堆焊工藝對曲軸軸頸堆焊合金組織性能的影響
2020-12-01 05:25:58王守忠劉玉瑩
商丘職業技術學院學報 2020年5期
王守忠,朱 凱,劉玉瑩
(商丘職業技術學院,河南 商丘 476100)
引言
曲軸是車用發動機的重要部件之一.工作時它將活塞的直線往復運動轉換成需要輸出的圓周運動.曲軸連續運轉時,承受著周期變化的壓力、慣性力和扭轉振動.其主要失效形式是軸頸磨損,從而使發動機工作時的振動和噪聲增大,油耗增加.曲軸重量約為發動機的10%,成本約為整機的10%-20%[1],曲軸若因軸頸磨損失效而報廢,通常帶來的經濟損失是很大的.采用表面堆焊技術可使失效的曲軸再生,對于延長其使用壽命,減少經濟損失具有重要的現實意義.
目前, 磨損超差的曲軸軸頸的堆焊再制造多以手工操作為主.手工堆焊工藝,設備簡單,操作靈活方便,應用面廣,可以焊接直縫、環縫和各種曲線焊縫等,但堆焊層厚度均勻性差,非生產性焊接材料消耗量大,焊后機械加工量大,成本高.當堆焊材料的力學性能達不到曲軸的要求時,還需再采用熱處理的方法加以改善或提高,這造成曲軸變形量較大,增加了曲軸矯正量,易引起曲軸表面產生裂紋,且常需對堆焊再制造好的曲軸進行二次堆焊.由于堆焊熱輸入量相對較大,常會引起連桿軸頸與主軸頸的平行度誤差及兩端主軸頸的同軸度誤差增大,同時也會惡化熱影響區組織等[2],從而降低堆焊再制造曲軸的使用性能和壽命.因此,要想提高磨損超差的曲軸軸頸再制造質量,降低生產加工成本,必須采用一定的方法和手段,以提高堆焊層厚度均勻性、力學性能,減少后續熱處理工序.
研究表明,焊層厚度的均勻性主要與焊接速度的一致性有關,由于手工焊接時,易受到技術水平、疲勞程度、生理極限等主客觀因素的影響,即使是高技術水平的焊工,也難以在較長時間保持焊接速度的一致性.隨著電子技術、計算機技術、數控技術的發展,自動焊接技術應運而生,周方明[3]等對排氣閥凹槽機器人自動化堆焊工藝設計,白潔[4]等對復雜曲面零件自動堆焊制造技術進行的試驗研究,對于提高焊層厚度的均勻性做出了杰出的貢獻.
要減少曲軸焊后熱處理工序,必須采用優質焊絲和一定的焊接工藝來提高堆焊合金的力學性能,從而達到,甚至超過原曲軸的質量.Fe-Cr-C-B堆焊合金由于具有抗磨性好、原料來源廣泛且價格低廉等優點,而被廣泛應用于工業生產各領域中[5-6].硼碳化物的網狀結構嚴重割裂基體,所造成的材料韌性不足[7], 從而導致堆焊合金抗疲勞磨損性能下降,引起了廣大科技工作者高度關注與研究.文獻[8-9]通過機械攪拌、低頻脈沖磁場和添加Ti、稀土合金元素等方法,來改善或提高Fe-Cr-C-B堆焊合金的韌性;彭思源[10]等研究了合金元素對藥芯焊絲堆焊層組織和性能的影響,但目前有關焊后采用不同的冷卻工藝來改善或提高Fe-Cr-C-B系堆焊合金耐磨性的研究鮮見報道.
為了提高曲軸焊層厚度的均勻性和力學性能,省略焊后熱處理工序,筆者參考已有的研究成果[11-13],在若干次試驗的基礎上,優化設計研制出了一種多元強化Fe-Cr-B-C自保護藥芯焊絲和曲軸裝夾裝置.以某發動機軸頸磨損超差曲軸為例,將被再制造的曲軸裝夾用在改裝后的曲軸加工專用數控車床上,采用明弧堆焊與快冷工藝相結合的方法,在曲軸頸表面制備出了高強韌性Fe-Cr-B-C堆焊合金層.通過快冷與空冷堆焊層的組織性能和臺架耐磨性試驗,重點分析研究了多元強化Fe-Cr-B-C堆焊合金焊后快冷工藝的耐磨性機理,力圖為提高磨損超差曲軸軸頸的再制造質量、降低生產加工成本提供參考.
1 試驗材料與方法
1.1 試驗材料
自制的自保護藥芯焊絲由鋼帶和藥粉組成.鋼帶選用低碳鋼H08A,尺寸為10 mm×0.3 mm,優化設計的藥粉化學成分,如表1所示,并添加少量CaF2、CaO、Al2O3和Al粉末作為造渣劑,所有藥粉通過100目過篩后,烘干、混合、攪拌均勻,包粉率控制在45%,采用藥芯焊絲成形機經軋制、減徑和拉拔等工序,制成Ф1.6 mm的藥芯焊絲.

表1 Fe-Cr-B-C 堆焊藥芯焊絲的化學成分 (質量分數,%)
試驗用的某多缸發動機曲軸由45號鋼鍛制而成,熱處理工藝為高頻淬火,顯微組織為針狀馬氏體+板條馬氏體+殘余奧氏體,軸頸硬度為(52-62)HRC,連桿軸頸標準尺寸為Φ65 mm-0.013 mm, 主軸頸標準尺寸為75 mm-0.013 mm.失效后的曲軸的連桿軸頸平均尺寸為63.45 mm, 主軸頸平均尺寸為73.96 mm,已超過技術要求的連桿軸頸達63.48 mm,主軸頸達73.98 mm時的報廢尺寸.在專用數控機車床上將曲軸軸頸圓整,主軸頸直徑減少0.5 mm,連桿軸頸減少1 mm,考慮到堆焊層質量和焊后加工余量,主軸頸焊層厚度不得小于1.5 mm,連桿軸頸堆焊層厚度不得小于2 mm.
1.2 試驗方法
通過自制的曲軸裝夾裝置,將被再制造的曲軸裝夾用在因加工精度下降而報廢的曲軸加工專用某數控機車床上,采用MZ-1000型交流焊機和自制的多元強化Fe-Cr-B-C自保護藥芯焊絲,先堆焊連桿軸頸,后堆焊主軸頸.當上一道焊層冷卻至150 ℃-200 ℃時堆焊下一道焊層,直到達到焊層厚度要求.焊后,一部分曲軸軸頸空冷至室溫(以下簡稱空冷),另一部分曲軸軸頸空冷至1000 ℃左右時(鉑銠30-鉑銠6熱電偶測溫)采用多噴頭噴水冷卻至室溫(以下簡稱快冷).堆焊時,電壓的選擇由焊絲成分和電弧長度而定,電流的大小根據送焊絲速度和焊絲直徑而定,在電流、電壓一定的情況下,堆焊速度影響熱輸入量的大小,取決于堆焊速度.電壓越高,電流越大,堆焊速度低時,曲軸堆焊產生彎曲、扭轉等變形量越大.經過多次試驗和計算,優化后的堆焊工藝參數,如表2所示.

表2 曲軸堆焊工藝參數
為了便于觀察測試空冷和快冷堆焊合金的組織性能,按照上述的冷卻方法,分別在45號鋼板上堆焊出25 mm×25 mm×120 mm試樣若干個,水冷條件下用線切割法分別從空冷和快冷試樣上切取20 mm×20 mm×110 mm純堆焊合金無缺口試樣若干個,在JB30A型擺錘式沖擊試驗機上測試其沖擊韌性;將沖斷后的沖擊試樣,經磨制和拋光后做成SEM試樣,經4%硝酸、酒精腐蝕或三氯化鐵溶液深腐蝕后,用JSM-7001F場發射掃描電鏡(附帶EDS)觀察分析堆焊合金微觀組織形貌;采用D/MAX-PC2500型X 射線衍射儀進行物相定性分析;用HR-150A型硬度計測量表面硬度,用HMV-G21ST型顯微維氏硬度計測量顯微硬度,用外徑千分尺測量軸頸尺寸,用磨損量表示耐磨性.實驗結果均取3次測試的平均值.
2 試驗結果與分析
2.1 機床的改裝與曲軸的安裝
根據表2中的曲軸轉速和焊槍移動速度的要求,在帶動車床的電動機和從動皮帶輪之間加裝一個減速器,使其傳動比在堆焊曲軸連桿軸頸時,保證車床主軸的轉速為2.7 r/min-3.0 r/min,在堆焊曲軸主軸軸頸時保證車床主軸的轉速為2.5 r/min-2.7 r/min.設定車床刀架在主軸每轉一轉時的軸向位移(即焊槍移動速度)為4 mm-4.5 mm.為了保證焊絲送給穩定,在減速器內加裝一對傳動比為13的輔助齒輪,用以保證焊頭機構在較大的牽引力下穩定的工作.焊槍固定在車床的刀架上,而曲軸是相對焊槍做旋轉運動,焊接速度可通過焊槍的軸向移動量予以控制,焊接主軸頸時設定焊槍只作軸向直線運動,焊接連桿軸頸時設定焊槍一邊作軸向直線運動,一邊作縱向運動,縱向進給運動的運動軌跡可通過如下的數學模型予以控制:H=Ecos(式中:H為焊絲伸出端部到軸頸中心線的距離,E為曲拐半徑,R為連桿軸頸半徑,θ為曲拐旋轉角度),這樣有利于保證堆焊層厚度的均勻一致性,減少非生產性焊接材料消耗和焊后機械加工量,降低生產成本.
為了盡可能地減少曲軸堆焊時的變形,如圖1所示,曲軸的一端通過專用的固定卡頭固裝在車床卡盤上,另一端通過自制的圓盤、圓柱銷和支架予以支撐,圓柱銷安裝在支架上,支架固定在車床或地面上,圓盤裝在曲軸的端部,通過圓盤上圓孔與圓柱銷和支架連接在一起,只對曲軸起支撐作用,而不起限位作用.當被堆焊的曲軸受熱伸長或冷卻縮短時,曲軸可通過圓盤上圓孔沿圓柱銷自由移動,從而減少曲軸堆焊時產生彎曲、扭轉等變形.
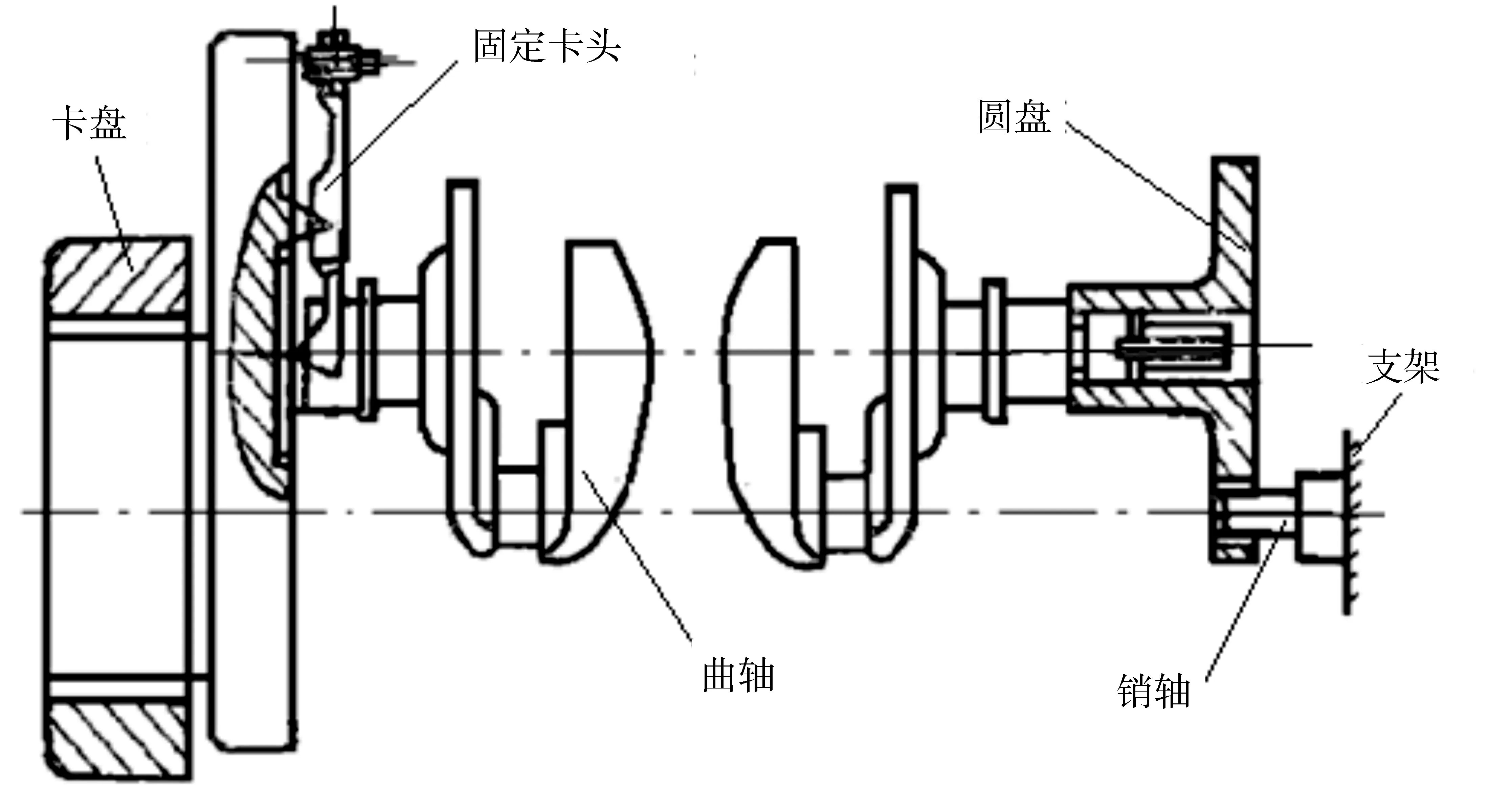
圖1 曲軸安裝示意圖
2.2 空冷堆焊合金的試驗結果
空冷Fe-Cr-B-C堆焊合金的掃描電鏡形貌如圖2所示,xRD物相定性分析結果如圖3所示.
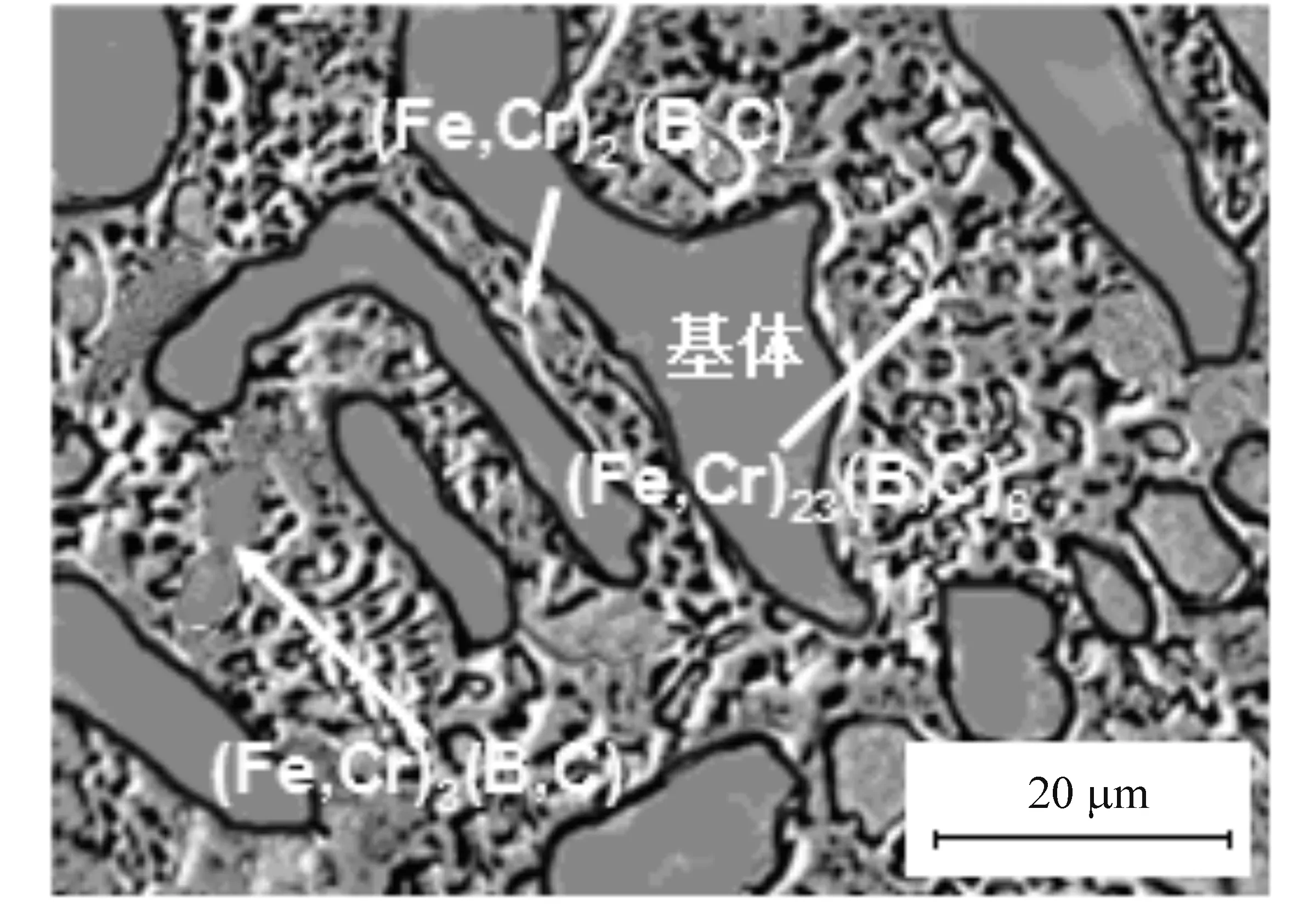
圖2 空冷Fe-Cr-B-C堆焊合金的金相組織
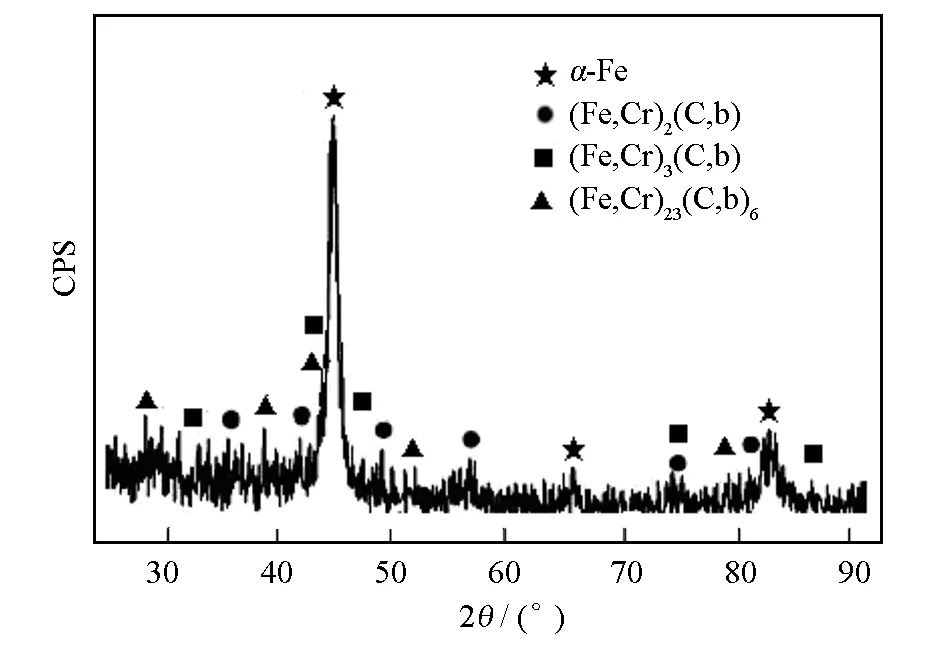
圖3 空冷堆焊合金的xRD分析結果
由圖2可見,堆焊合金的金相組織由不規則塊條狀灰色基體和大量灰白色的網狀硼碳化物組成.由圖3可知,灰色基體主要為馬氏體,由于馬氏體轉變的不完全性,基體中還將含有少量殘余奧氏體[14].灰白色硼碳化物分別為(Fe,Cr)2(B,C)、(Fe,Cr)3(B,C)和(Fe,Cr)23(B,C)6.(Fe,Cr)3(B,C)和(Fe,Cr)23(B,C)6位于(Fe,Cr)2(B,C) 硼碳化物與基體之間,使得(Fe,Cr)2(B,C) 硼碳化物的網絡更為連續和緊密,嚴重地破壞了基體的連續性,這將會給堆焊合金的韌性帶來負面影響.
2.3 快冷堆焊合金的試驗結果
快冷Fe-Cr-B-C堆焊合金掃描電鏡形貌如圖4所示,xRD物相定性分析結果如圖5所示.由圖4可見,快冷堆焊合金仍然由不規則條塊狀灰色基體和大量灰白色的網狀硼碳化物組成.xRD物相定性分析結果表明,灰色基體由馬氏體+殘余奧氏體組成,灰白色的硼碳化物分別為(Fe,Cr)2(B,C)和(Fe,Cr)23(B,C)6.(Fe,Cr)23(B,C)6硼碳化物處于基體與(Fe,Cr)2(B,C)硼碳化物之間,將基體與(Fe,Cr)2(B,C) 硼碳化物粘連在一起.與圖2相比,其組織尺寸明顯細小化,硼碳化物分布趨于均勻化,硼碳化物局部區域有頸縮和斷網現象,硼碳化物的種類也由三種減少為兩種,(Fe,Cr)3(B,C)硼碳化物消失,硼碳化物體積分數明顯減少,基體的連續性明顯增強,這將有利于改善或提高堆焊合金的韌性[15].
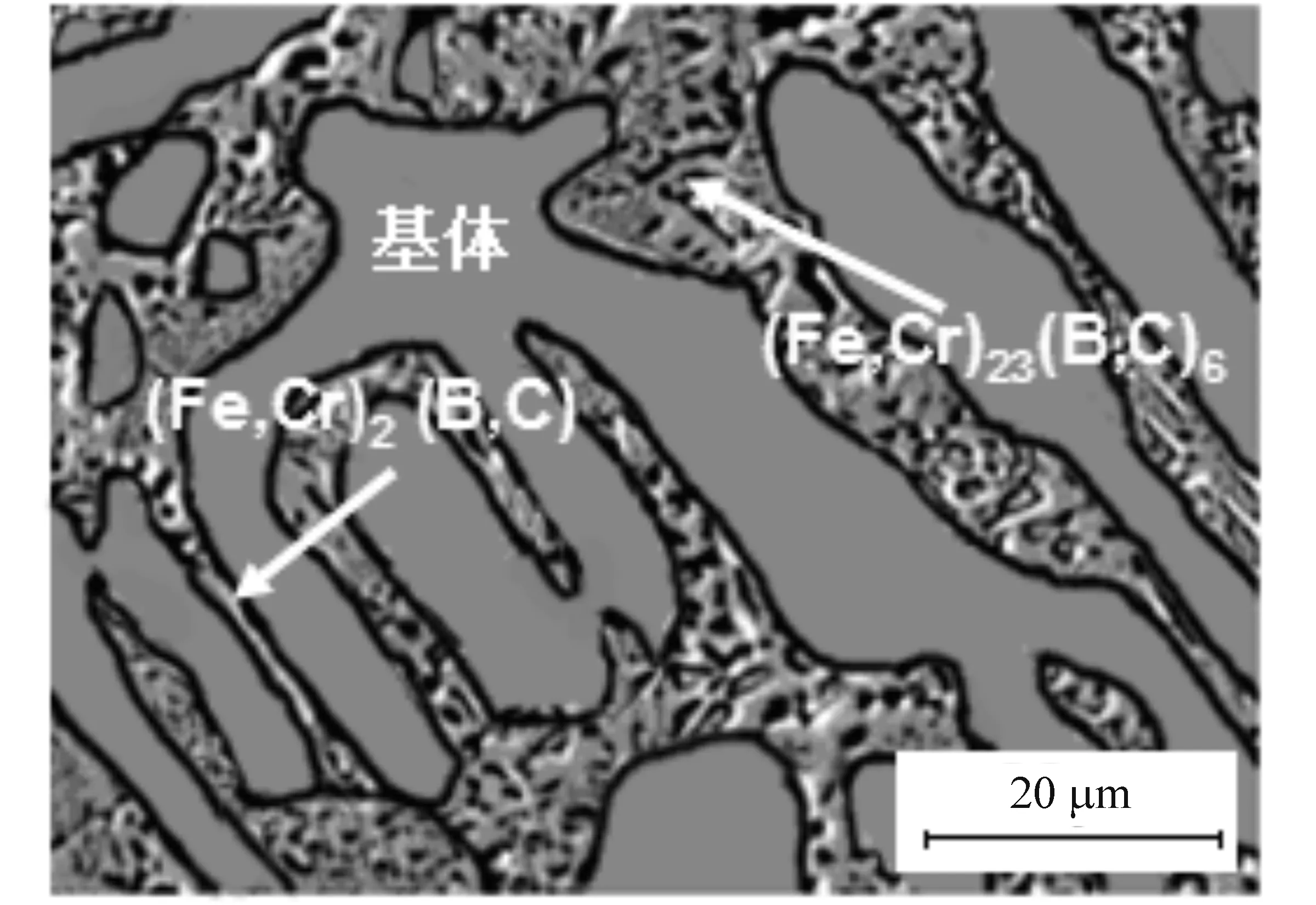
圖4 快冷Fe-Cr-B-C 堆焊合金的金相組織
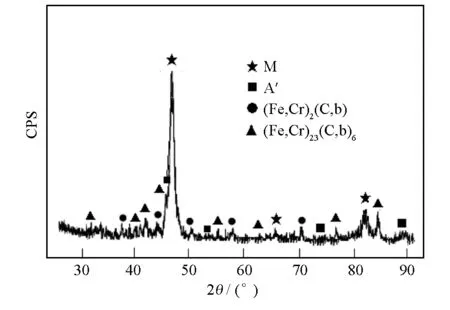
圖5 快冷堆焊合金的XRD分析結果
2.4 堆焊合金的力學性能測試結果
焊后空冷和焊后空冷至1000 ℃時再快冷堆焊宏觀實物照片如圖6所示.由圖6可知,兩種堆焊層外形均勻,焊道與焊道、焊道與基本金屬之間焊接過渡平滑,堆焊層表面無裂紋、焊瘤、燒穿、凸凹等缺陷.通過采用射線探傷檢驗,堆焊層內部沒有氣孔、夾渣、裂紋及未焊透等缺陷.由于堆焊設備、焊絲、方法以及堆焊工藝參數等基本相同,只是焊后冷卻方式不同,因此,兩種堆焊層外形上差別不大.但由于焊后冷卻方式不同,其力學性能必然會存在著一定的差異性.
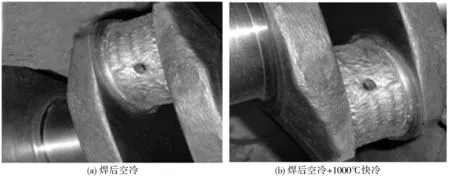
圖6 曲軸堆焊宏觀實物圖
空冷和快冷的力學性能測試結果如表3所示.由表3可知,空冷和快冷堆焊合金的基體顯微硬度與板條馬氏體的顯微硬度相近,由此可以推斷,堆焊合金空冷和快冷基體組織中的馬氏體均為板條馬氏體[16].另外,快冷堆焊合金的表面硬度以及沖擊韌性也都明顯高于空冷堆焊合金.這主要是因為空冷時,由于冷速較低,持續高溫下堆焊合金中各組成相生成、長大較為充分,組織尺寸較為粗大,二次硼碳化物析出的種類和數量較多, 因此,空冷堆焊合金的硬度低、脆性大;而快冷時,由于冷卻速度相對空冷提高,堆焊合金的過冷度增大,則形核率提高,使已結晶出的初生(Fe,Cr)2(B,C)硼碳化物的生長傾向減緩,后續沉淀析出的二次硼碳化物和轉變生成的馬氏體尺寸也細小化,二次硼碳化物析出的種類和數量也相應減少,所以快冷曲軸軸頸堆焊合金的硬度和沖擊韌性相對于空冷曲軸軸頸堆焊合金分別提高了5 HRC和6.4 J/cm2.

表3 力學性能測試結果
2.5 耐磨性試驗結果與分析
為了比較空冷、快冷再制造曲軸和原裝曲軸的耐磨性,分別將它們安裝在柴油機試車臺上,在相同的實驗條件下進行全速全負荷臺架對比試驗.經45 h可靠性試驗后,檢測不同曲軸軸頸磨損量.經測試計算,原裝曲軸各軸頸的平均磨損量為0.015 mm,快冷再制造曲軸各軸頸的平均磨損量為0.010 mm,空冷再制造曲軸各軸頸的平均磨損量為0.012 mm,空冷和快冷再制造曲軸表面的耐磨性相對于原裝曲軸分別提高了25%和50%.這是因為曲軸在正常使用條件下, 曲軸軸頸表面的磨損形式主要為擦傷磨損和疲勞磨損.擦傷磨損量的大小主要取決于材料的硬度,而抵抗疲勞磨損的能力主要決定于材料的硬度和韌性.原裝曲軸軸頸表面組織為針狀馬氏體+板條馬氏體+殘余奧氏體,軸頸表面硬度在52 HRC-62 HRC之間.針狀馬氏體硬脆性較大,韌性差,硬度也較低,因此其抗擦傷磨損和疲勞磨損能力均較低,所以原裝曲軸軸頸表面磨損量較大.而空冷和快冷多元強化Fe-Cr-B-C堆焊合金組織由板條馬氏體+殘余奧氏體+不同類型的硬質硼碳化物組成.空冷再制造曲軸軸頸表面硬度為62 HRC,與原裝曲軸軸頸表面最高硬度相當,快冷再制造曲軸軸頸表面硬度為67 HRC,高于原裝和空冷曲軸軸頸表面最高硬度,當曲軸軸頸與對磨偶件摩擦磨損時,分布在板條馬氏體基體上硼碳化物硬質相可起到抵抗磨損的骨架作用,高強韌性的板條馬氏體基體在吸收各種應力、應變以及提高抗裂紋形成與擴展和抗磨性的同時,可對硬質相硼碳化物起到強有力的支撐或包裹作用,可充分發揮硼碳化物硬質相的抗磨作用,因此,通過空冷和快冷再制造的曲軸軸頸表面的耐磨性均優于原裝曲軸軸頸表面.由于快冷曲軸軸頸堆焊合金的硬度和沖擊韌性相對于空冷曲軸軸頸堆焊合金分別提高了5 HRC和6.4 J/cm2,所以其耐磨性比空冷再制造曲軸軸頸表面更為優良.自研制的多元強化Fe-Cr-B-C自保護藥芯焊絲和堆焊工藝性價比良好,值得借鑒.
3 結論
1)通過對專用數控車床進行改裝和利用自制的曲軸裝夾裝置能夠實現曲軸軸頸堆焊合金層厚度的均勻性,減少堆焊材料非生產性消耗和曲軸堆焊變形量,降低生產成本.
2)空冷再制造曲軸軸頸堆焊合金組織由板條馬氏體+殘余奧氏體基體和(Fe,Cr)2(B,C)、(Fe,Cr)3(B,C)、(Fe,Cr)23(B,C)6硼碳化物組成,表面硬度為62 HRC,沖擊韌性為6.8 J/cm2.
3)快冷再制造曲軸軸頸堆焊合金組織由板條馬氏體+殘余奧氏體基體和(Fe,Cr)2(B,C)、(Fe,Cr)23(B,C)6硼碳化物組成.相對于空冷試樣,組織尺寸更為細小化,硼碳化物種類和體積分數均減少,局部出現頸縮甚至斷網現象,分布均勻性提高,表面硬度提高了5 HRC,沖擊韌性提高了6.4 J/cm2.
4)在相同的臺架實驗條件下,原裝曲軸各軸頸的平均磨損量為0.015 mm,快冷再制造曲軸各軸頸的平均磨損量為0.010 mm,空冷再制造曲軸各軸頸的平均磨損量為0.012 mm,空冷和快冷再制造曲軸的耐磨性相對于原裝曲軸分別提高了25%和50%.研制的自保護藥芯焊絲和堆焊工藝性價比良好,值得借鑒.