基于參數化等距劃分的蒙皮刀路自動生成研究
2020-12-07 06:08:03周六信張立強殷亞斌李宇昊
計算機時代
2020年11期
周六信 張立強 殷亞斌 李宇昊
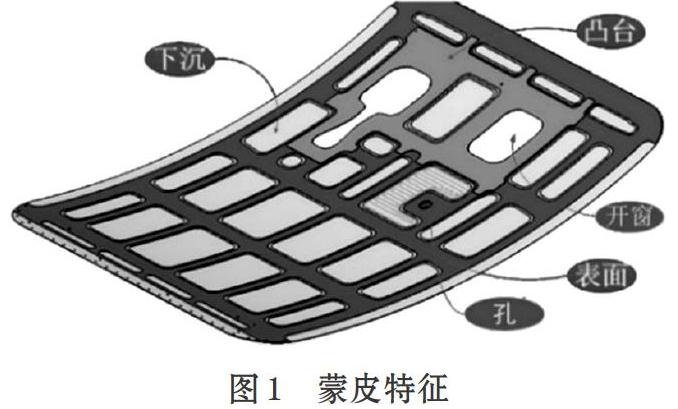
摘? 要: 針對蒙皮鏡像銑技術加工過程中極易產生變形的問題,對蒙皮輪廓信息獲取、轉換、參數化和刀軌生成技術進行研究。基于CATIAV5平臺,創新的提出了一種適用于對內部無凸臺的減薄特征蒙皮進行參數化等距劃分的蒙皮刀路自動生成算法,使用VS2015/C++開發實現。以具典型的飛機蒙皮工件進行驗證,該方法對絕大多數的飛機蒙皮加工系統適用。
關鍵詞: 蒙皮鏡像銑技術; 蒙皮; 等距劃分; 刀路自動生成算法
中圖分類號:TG666? ? ? ? ? 文獻標識碼:A? ? ?文章編號:1006-8228(2020)11-01-06
Abstract: In order to solve the problem of deformation in the processing of skin image milling technology, the technology of skin contour information acquisition, conversion, parameterization and tool rail generation was studied. Based on CATIAV5 platform, an innovative skin cutting path automatic generation algorithm, which is suitable for parametric equidistance division of thin feature skin with no internal lug, is proposed. VS2015/C++ is used for development. The method is verified with a typical aircraft skin workpiece, and it is suitable for most aircraft skin processing systems.
Key words: skin image milling technology; skin; equidistant division; automatic knife path generation algorithm
0 引言
近年來由于航空航天、汽車交通、大型裝備等行業的快速發展,大型曲面蒙皮和壁板的使用越來越廣泛。在蒙皮壁板類零件數控加工時,往往為了減少空走刀,要求刀路無抬刀;為了縮小刀路長度,一般要求刀路減少交叉,為了提高加工效率,刀路步距不能過小。2005年,根據刀路屬性連接環切刀路,實現刀路的無抬刀、無重復刀路、自自動執行要求,郝泳濤等[1]提出了一種無抬刀的平行輪廓刀路優化算法,定義了“刀路環樹”的概念。2009年,Ren[2]提出了一種基于再參數化的刀路生方法,針對輪廓特點對螺旋刀路的步距進行調整,使得刀路變化穩定,獲得更好的加工效果,生生了無抬刀、無交叉、無留距且均勻的刀路。2010年,張鳴[3]提出了一種效率更高的環切刀路連接方法,不僅計算簡便,而能處理含有凸臺等復雜情況,實現了刀路完全沒有退刀。2011年,Hauth S, Linsen L[4]在單螺旋刀路的基礎提出了雙螺旋曲線,更利于區域刀路填充,便于區域間刀路的連接。……
登錄APP查看全文
