時速160 km“復興號”動車組控制車車體總成工藝淺談
2020-10-30 04:53:34謝紹興辛志斌范欽磊王善俊閆學良
軌道交通裝備與技術
2020年4期
關鍵詞:鋼結構
謝紹興 辛志斌 范欽磊 王善俊 閆學良
(中車南京浦鎮車輛有限公司技術工程部 江蘇 南京 210031)
時速160 km動力集中電動車組屬于全新的重大研制項目,是普速鐵路提檔升級的重要支撐裝備,屬于“復興號”系列,其研制輸出是快速化鐵路運輸市場需求的必然趨勢,該動力集中電動車組分為短編組和長編組2種類型,其中:短編組含控制車、普通座車、普通座車播音車、餐座合造車(餐吧式),長編組含普通座車、普通臥車、包間臥車、餐座合造車(廚房式)。8種車型中,控制車車體制造難度最大,以下將針對該車型的車體結構及組裝焊接工藝進行分析。
1 控制車車體介紹
車體鋼結構主要材質為鎳鉻系耐候鋼,另外還有部分普通碳素鋼、不銹鋼,結構采用筒形整體承載結構, 主要由底架、側墻、車頂、端墻、司機室結構等組成,主要焊接方式為熔化極活性氣體保護電弧焊(MAG),焊縫接頭包含T型接頭、板對接等。車體采用模塊化和輕量化設計、制造,各模塊間通過焊接連接成一個整體。控制車車體外輪廓如圖1所示。
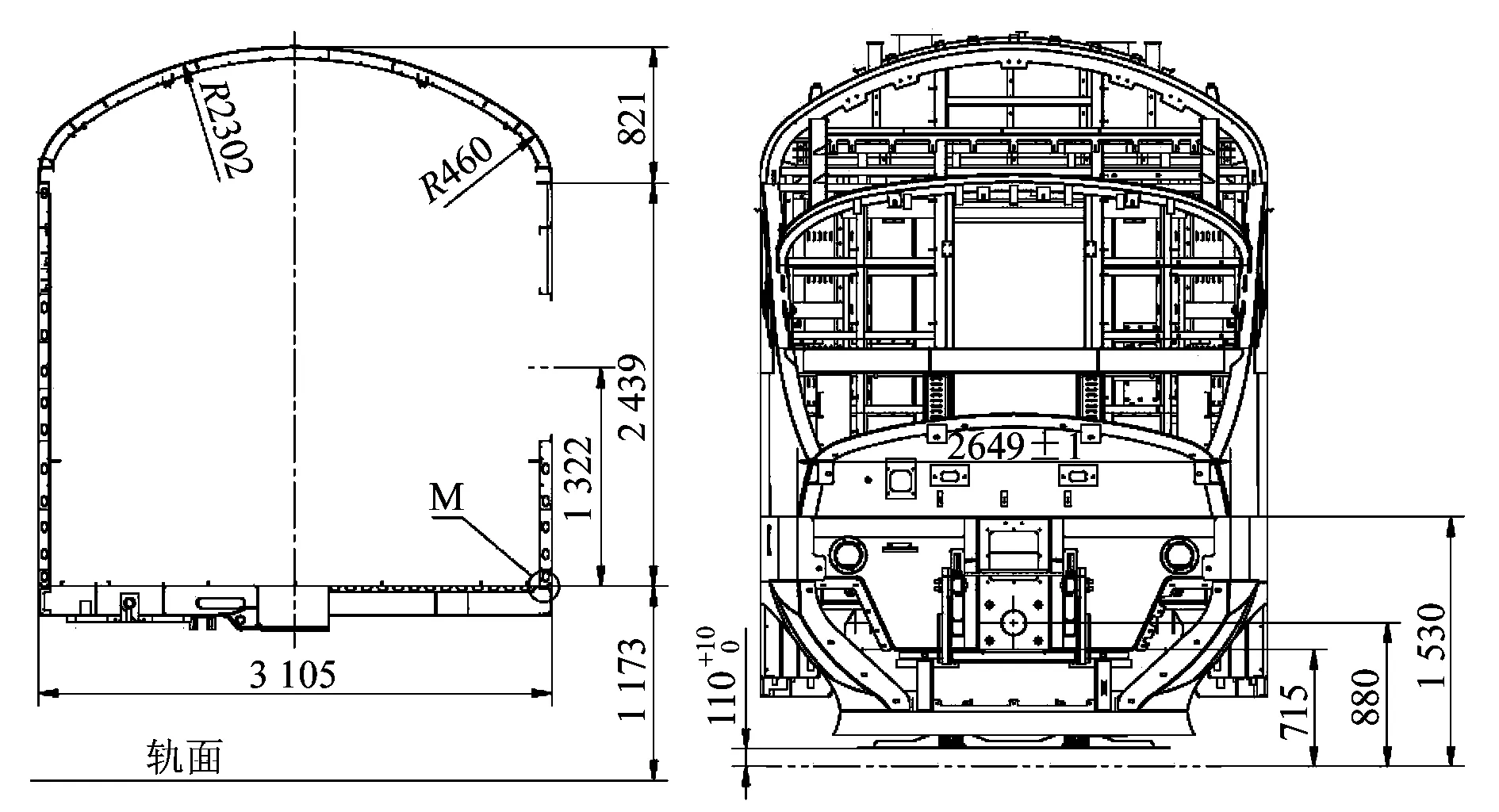
圖1 控制車車體外輪廓
控制車車體總成組焊工藝主要是將底架、側墻、端墻、車頂、司機室鋼骨架、排障器及司機室裙板七大部件組裝焊接成一體后,通過調修保證尺寸及外觀質量,工藝流程如圖2所示。

圖2 控制車車體組焊工藝流程
2 大部件的主要結構及制造工藝特點概述
(1)底架鋼結構。主要由前端、(司機室)邊梁、端牽枕、橫梁、中部構架、地板及配件等組成,相互之間通過焊接連為一體;……
登錄APP查看全文
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年9期)2021-07-16 07:10:58
石油化工建設(2018年1期)2018-07-10 09:49:50
電站輔機(2017年3期)2018-01-31 01:46:40
中國公路(2017年15期)2017-10-16 01:31:54
物流技術與應用(2017年3期)2017-05-17 05:29:07
發明與創新(2016年33期)2016-08-21 13:22:16
中國工程咨詢(2016年4期)2016-02-14 07:28:44