉動)同時在刀之間保持一張紙以檢查刃口。
如有必要,重新調節下刀齒缸(10)的刀(6)。
注意:切勿重新調節上刀齒缸(1)的刀(5),假定其應保持精確調節至下刀齒缸(10)的外半徑的話!
通過向保護盒中的輔助手動操作機構(13)施用改錐(12)將上刀齒缸(1)轉入初始位置。
按照刻度尺定位該下刀齒缸(10),插入夾緊環(18)處的螺釘并擰緊之。
通過按壓按鈕“Valve patch adjust”(46)和“Jog”(47)在某腹板上移動并進行手動切割。
回裝刀蓋板。
14.7.4 重新調節該刀
重新調節已調節但切割不良的刀:
通過按壓按鈕“Valve patch adjust”(46)和“Jog”(47)起動生產線或進行手動切割。檢查該刀(6)哪個區域切割不當。
通過按壓“Jog”按鈕(47)將該刀置于可接近位置。
卸下下刀齒缸(10)處的刀蓋板。
向調節螺釘(8)施用叉形扳手并向切割不良的該刀(6)區域中的埋頭螺母(9)施用叉形扳手。同時逆時針方向轉動調節螺釘(8)和埋頭螺母(9)四分之一圈。隨后,重新擰緊埋頭螺母(9)。在這樣做時,不得松開該刀緊固螺釘(7)。
如有必要,如上所述重新調節中央調節螺釘(8)直至螺釘頭已接觸該刀(6)。
檢查該刀緊固螺釘(7)是否緊配合。
回裝刀蓋板。
通過按壓按鈕“Valve patch adjust”(46)斷開切割功能(見第5.2.8節)。
通過按壓按鈕“Jog”(47)繼續運行該機為期該刀鼓若干圈。刀(5)和(6)不得發出任何接觸噪音。
如果聽到接觸噪音,則要重復該調節規程。
4.15 底部折疊工位:
帶焊接閥口條的袋筒借助連續磁力輸送裝置在固定折疊桿下穿過。
壓縮空氣(1)送風導往開口底部上層。這就拎起上層前緣以便金屬導向板(2)開始部分進到兩材料層之間。

按照底部寬度在折疊軌(3)之間往上折疊底折翼。
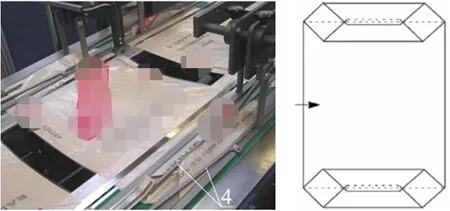
折疊軌(4)完全封閉底折翼。
袋筒現在就緒可用于底部封閉。在該折疊狀況并通過近似定尺的金屬板保持在位,將其傳送至熱風焊接設備。
15.1 基本調節:
確保折疊架(1)完美垂直。

調節折疊條座(2)至20毫米初始尺寸(A)之間的距離。
安裝折疊條(4)并在折疊條座(2)上調節之以確保其完美水平。
折疊條(4)不得壓靠傳送帶。在調節過程中,在其間按放置直尺(0.5毫米至1毫米)。
折疊條(4)通長必須與磁力輸送裝置(5)平行。
在其整個長度,折疊條(4)之間的內部距離(B)必須與預定的袋底尺寸相一致。
若要調節,則要松開手柄(18)。
松開螺釘(19)和(20)。
然后通過轉動手柄(17)調節底部折疊工位。

重新擰緊手柄(18)和螺釘(19)。
兩根折疊條(4)之間的中心必須與吸氣/冷卻缸(12)的吸氣孔排中心吻合。

若要調節,則要松開手柄(18)和螺釘(19)和(20)。
打開螺母(22)并轉動翼形螺釘(21)相對于吸氣/冷卻缸(12)調節折疊條(4)。
在這樣做時,保持手柄(17)在位。
擰緊手柄(18),螺釘(19)(20)和螺母(22)。
安裝內折疊條(7)。折疊條(7)和(4)之間的距離在袋入口處約為3毫米(24),在端部為1毫米。
用于校正,使用無頭螺釘(8)并移動折疊條座(2)。

使用螺釘(23)用于1公分(16)正面高度調節。折疊條(7)端部擱在皮帶上無需壓靠之。
安裝折疊軌(9)。
根據(2種不同)底寬安裝金屬導板(10)。
15.2 皮帶調節:
測量皮帶導程:
在磁力輸送裝置皮帶和鋼帶的相同高度做一標記。
然后正向磁力輸送裝置2個循環。
皮帶的標記應是鋼帶標記前3毫米。
調節皮帶導程:
通過變更定心軸直徑來修改皮帶速度。增加皮帶速度:
松開該螺母(2)。
順時針轉動該螺母(3)皮帶導程增加擰緊該螺母(2)。
降低皮帶速度:
松開該螺母(2)。
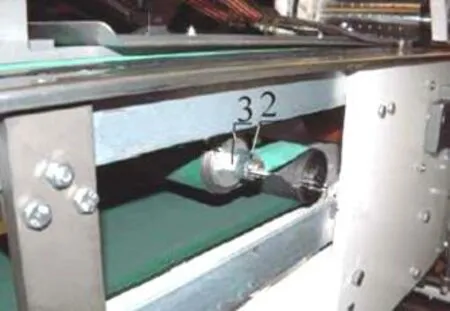
逆時針轉動該螺母(3)-皮帶導程減小擰緊該螺母(2)。
如果定心軸中的圓錐體被閉鎖,則通過用塑料錘輕敲該軸來釋放之。
16. 蓋貼片單元-傳動側和操作員側
在蓋貼片單元中,蓋貼片切割自具有預定寬度(底部寬度)的一卷涂層布。該蓋貼片借助熱風和吸氣/冷卻缸焊接至開口袋底。
16.1 雙放卷裝置:
蓋貼片材料從橫向位于操作員側的放卷系統抽出。在直觀顯示器上輸入蓋貼片長度并在齒輪箱中的刻度尺上機械調節。
借助氣動膨脹元件(2)將相關材料卷(1)固定在放卷軸(3)上。
按照該桿(4)的位置將材料卷(1)滑到膨脹頭上。當材料卷(1)定位得當時,借助壓縮空氣鎖定該材料卷(1)在位。
制動貼片(5)防止材料卷(1)在停機的情況繼續放卷。

在換卷之后為了能借助該機設置調節腹板至相同的路徑,則要借助固定軸環(6)固定該桿(4)的位置。
粘合工位:
粘合工位位于兩個放卷架之間。當生產線運行時,將完整布卷的起點粘合至用完的布卷端部。從而布被抽出該新的完整布卷。
將雙面膠帶(2)粘貼至完整布卷(1)的起點。在轉動控制桿(3)時,新布卷起點被橡膠板(4)固定在位。

然后撕掉該膠帶(2)的覆蓋條。

當達到在用布卷的端部時(型芯變得可見),則通過按壓按鈕(5)旋入接觸輥(6)。完整布卷(1)起點被粘合至用完布卷(7)的端部;隨后布從完整布卷(1)卷繞過來。
保持壓住該按鈕(5)直至完成粘合操作。然后切斷膠帶后面完成卷(7)的剩余布并轉回控制桿(3)。

確保兩個布卷在相同的路徑上運行。
16.2 布卷未端監測系統:
一只指向相應材料卷的傳感器(2)安裝在放卷架的垂直支架上。它掃描布卷層。如果該傳感器(2)未檢測到材料層(布卷幾乎空),則會發出音響報警。此外,在直觀顯示器上顯示一信息。
借助刻度尺(3)垂直調節傳感器(2)的位置。該刻度尺(3)指示至布卷中心的距離。

16.3 在閥口條裝置處的材料引入量:
基本調節至最小貼片寬度(8公分):松開夾緊桿(3)。

借助旋鈕(5)將傳感器安裝桿(4)以往該機中心;在該工序中,調節桿(6)從傳感器配座架(4)中擰下。然后轉動旋鈕3-4次將調節桿(6)重新擰入傳感器座架。
卸下旋鈕(5)并設定指示至數位8(貼片寬8公分)。
回裝旋鈕(5)并擰緊夾緊桿(3)。
隨后確定中心(A)。借助翼形螺釘(2)定位掃描頭(1)在傳動側離本中心點4公分處。
現在掃描頭(1)定位在貼片寬為8公分的布邊緣。

16.4 調節壓力輪:
使用調節螺釘(3)調節控制桿(2)的游隙用于旋出壓力輪(1)
橫向移動壓力輪(1)調節之至蓋貼片寬度。

16.5 金屬預熱板:
卸下座架(3)的螺釘(2)。
隨后,將座架(3)移入側板(10)和(11)中的橢圓孔以相對于噴嘴(9)前緣定位金屬預熱板(4)。

該金屬預熱板(4)必須盡可能達到噴嘴(9)的前緣。
借助螺釘(8)調節金屬預熱板(4)的高度。至角金屬板(5)的平行距離為1.5毫米。
16.6 吸氣/冷卻缸:
吸氣/冷卻缸(7)從刀齒缸至袋底傳送蓋貼片并確保蓋貼片均勻預熱。所以,蓋貼片一般以相同的(設定)溫度預熱,這就保證了恒定的焊接質量。

吸入空氣經由聚四氟乙烯段(9)從吸氣/冷卻缸(7)去除。
來自管子(2)的吹掃空氣防止閥口條跑出皮帶。
風量必須在節流閥(3)上設定。
吸入空氣經由聚四氟乙烯段(9)從吸氣/冷卻缸(7)去除。
為了避免聚四氟乙烯段(9)的磨損,調節圓盤(10)和凸緣軸承(11)之間0.1毫米的間隙測量值。
此外,該聚四氟乙烯段(9)確保從吸氣/冷卻缸背面至袋底的受控吹掃。
16.7 壓力輥:
壓力輥是其表面將蓋貼片壓到閉合袋底三角形囊袋的橡膠輥。調節得當時(根據材料質量,最佳距離0.1毫米至0.5毫米),該壓力輥精確地將蓋貼片壓到待焊接的區域。
通過按壓按鈕“Lift off impression roller”(50)旋入壓力輥用于操作員側的蓋貼片單元并通過按壓按鈕(57)旋入壓力輥用于傳動側的蓋貼片單元。
基本調節:
打開保護外殼。
使用雙手操作點動直至該螺釘(1)通過齒輪(2)的凹處可接近。
借助螺釘(1)調節壓力輥和吸氣/冷卻缸之間的距離。
借助該裝置內側的螺釘(3)調節壓力輥和吸氣/冷卻缸之間的距離。

使用塞尺檢查壓力輥(擠壓面)和吸氣/冷卻缸之間的0.1毫米的平行距離。
16.8 分離刀
在進行任何調節工作之前,確保淬火刀齒缸(10)已達到所需的工作溫度(85℃)。
用15-20Nm的最大扭緊力矩擰緊螺釘(4)和(7)。
刀齒缸只可以該機的運行方向轉動!
16.8.1 上刀調節:
松開上刀處板(18)后面的夾緊環(19)。
卸下鏈輪(21)處的螺釘(20)。
卸下該刀(5)并檢查其有無損壞。
安裝上刀(5)同時保持與下刀齒缸(10)一段距離并擰緊外緊固螺釘(4)。
在重新安裝分離刀時考慮使用另一刀刃(它可使用四次)。
通過向保護盒內的輔助手動操作機構(13)施用改錐(12)將上刀齒缸(1)轉入切割位置;該缸(1)移向齒輪裝置。
將刀刃(5)調節至下刀齒缸(10)外半徑(11):
向外調節螺釘(2)采用內六角扳手并向相關埋頭螺母(3)采用叉形板手。
借助叉形板手保持該埋頭螺母(3)并順時針轉動調節螺釘(2)。刀(5)的刀刃通長應盡可能達到下刀齒缸(10)的外半徑(11)。
擰緊中央緊固螺釘(4)并如上所述重新調節該調節螺釘(2)。
手動轉動時該上刀齒缸(1)應運動自如,該刀(5)的刀刃不致損壞下刀齒缸(10)表面。
16.8.2 下刀的調節:
卸下下刀齒缸(10)處的刀蓋板。
卸下該刀(6)并檢查其有無損壞。
將該刀(6)安裝在外半徑(11)范圍內并擰緊外緊固螺釘(7)。
在重新安裝分離刀時考慮使用另一刀刃(它可使用四次)。
向該外半徑(11)使用月牙形表計(15)。
調節刀刃(6)至下刀齒缸(10)的外半徑(11):
向外調節螺釘(8)施用叉形扳手并向相關埋頭螺母(9)施用叉形扳手。
借助叉形扳手保持埋頭螺母(9)并逆時針轉動該調節螺釘(8)。該刀(6)刀刃通長應盡可能達到月牙形表計(15)半徑。
擰緊中央緊固螺釘(7)并如上所述重新調節該中央調節螺釘(8)。
以第二刀(17)重復該調節。
回裝刀蓋板。
16.8.3 刀的相互調節:
調節后刀(5)和(6)或(17)之間的角度應為92°。刀的位置可通過該機內側的開口進行檢查。
卸下貼片傳送帶座架。
卸下下刀齒缸處的刀蓋板。
通過向保護盒中的輔助手動操作機構(13)施用改錐(12)將上刀齒缸(1)轉入切割位置;該缸(1)移向齒輪裝置。
卸下相關刀緊固螺釘(4)和(7)。
直接在刀(5)和(6)上安裝調節表計(16),以這種方法,兩個刀齒缸(1)和(10)互相對中。
擰緊上刀齒缸(1)的夾緊環(19)。
卸下表計(16),并重新擰入螺釘(4)和(7)。
手動向前轉動下刀齒缸(10)(上刀齒缸(1)此時也必須轉動)同時在刀之間保持一張紙以檢查刃口。
如有必要,重新調節下刀齒缸(10)的刀(6)。
注意:切勿重新調節上刀齒缸(1)的刀(5),假定其應保持精確調節至下刀齒缸(10)的外半徑的話!
通過向保護盒中的輔助手動操作機構(13)施用改錐(12)將上刀齒缸(1)轉入初始位置。
按照刻度尺定位該下刀齒缸(10),并擰入螺釘(20)。
通過按壓按鈕“Patch adjust”(64)和“Jog”(62)繪出布的連續長度并進行手動切割。
回裝刀蓋板。
16.8.4 重新調節該刀
重新調節已調節但切割不良的刀:
通過按壓按鈕“Patch adjust”(64)和“Jog”(62)起動生產線或進行手動切割。檢查該刀(6)哪個區域切割不當。
通過按壓按鈕“Jog”(62)將該刀置于可接近位置。
卸下刀蓋板。
向調節螺釘(8)施用叉形扳手并向切割不良的該刀(6)區域中的埋頭螺母(9)施用叉形扳手。同時逆時針方向轉動調節螺釘(8)和埋頭螺母(9)約四分之一圈。隨后,重新擰緊埋頭螺母(9)。在這樣做時,不得松開該刀緊固螺釘(7)。
如有必要,如上所述重新調節中央調節螺釘(8)直至螺釘頭已接觸該刀(6)。
檢查該刀緊固螺釘(7)是否緊配合。
回裝刀蓋板。
通過按壓按鈕“Patch adjust”(64)斷開切割功能。
通過按壓按鈕“Jog”(62)繼續運行該機為期該刀鼓若干圈。刀(5)和(6)不得發出任何接觸噪音。
如果聽到接觸噪音,則要重復該調節規程。
16.9 蓋貼片打印標記操作:
打印標記讀取器的使用必須借助按鈕“Prink mark off/on teach”(65)并在直觀顯示器上設定。
通過先按壓操作盤上的按鈕“Bottom patch adjust”(64),然后按鈕“Jog”(62)將腹板往前進。隨后,將光電池調節至布上的打印標記位置。
在進行調節之后,切割5-6個蓋貼片直至其正確切割。
16.10 借助雙手操作點動:
作為調節輔助,在該機操作員側和傳動器側的蓋貼片單元處各傳動器保護外殼中配備有兩只點動按鈕(1)。
只有在兩只按鈕在5秒鐘內同時按壓,主機才點動。可在各打開的保護外殼處用雙手操作點動主機用于調節目的。
按壓兩個按鈕,警告信號會響起。
傳動器就緒可在3秒鐘后接通(在10秒鐘后取消)
再次按壓兩只按鈕,該機開始進入點動模式

注意:一次只可打開一個保護外殼!
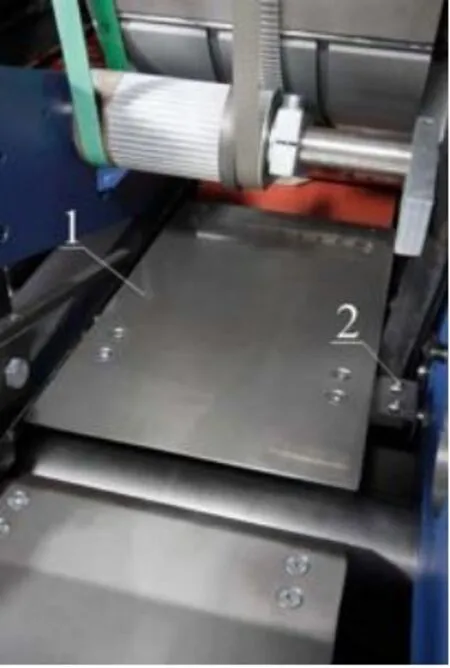
16.11 金屬底板:
在各蓋貼片單元后,安裝一塊金屬底板(1)。
如果由于故障的緣故袋被壓力輥往下拉,則金屬底板移動從而經由接近傳感器觸發生產線停機。
抽出金屬底板(1)以消除塞布。隨后,將金屬底板的導向爪滑到樞軸上并將其往下壓至壓力輥之前。
通過按壓按鈕“Clear main machine”(63)清空該機。
通過縱向移動該板(2)可修改接近傳感器的切換點。
(未完待續,請閱覽本刊2021年第一期)
猜你喜歡
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創新大賽)(2019年12期)2019-11-29 18:26:17
模具制造(2019年7期)2019-09-25 07:30:00
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
知識窗(2015年9期)2015-05-14 09:08:21
商業評論(2014年9期)2015-02-28 04:32:41
中學語文(2013年35期)2013-11-14 03:29:12
移動一族(2008年9期)2008-12-31 00:00:00
看世界(2004年9期)2004-04-29 00:00:00