重載底座焊接工藝研究
2021-01-03 03:44:14吳春德駱新營高楊申晨李臣達曹茂林
電焊機 2021年12期
關鍵詞:焊接變形
吳春德 駱新營 高楊 申晨 李臣達 曹茂林

摘要:隨著科技的進步,大型結構件的焊接已取得很大改善,但對于焊縫質量等級較高、結構復雜重型底座的焊接仍是一大難題,焊接缺陷依然伴隨整個焊接過程,焊縫質量很難達到QJ176B-2016《地面設備熔焊技術條件》中Ⅰ級要求,長期負載使用存在安全隱患。針對這一難題,本文以某型號產品底座為例,從焊接方法選取、焊接過程控制、應力消除等幾個方面著重分析研究,提出了一套能提高焊縫質量、減少焊接變形的工藝方法,使用后底座的焊接取得了顯著成效,焊縫射線探傷Ⅰ級合格率達到90%。該工藝方法在重載底座的成功使用,為焊縫質量要求較高的大型框架類結構件的焊接提供借鑒。
關鍵詞:重載底座;焊接缺陷;焊接變形
中圖分類號:TG457.2? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)12-0071-04
DOI:10.7512/j.issn.1001-2303.2021.12.14
0? ? 前言
在航空航天領域中,底座作為一種常見的大型承載結構件,承載著數百噸甚至上千噸載荷,長期服役于惡劣環境,在交變動載的作用下,焊縫的抗疲勞強度高低直接決定著底座的使用壽命。底座均為大厚板組焊而成,焊縫質量等級按QJ176B-2016《地面設備熔焊技術條件》中Ⅰ級設計。在焊接過程中焊接應力及變形不可避免,焊件冷卻后必然存在殘余應力和應力集中,而這是降低焊接結構疲勞強度的主要因素。實際生產中重載底座多采用MAG焊,焊后經射線探傷,多處出現夾渣、氣孔、微裂紋等缺陷,主要分布在焊縫兩側、根部、交叉焊縫處、層與層之間,無法達到Ⅰ級焊縫要求,多次返修,工作量巨大,嚴重阻礙產品的生產進度,且返修失敗報廢的也不少,損失嚴重。在降本增效的大環境下,必須做出改變[1-5]。
文中提出一套提高焊縫質量、減少焊接變形的工藝方法,使用后底座焊縫射線探傷Ⅰ級合格率可達90%,以期為同類產品的焊接提供經驗。
1 底座材料及其結構分析
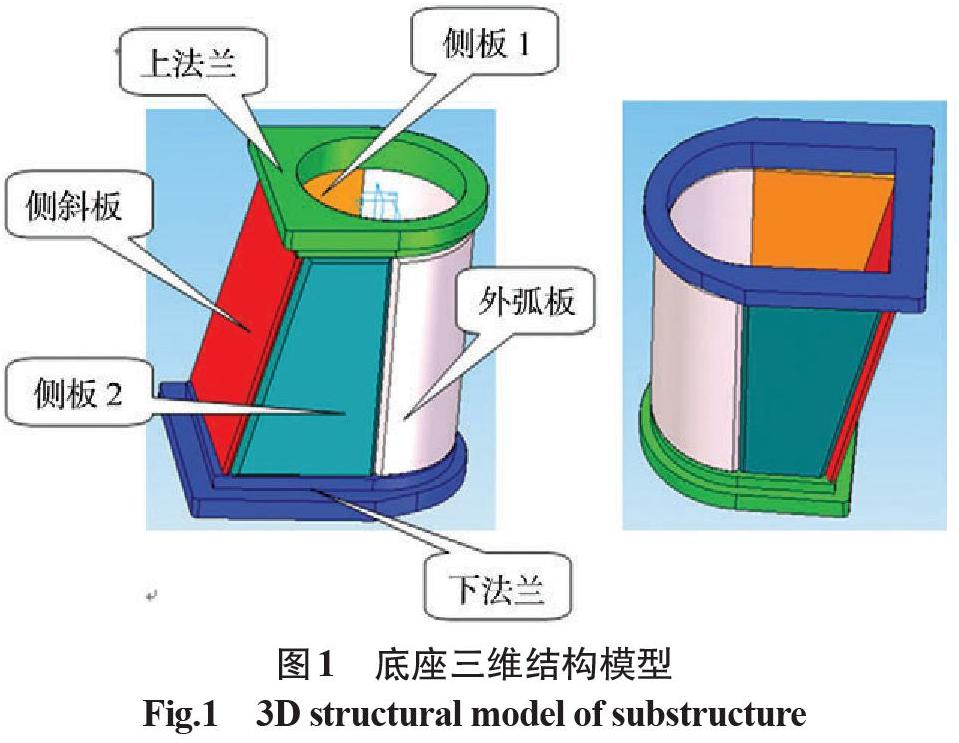
以某產品底座為例,結構如圖1所示,該底座由上法蘭、下法蘭、側板1、側板2、側斜板、外弧板組焊而成,材質均為低合金鋼Q355B。其中上法蘭及下法蘭為110 mm厚的鋼板,側板1、側板2及側斜板為35 mm厚的鋼板。底座涉及的主要接頭有:法蘭與周圈為T型角焊縫,焊腳尺寸20 mm,側板、側斜板、外弧板均為對接焊縫,坡口形式如圖2所示,底座外側、內腔均為坡口焊縫,各焊縫交叉部位存在多處死角,焊接時存在應力集中現象。
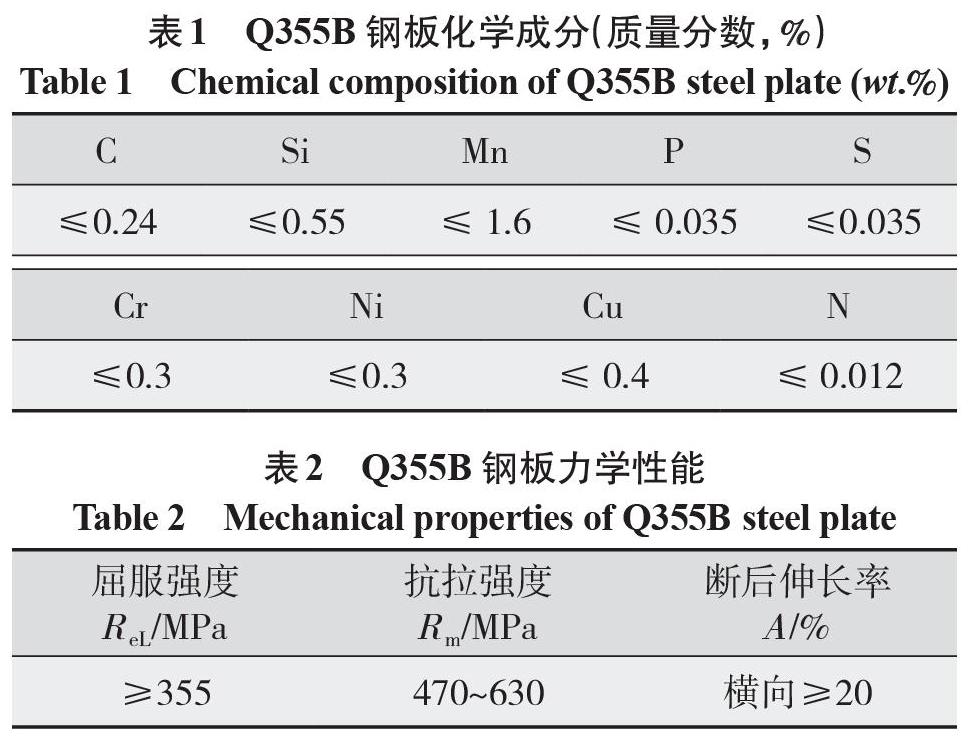
底座母材Q355B鋼,其化學成分和力學性能分別如表1、表2所示。
Q355B碳當量為0.40~0.55,綜合性能良好,塑性和焊接性良好,但存在淬硬傾向,較厚鋼板焊接時必須預熱,避免產生焊接缺陷。
2 底座焊接存在的主要問題
(1)由于底座的各焊縫均為大坡口焊縫,只能采用多層多道焊接,填充金屬多,采用MAG焊,工作量大,效率低。
(2)內腔焊接時產生空氣對流,減弱了保護氣體對熔池的保護,削弱了電弧穩定性,焊縫成形不理想,容易出現焊接缺陷。
(3)內腔焊接中出現磁偏吹現象,電弧不穩定,焊縫成形差。
(4)法蘭厚度在100 mm以上,法蘭與周圈為T型角焊縫,在較大溫度梯度與Z向強制拘束共同作用下易產生層狀撕裂。
(5)外弧板與上下法蘭焊縫的焊接位置變化較大,底座體積、質量較大且形態不規則,很難將所有焊縫調整為平角焊,故焊接過程只能調整焊槍姿態,但頻繁調整容易出現焊接缺陷。
(6)底座內腔空間有限,不宜采用埋弧焊接,而手工焊接焊工的活動范圍、手法及焊槍姿態等均受到限制。
(7)交叉焊縫存在應力集中。
(8)返修時清理夾渣、缺陷困難。重復加熱導致焊縫兩端熱影響區晶粒粗大,塑性、韌性下降。
3 焊接方法選取
目前,大型黑色金屬結構件常用的焊接方法有埋弧焊、CO2氣體保護焊、混合氣體保護焊、焊條電弧焊等。埋弧焊側重用于厚板大坡口、長焊縫、平焊和平角焊,具有電弧及焊縫質量穩定、焊接效率高等優點,是一種比較經濟的焊接方法,在大型結構件焊接中備受青睞。CO2氣體保護焊焊槍輕便、靈活,不受結構形狀和場地限制,但受環境影響較大,抗風能力較差,焊接效率低于埋弧焊,主要應用于坡口較小、短焊縫的焊接。焊條電弧焊可達性較好,可實現全位置焊接,受環境影響較小,但焊接效率低,在生產中很少使用,在其他焊接均不理想的情況下被動使用。
由圖1可知,底座外側平直焊縫外露不受空間限制,平角焊焊接難度小,可充分發揮埋弧焊的優勢,故采用埋弧焊。半圓弧角焊縫焊接位置多變,埋弧焊難以實現全位置焊接,可采用混合氣體保護焊。底座內腔焊接過程中會產生空氣對流,影響電弧穩定性,減弱保護氣體對熔滴、熔池的保護,焊縫成形不理想,混合氣體保護焊受限,可選擇焊接效率稍低,但靈活性強、可達性好的焊條電弧焊,其采用藥皮熔渣保護熔滴和熔池,受空氣流動影響小于氣體保護焊。
4 焊接工藝
底座均為Q355B厚板組焊而成,焊接過程有一定的淬硬傾向,為了避免產生層狀撕裂和裂紋等缺陷,焊前采用中頻感應式或中性火焰對坡口進行150~250 ℃局部預熱。T型接頭焊腳尺寸20 mm,均采用多層多道焊接,焊接順序:先焊外側圓周焊縫,再焊接外側平直焊縫,最后焊內腔焊縫。底座口部焊前加工藝撐桿,以提高口部剛性、減小因剛性不足而產生的扭曲變形。所有焊縫兩端加引弧板和熄弧板,起、熄焊縫長度不小于60 mm。
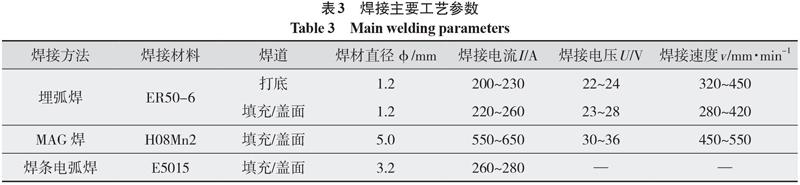
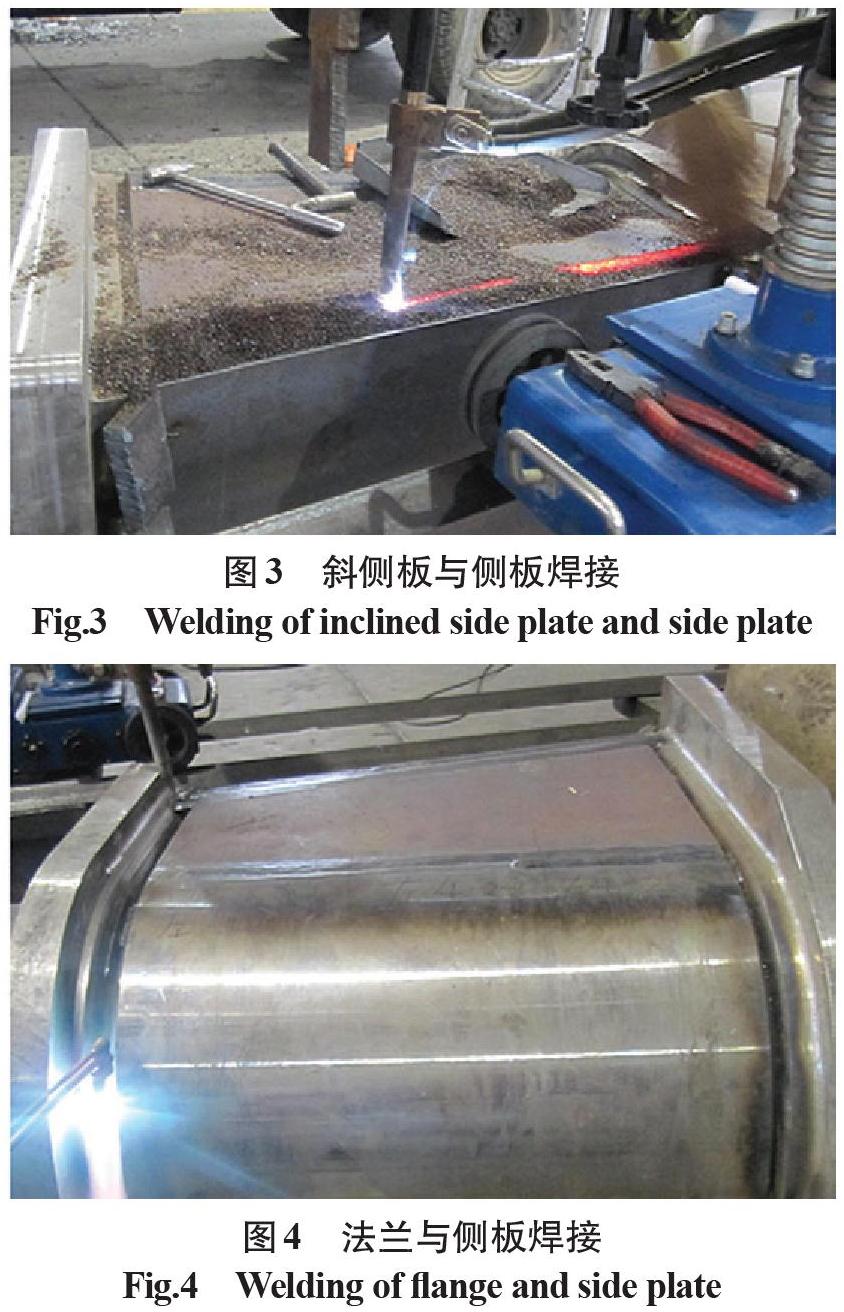
(1)埋弧焊工藝:焊絲采用H10Mn2,φ5 mm,焊劑采用HJ431,焊劑使用前需在300 ℃烤箱中烘干1.5 h,焊絲干伸長10~12 mm,在焊接結束時延遲熄弧時間2~3 s,避免產生弧坑及裂紋,焊接工藝參數見表3,焊接過程如圖3、圖4所示。
(2)MAG焊工藝:單純使用CO2氣體,飛濺較大,清渣工作量大,因此適當加入氬氣提高電弧穩定性。選用φ(CO2)20%+φ(Ar)80%混合氣體進行保護,氣體流量為15~20 L/min,其他參數見表3。焊前注意清理焊縫兩側水分、油污、鐵銹等,防止氫氣孔的產生。焊接手法采用上坡焊,焊接過程需不斷挑弧,增加熔深,電弧到焊縫兩端應適當停留2~3 s,避免焊縫兩端出現未熔合現象。焊完一道停止焊接,待焊縫緩冷,焊道溫度略高于預熱溫度后再開始下一道焊接。進行下一層焊接前,需用鋼絲刷清理飛濺和雜質。蓋面焊時采用較大電壓保證蓋面焊縫熔寬,焊接過程如圖5所示。
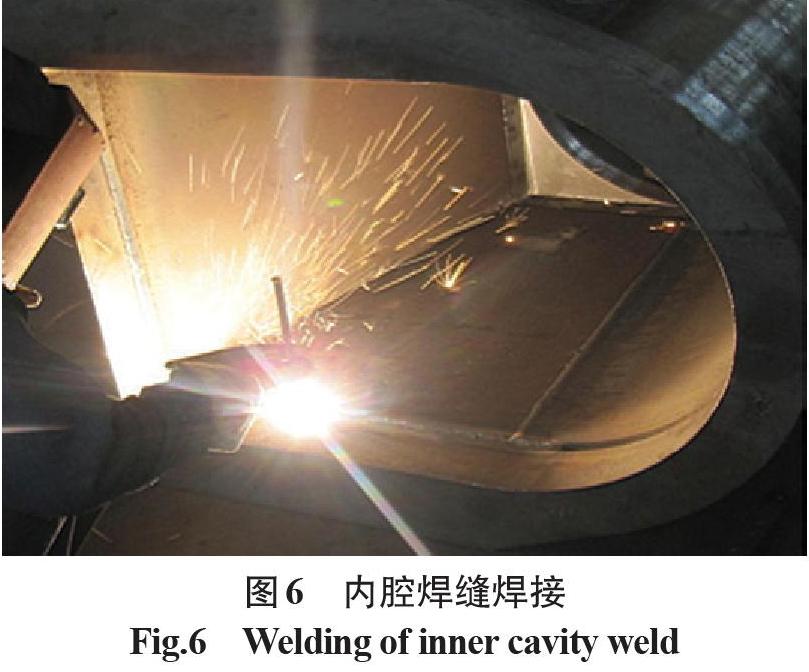
(3)焊條電弧焊工藝:采用直流焊機,堿性焊條E5015,φ3.2 mm,其他參數見表3,焊條使用前放置于保溫箱烘干,烘干溫度300~500 ℃。焊接前,內腔焊縫需碳弧氣刨清根,清除焊接缺陷,并用角膜機去除積碳層。將焊機推力電流調整至最小可適當減少焊接過程中的磁偏吹現象。施焊過程盡量采用短弧焊接,焊條與熔池之間的距離控制在2~3 mm,便于清楚地觀察熔池形態,及時發現過程缺陷。電弧在焊縫中間擺動稍快,坡口兩邊適當多停留1~2 s,確保焊縫成形為向下半圓弧形狀,可有效防止坡口兩邊出現夾渣、未焊透、未熔合等現象。焊接過程如圖6所示。
5 焊接殘余拉應力的控制與消除
底座作為大型重載焊接結構,其焊接結構復雜,不僅存在較高的拉伸殘余應力,且焊縫部分存在焊趾缺陷、接頭應力集中,單一方法很難有效控制,需采用多種方法相結合,多步驟、多工序預防、控制,并貫穿整個焊接過程。首先焊前對焊縫兩側進行局部預熱,預熱溫度150~250 ℃,以減小焊接接頭的冷卻速度,從而達到減小焊接應力的目的。每焊完一道焊縫,沿著焊縫進行錘擊,釋放焊接應力,錘擊之后立即使用石棉布對焊縫進行保溫,緩冷一段時間再進行下一道焊接。焊后處理:三軸交叉焊縫采用TIG焊進行重熔,即用TIG焊將焊趾重新熔化,清除可能存在的咬邊、夾渣等缺陷,同時形成過渡均勻的重熔區,減少應力集中,改善焊接接頭疲勞強度;其余焊縫則采用角磨機進行打磨,清除尖角,使焊縫圓滑過渡,避免尖角產生的應力集中。為了更大程度地消除殘余應力,最后一道工序采用振動時效來消除焊接殘余應力。通過焊前預熱、焊接過程控制、焊后焊縫打磨、TIG重熔、振動時效等多種方法進行處理后,采用磁性法對底座焊縫進行殘余應力測量,結果發現,殘余應力明顯降低,顯著增強了焊縫抗疲勞能力,提高了底座壽命。
多次采用上述焊接方法及焊接工藝規程進行試驗,焊后采用射線探傷和超聲波探傷,對焊縫進行無損檢測未發現裂紋,90%焊縫達到了QJ176B-2016《地面設備熔焊技術條件》的Ⅰ級要求,有效減少了返修次數,提高了焊縫質量,對焊縫的抗疲勞性有較大的改善。
6 結論
(1)大型重載底座結構復雜,長期重載服役,對焊縫質量要求很高,單一的焊接方法已無法保證底座的焊縫質量,返修工作量大且困難,返修多次重復加熱,會導致熱影響區晶粒粗大,塑性和韌性降低,脆性增大,后續在動載荷的作用下很容易發生脆性斷裂。根據底座結構形式采用不同的焊接方法,合理的焊接規范可以更好地保證焊縫質量。
(2)焊縫正面焊完,背面清根,去除焊縫缺陷、夾雜后再進行背面焊縫焊接,可提高焊縫質量。
(3)焊接內腔過程中產生空氣對流,影響電弧穩定性、對熔池防護不利,不宜采用混合氣體保護焊。
(4)焊縫的抗疲勞性較差主要源于焊接內應力。可通過焊前預熱、錘擊焊道、打磨圓滑焊縫、振動時效等方法,分步多重控制消除焊接應力,最后達到基本消除殘余應力的目的,提高焊縫的抗疲勞能力。
參考文獻:
陳祝年,陳愛茂.焊接工程師手冊[M].北京:機械工業出版社,2018.
劉云龍.焊工技師手冊[M].北京:機械工業出版社,1998.
唐國強.大型結構件焊接變形控制[J].現代礦業,2017(2):158-165.
張劍峰,孫立雄,袁俊,等.京滬高速南京大勝關長江大橋鋼梁焊接技術[C].第十四次全國焊接學術會議論文集,2009.
張少伍,范湘生,賀龍明,等. Q345C鏟運機大臂的焊接工藝[J].熱加工工藝,2012(17):193-195.
猜你喜歡
建筑建材裝飾(2016年8期)2016-12-29 22:04:46
機械制造文摘·焊接分冊(2016年2期)2016-12-23 21:02:08
科學與財富(2016年18期)2016-12-22 18:18:55
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科教導刊·電子版(2016年8期)2016-06-27 19:02:14
北極光(2016年2期)2016-04-29 22:39:00
中國科技博覽(2016年9期)2016-04-25 20:31:19
中國科技博覽(2016年7期)2016-04-25 15:41:57
哈爾濱理工大學學報(2015年3期)2015-09-21 10:37:19
科技與創新(2015年17期)2015-09-11 05:41:15
