內嚙合行星輪柱塞式生物質環模成型機設計與試驗
2020-10-29 11:20:34德雪紅吳桂芳李南丁張建超郭文斌
農業機械學報 2020年10期
德雪紅 吳桂芳 李南丁 張建超 郭文斌 李 震
(1.內蒙古農業大學機電工程學院, 呼和浩特 010020; 2.內蒙古科技大學機械工程學院, 包頭 014010)
0 引言
生物質能作為僅次于煤炭、石油和天然氣的第四大能源,因具備低污染、可再生性、分布廣泛且儲備量大等諸多優點,其開發與利用受到世界各國的廣泛關注[1-3]。生物質常溫固化成型技術可以將農林剩余物經過機械壓縮方法加工成具有一定形狀和密度的塊狀、棒狀或顆粒狀燃料,這些顆粒燃料熱值高、無污染、儲運方便,已成為國內外生物質固化成型的研究熱點[4-5]。目前,生物質成型設備主要分為活塞沖壓式、螺旋擠壓式和輥壓式等,而輥壓式成型機的研究主要集中于環模成型機和平模成型機[6-8],此類成型機原料適應性強、生產效率較高,是固化成型設備研究與開發的熱點。
根據國內外相關研究[9-22]可知,環模成型主要存在的技術問題包括:部分投入生產的環模成型機有效壓縮成型率低;傳統環模成型機采用模輥外曲面擠壓形式,其成本高、能耗大及關鍵零部件磨損嚴重。
基于上述問題,本文設計一種內嚙合行星輪柱塞式生物質環模成型機。該成型機在壓輥周向布有數列與其軸心呈一夾角的壓縮凸模,使其在旋轉過程中實現壓縮凸模與環模成型孔的位置嚙合,在完成物料高效壓縮同時,可有效避免成型孔外物料所受的壓輥擠壓與摩擦,以解決同類型成型機關鍵部件磨損嚴重、能耗大的問題。
1 結構與工作原理
1.1 成型機結構
如圖1a所示,內嚙合行星輪柱塞式生物質環模成型機主要由主機支架、主機裝置、加料漏斗、動力支架、動力源、帶輪等組成。其中主機裝置是設計核心,為回轉體式結構,如圖1b所示,包括主軸、環模體、壓縮凸模、壓輥體、壓輥軸、聯軸座、直齒圓柱內齒輪、壓輥軸齒輪、主軸齒輪等。
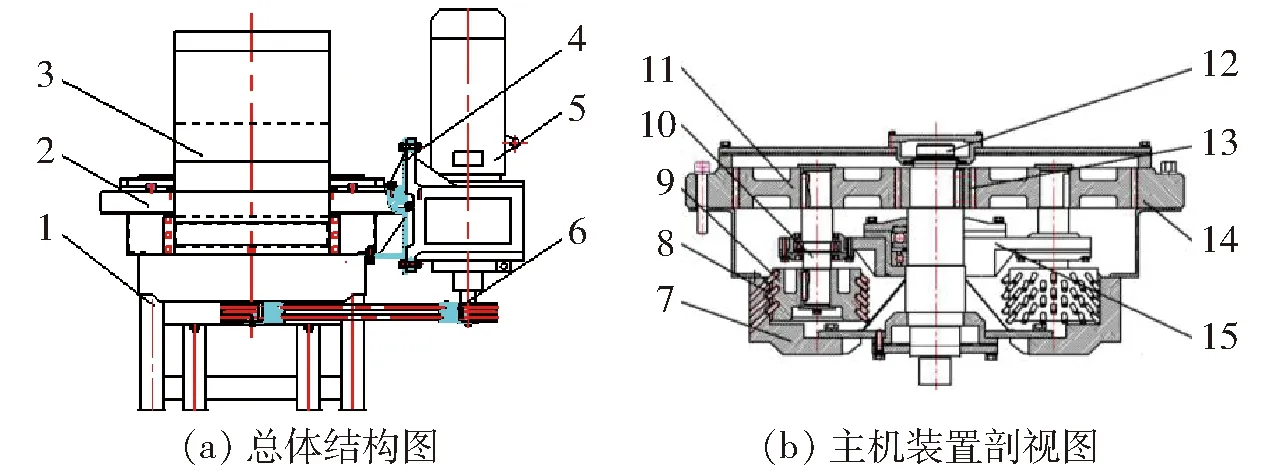
圖1 成型機裝配示意圖Fig.1 Assembly diagrams of briquetting machine1.主機支架 2.主機裝置 3.加料漏斗 4.動力支架 5.動力源 6.帶輪 7.環模體 8.壓縮凸模 9.壓輥體 10.壓輥軸 11.壓輥軸齒輪 12.主軸 13.主軸齒輪 14.直齒圓柱內齒輪 15.聯軸座
1.2 工作原理
本設計所選動力源為YE3-180L-6型電動機,其參數包括:額定轉矩146.9 N·m、額定轉速975 r/min、額定功率15 kW、額定電壓380 V、額定頻率50 Hz。工作時,通過減速器將動力輸出經窄V帶傳動傳遞至主軸上,帶動主軸齒輪和2個壓輥軸齒輪在內嚙合直齒圓柱齒輪內旋轉,構成行星輪結構,如圖1b所示。其中主軸齒輪為太陽輪,而壓輥軸齒輪為行星輪,內嚙合圓柱齒輪通過螺栓固定在支架上。2個壓輥軸齒輪對稱布置于主軸兩側,帶動壓輥軸及壓輥體自轉并圍繞主軸在環模體內旋轉。壓輥上均布一系列45°柱塞,可與環模體上均布的模孔正確位置嚙合。
此時,物料經加料漏斗被送入滾壓區域,并進入環模體和壓輥體之間,在物料與環模體和物料與壓輥體之間摩擦力的作用下,部分物料被壓入成型孔中。與此同時,壓輥體上的壓縮凸模逐漸和與之相對應的環模成型孔進行位置嚙合而壓入成型孔中,此時物料繼續被凸模壓入成型孔,之后凸模又逐漸分離。壓輥體每轉一圈,環模成型孔中的物料都要經過填充、凸模擠壓的過程,生物質松散物料最終在成型孔中一層一層致密成型,最后成為具有一定密度和長度的顆粒型燃料,并被擠出成型孔外。其關鍵部件工作原理圖如圖2所示。
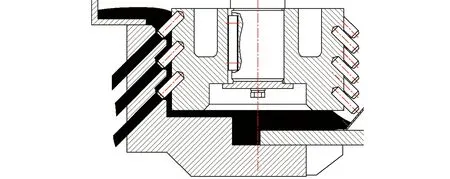
圖2 工作原理圖Fig.2 Diagram of working principle
設置壓縮凸模的目的,是利用類似內齒輪嚙合原理,使壓縮凸模在嚙合力的作用下產生推擠力來推送物料入成型孔(圖2),使物料在成型過程中,降低壓輥體和環模體之間的摩擦磨損、降低成本并提高成型效率。從工作原理可以看出,本設計優點為:利用壓輥體和環模體間嚴格的相位關系來實現壓縮凸模和成型孔之間的位置嚙合來推擠物料成型,降低了壓輥體和環模體間的磨損,以提高其壽命;由壓輥體為主要磨損件轉化為壓縮凸模為主要磨損體,因壓縮凸模制造成本低,從而降低了整體成本;利用嚙合機理產生的推送力成型方式大大降低了能量損耗,效率也大大提高,同時實現高效和節能。
1.3 技術要求
根據設計要求,內嚙合行星輪柱塞式生物質環模成型機構應滿足定比關系
(1)
式中N1——壓輥壓縮凸模個數
N2——環模成型孔個數
z1——壓輥軸齒輪齒數
z2——直齒圓柱內齒輪齒數
n1——壓輥轉速,r/min
n2——環模轉速,r/min
根據式(1)得到成型機的主要設計技術參數,如表1所示。
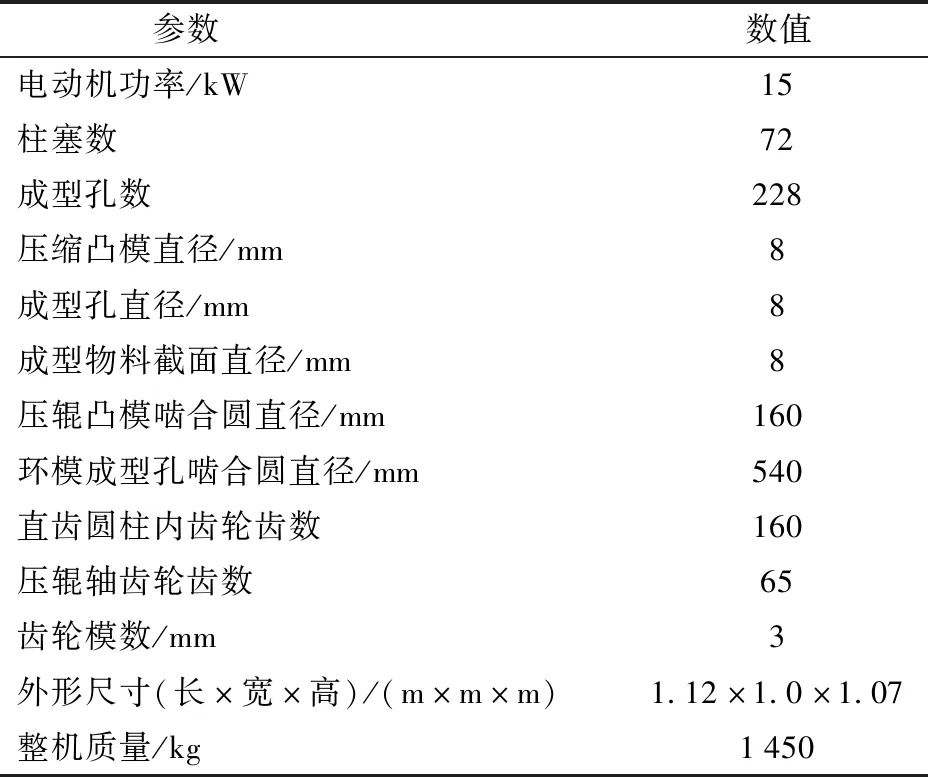
表1 成型機主要設計技術參數Tab.1 Main design parameters of briquetting machine
2 關鍵部件運動干涉分析
環模成型機運行過程中的關鍵技術點是保證壓輥體壓縮凸模與環模成型孔不出現干涉現象。根據表1中的結構參數,在SolidWorks中構建成型機構實體模型,如圖3所示,按行星輪齒輪嚙合機理進行虛擬裝配,調整初始位置,使其在成型區嚙合。在Motion模塊中添加運動分析算例,對該成型機壓縮凸模和環模成型孔關鍵部位運行取點,為壓輥體和環模體添加轉速比為1的旋轉馬達,進行運動軌跡追蹤。經仿真分析發現,壓輥凸模能夠與環模成型孔很好地嚙合工作,無干涉,運動嚙合瞬時狀態如圖4(圖4a~4c表示運動順序,即瞬時狀態(1號凸橫),圖4d、4e表示運動順序(2號凸橫),圖中1、2表示嚙合瞬時的不同行的凸模)所示。
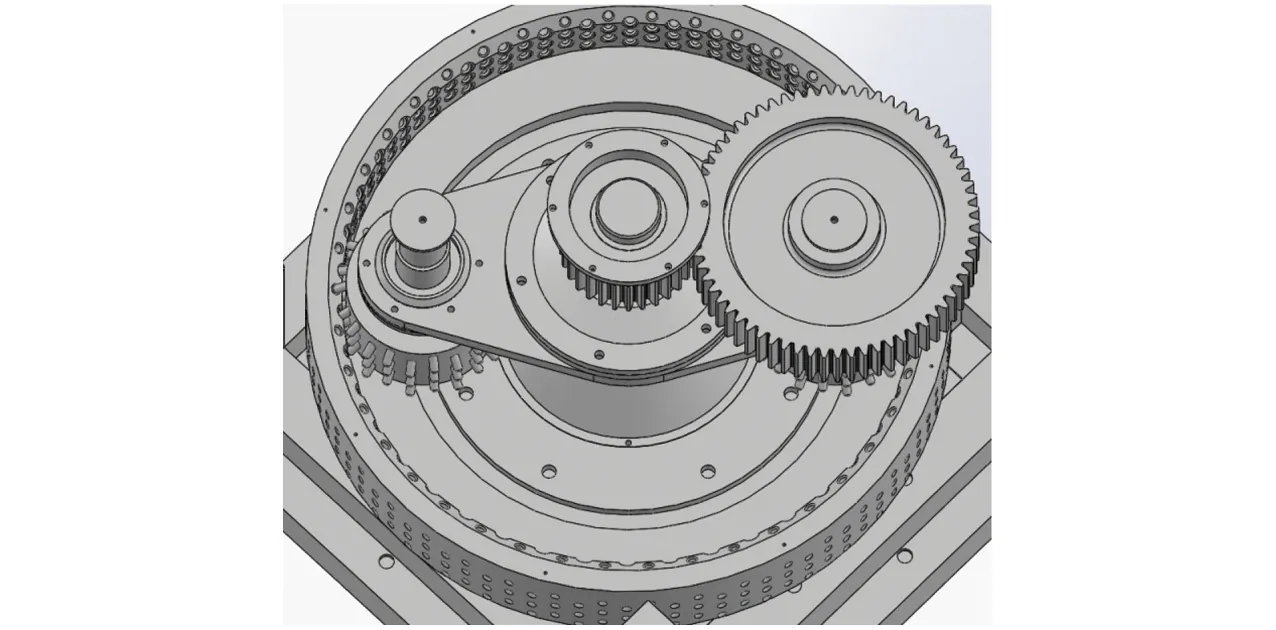
圖3 實體模型Fig.3 3-D assembly model

圖4 運動瞬時嚙合狀態圖Fig.4 Instantaneous states of meshing
3 關鍵部件受力分析
3.1 環模關鍵部件
如圖5所示,柱塞式壓輥在旋轉力矩M的作用下,以n1轉速旋轉。壓縮凸模(長度L=25 mm)旋轉到p1(靠近)和p3(遠離)位置時只與環模成型孔周圍及壓輥和環模體之間的物料接觸擠壓,但此時擠壓力非常小,可忽略不計;當壓縮凸模旋轉到p2處時,與環模成型孔邊的物料接觸,產生一定的摩擦和擠壓,并利用旋轉作用卷起并推送部分物料;當其旋轉到p1處位置時,壓縮凸模開始與成型孔嚙合,此時物料被部分推入環模成型孔處;當其到達p2處位置時實現完全嚙合,進入深度H0(H0=6 mm),此時,物料在嚙合瞬時被壓縮凸模壓入環模成型孔深處;隨后,柱塞式壓輥繼續旋轉,壓縮凸模繼而到達p3處位置,即逐漸退出環模成型孔,完成一次嚙合。壓縮凸模實際受力為空間綜合力Fz,如圖5a所示。為了方便分析,可將其分解為徑向分力Fr、軸向分力Ft以及切向分力Ff,如圖5b所示,Ft與Fr之合力記為Fs,即壓縮凸模所受沿中心軸向力。
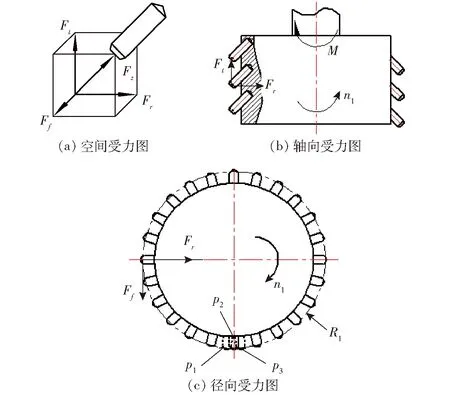
圖5 壓縮凸模受力分析圖Fig.5 Force analysis of compression punch
根據齒輪嚙合機理知,在p1~p3點成型區內,壓縮凸模與成型孔嚙合瞬時完成,停留時間極短,故可將其受力過程近似為一個穩態情況進行分析。R1為柱塞式壓輥體壓縮凸模嚙合圓半徑,R2為環模體成型孔嚙合圓半徑。則有
(2)
式中β——壓縮凸模Fs與Ft夾角,取45°
壓輥體在旋轉過程中壓縮凸模(圖4b及圖5c)受到的切向分力Ff對壓輥體產生的阻力矩為
(3)
式中T——壓縮凸模所受切向分力Ff的阻力矩,N·m
m——嚙合瞬時參與嚙合壓縮凸模行數,取3
n——壓輥體個數,取2
Ffp1——某列壓縮凸模進入嚙合區并實現初步嚙合時受到的切向分力,N
Ffp2——某列正在位置嚙合處完全嚙合時壓縮凸模受到的切向分力,N
Ffp3——某列壓縮凸模在嚙合區并準備離開嚙合處時受到的切向分力,N
x——環模體外表面和壓輥體外表面在嚙合處之間的直線距離,m
H——物料被擠出長度,m
整個壓輥體在工作過程中受到的徑向力合力Frz計算式為
Frz=mn(Frp1+Frp2+Frp3)
(4)
式中Frp1——某列壓縮凸模進入嚙合區并實現初步嚙合時受到的徑向分力,N
Frp2——某列正在位置嚙合處完全嚙合時壓縮凸模受到的徑向分力,N
Frp3——某列壓縮凸模在嚙合區并準備離開嚙合處時受到的徑向分力,N
整個壓輥體在工作過程中受到的軸向力合力Ftz計算式為
Ftz=mn(Ftp1+Ftp2+Ftp3)
(5)
式中Ftp1——某列壓縮凸模進入嚙合區并實現初步嚙合時受到的軸向分力,N
Ftp2——某列正在位置嚙合處完全嚙合時壓縮凸模受到的軸向分力,N
Ftp3——某列壓縮凸模在嚙合區并準備離開嚙合處時受到的軸向分力,N
壓縮凸模所受力Fz在內齒輪嚙合過程中實際上是變化的,變化規律服從齒輪嚙合受力過程規律,但由于嚙合速度快而使變化時間極短,為便于分析,將其簡化為在完全嚙合即壓縮凸模軸線與成型孔軸線重合瞬時所受力峰值為恒定力,由此可得壓輥體壓縮凸模最大單位擠壓力p0取80 MPa[23-24]。
3.2 傳動裝置關鍵部件
3.2.1壓輥軸
壓輥軸受力狀態如圖6所示,壓輥軸承受來自壓輥體的外力,在壓輥體上的壓縮凸模與環模體上的成型孔實現位置嚙合的過程中,單個成型孔中的物料給壓縮凸模反作用力F′s,也同時作用在壓輥軸上,則有
(6)
(7)
式中T1——壓輥軸所受轉矩,N·m
F′sz——壓輥軸沿45°軸向力合力,N
Li——壓輥軸某行壓縮凸模距離聯軸器支撐處長度,m
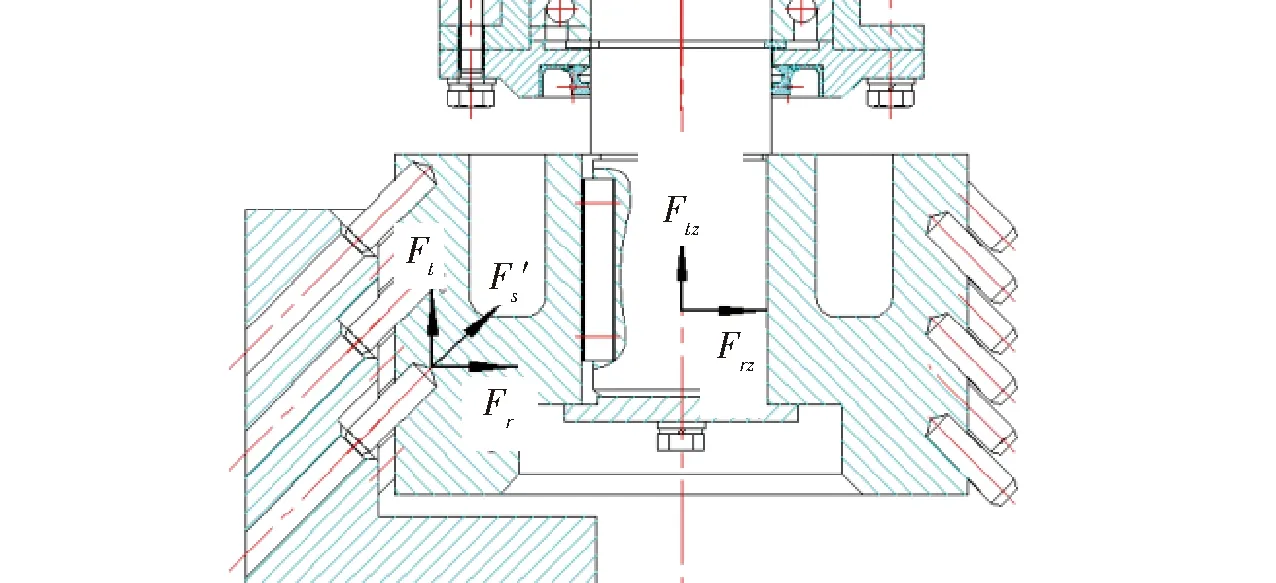
圖6 壓輥軸受力分析圖Fig.6 Force analysis of plunger roller axis
3.2.2環模軸
環模軸受力狀態如圖 7所示,環模軸主要受力于聯軸座和主軸齒輪:受聯軸座所傳壓縮凸模徑向合力Frz和向上軸向合力Ftz作用,受主軸齒輪所傳環模體的徑向反作用合力F′rz和向下反作用合力F′tz以及力矩M1作用。在本設計中環模體內180°對稱布置了2個壓輥體,壓輥體通過壓輥軸及壓輥軸齒輪與主軸齒輪及主軸相連。故環模軸在壓縮物料過程中水平方向上所受徑向力Fr及豎直方向上Ft相互抵消,且所受力矩也相互抵消。
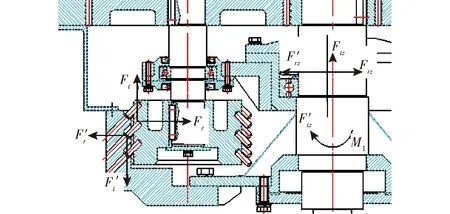
圖7 環模軸受力分析圖Fig.7 Force analysis of spindle
4 關鍵零部件選取與設計
4.1 柱塞式壓輥部件
內嚙合行星輪柱塞式生物質環模成型機運行過程中的功率主要消耗在壓輥體在物料擠壓區和壓縮凸模在壓緊成型區對物料所做的功。故壓縮凸模在壓緊成型區對物料擠壓所消耗功率P1和擠壓區壓輥體克服物料阻力矩消耗功率P2是關鍵。壓縮凸模對物料擠壓所消耗功率P1為
(8)
式中t——壓輥體每轉一圈所需時間,s
k——壓輥凸模嚙合過程中同時參與系數,取1.3
v——壓縮凸模線速度,m/s
A——單個壓縮凸模橫截面積,m2
d——單個壓縮凸模直徑,m
壓輥體在物料擠壓變形區克服阻力矩所需要的功率P2為
P2=Tω=2πn1T
(9)
式中ω——柱塞式壓輥角速度
根據式(8)、(9)綜合分析,柱塞式壓輥結構可實現大大降低能耗的目標,圖8所示即為柱塞式壓輥部件結構圖,主要由壓輥體和壓縮凸模等組成。柱塞式壓輥部件軸線垂直設置,與環模體軸線平行,其上設置有數列與壓輥體軸線呈45°角的壓縮凸模,壓縮凸模在壓輥體外表面周向均勻布置。為保證壓縮凸模與環模成型孔正確位置嚙合關系,布局方式沿環模體周向均勻布置,共計6列且每列布置12個孔,總共72個成型孔且對稱交叉錯位排列。其中,壓縮凸模與壓輥體安裝孔為基孔制過盈配合;壓縮凸模與環模成型部件上的成型孔可以實現位置嚙合。
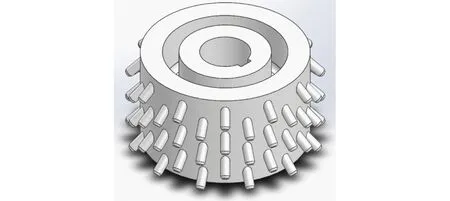
圖8 柱塞式壓輥部件結構圖Fig.8 Structure diagram of plunger roller
4.2 環模成型部件
圖9所示為環模部件結構圖。回轉體式環模成型部件軸線垂直設置,其上設置有數列與環模成型部件軸線呈45°角的成型孔;鑒于生物質原料不同和成型模具長徑比不同的情況,可設計2種規格環模體部件。環模成型孔為Φ8圓直孔結構,加工工藝簡單、成本低,布局方式沿環模體周向均勻布置,共計6列且每列布置38個孔,總共228個成型孔且對稱交叉錯位排列。同時,為避免壓縮凸模與環模成型孔發生干涉,便于物料進入環模成型孔,環模成型孔內表面均設有45°×6 mm的入料大倒角。
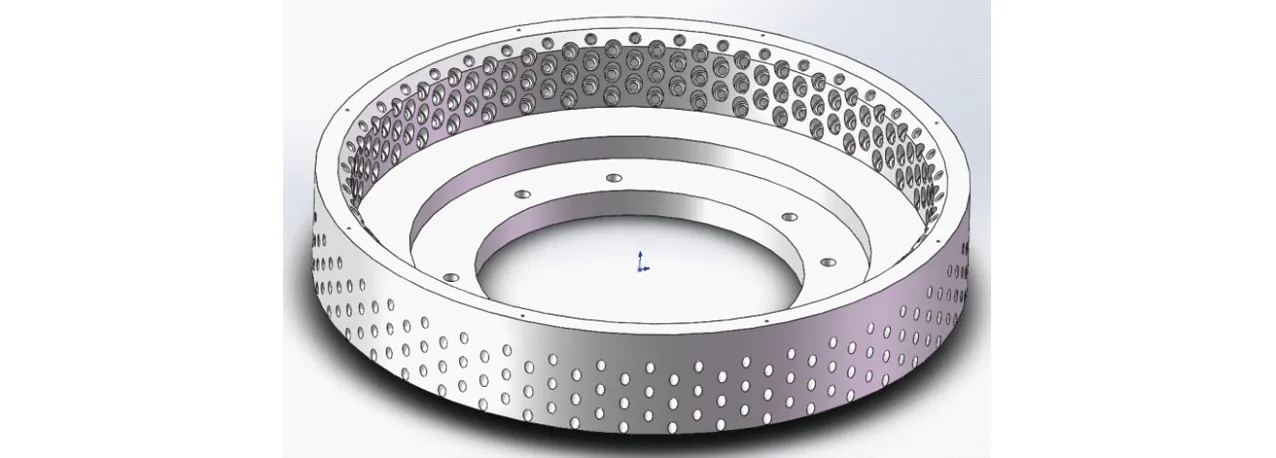
圖9 環模部件結構圖Fig.9 Structure diagram of ring-die
本文所述成型機利用壓縮凸模與成型孔在類似齒輪嚙合的過程中,使壓縮凸模對成型孔處的松散物料產生擠壓推力。物料在推擠過程中被壓縮,密度不斷增大,達到一定密度后形成塊狀,并被推出環模成型孔外。壓縮凸模對物料的擠壓推力必須克服物料與環模成型孔內壁的摩擦力。環模成型孔長徑比越大,物料與成型孔內壁的摩擦阻力越大。而當壓縮凸模的擠壓推力無法克服物料與環模成型孔孔壁的摩擦力時,物料就無法再壓入成型[25-26]。因此,成型孔的長徑比需要保證在一定范圍內。根據經驗[6,11-13],在此設計了2種規格的環模體部件,其長徑比分別為4.75∶1和5∶1。
5 樣機運行試驗
本文就所設計的內嚙合行星輪柱塞式環模成型機(圖10)在DS SolidWorks軟件中進行了設計和裝配,并對其進行了初步物料成型運行試驗。
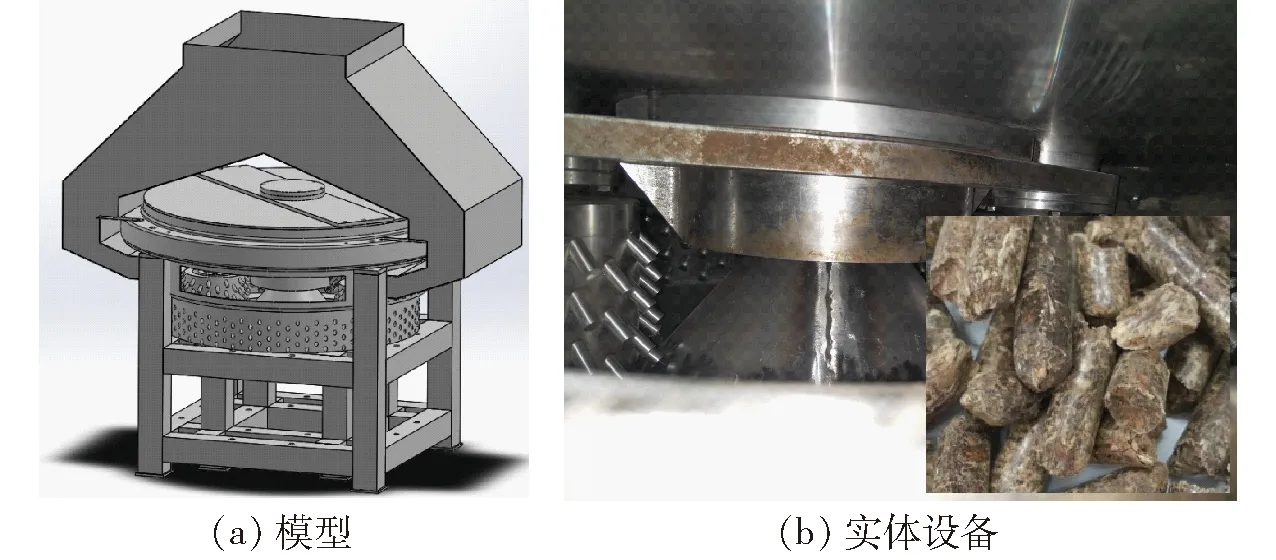
圖10 環模成型機樣機Fig.10 Model of ring-die briquetting machine
參數設置:環模成型孔長徑比為4.75∶1,壓輥軸轉速為60 r/min。
5.1 試驗條件
選用2020年內蒙古自治區呼和浩特市周邊黃河少村當年產的白楊樹等混合木屑物料作為試驗對象,要求其顆粒度為1~3 mm;調節物料水分,使其含水率達15%。
關鍵測試儀器:網孔直徑3 mm的標準檢驗篩(GB/T 6003.1—1997)、DHS-16A型快速水分測定儀、JAEIHAENE型電子秤(精度0.01 g)、100 mL量筒(精度1 mL)、游標卡尺和秒表(精度0.01 s)。
5.2 試驗方法
本文對內嚙合行星輪柱塞式環模生物質成型機的生產率、顆粒密度、成型率和機械耐久性進行了測試[27-31]。
5.2.1生產率
在本成型機穩定運行過程中,每10 min接取1次顆粒樣品,每次接取60 s,共接取5次,分別稱量,并取平均值作為稱得的質量mo。平均生產率計算公式為
Q0=3 600mo/t0
(10)
式中Q0——實測平均生產率,kg/h
t0——接取樣品時間,s
5.2.2成型顆粒密度
取若干成型顆粒,端面磨平后通過游標卡尺測出顆粒的直徑與長度,再稱得樣本質量,最后計算得到顆粒密度。
5.2.3物料堆積密度
將篩分后的物料通過漏斗倒入量筒內,使物料與100 mL刻度線水平。稱得量筒原料質量,測量5次,取平均值,最后算得物料堆積密度。
5.2.4成型率
采用篩孔孔徑為3 mm的標準篩進行篩分,并進行稱量,成型率計算公式為
X=ms/mz×100%
(11)
式中ms——篩上質量,g
mz——樣品總質量,g
5.2.5機械耐久性
取篩分后的顆粒300 g放入試驗篩內進行大幅度振蕩100次,然后再篩分,成型顆粒機械耐久性指數計算公式為
C=m2/m1×100%
(12)
式中m1——所取樣品質量,g
m2——篩分后篩上顆粒質量,g
5.3 試驗結果與分析
試驗條件為室溫環境,柱塞凸模伸入環模成型孔部分距離為6 mm(此距離可調)。試驗結果:物料堆積密度約0.25 g/cm3,最大擠壓壓力為79.60 MPa,顆粒密度達到1.05 g/cm3,成型率為96.2%,生產率達到115 kg/h,機械耐久性指數達到97.5%。
上述試驗結果表明木屑物料堆積密度為0.25 g/cm3,結合生產率可得出,采用新型內嚙合行星輪柱塞式環模成型方法制取顆粒時,其生產率可達115 kg/h。
從對顆粒密度、顆粒成型率和顆粒機械耐久性的測定結果可得出:溫度為室溫,壓輥轉速為60 r/min的條件下,測得顆粒燃料的平均密度為1.05 g/cm3,成型率接近96.2%,機械耐久性指數達到97.5%,已經達到生物質顆粒燃料標準。
由于試驗樣機主要用于成型方法的可行性驗證,通過測得單個柱塞在擠壓過程中的最大擠壓壓強79.6 MPa,并計算得到耗電率,在壓縮鋸末顆粒密度達到1.05 g/cm3時,求得其能耗為45 kW·h/t。
經過28 d試驗,設備運行正常,柱塞凸模及環模成型孔未出現明顯的磨損痕跡。根據該成型機的原理(圖10),與傳統環模成型設備相比,柱塞凸模與環模體間的物料產生的壓力大大降低,從而降低環模體的磨損;柱塞凸模僅對環模模孔正上方的物料擠壓,因此實現了降低能耗與磨損。
5.4 樣機優勢分析
本成型機生產率達到115 kg/h,大大高于傳統環模成型機生產效率[7,10]。本設計采用齒輪嚙合機理成型,即環模體上的成型孔與壓縮凸模一一對應布局,可實現在局部區域集中較大壓力壓縮物料成型,且采用對稱行星輪結構,受力均衡,大大提高了生物質物料成型速度,較之傳統無壓縮凸模的壓輥體結構成型機,生產效率高出數倍。
本成型機能耗為45 kW·h/t,與傳統環模成型機(能耗60.3 kW·h/t)和螺旋擠壓成型機(能耗90 kW·h/t)比較,壓輥成型機降低了近25.4%和50%,大大降低了能耗[7,9-10,32]。這是因為環模體及壓輥體內嚙合以及45°角的柱塞式機構的臥式布局設計,可以使物料均勻分布于壓輥和環模體之間;當壓縮凸模與環模成型孔實現位置嚙合時,分布在壓縮凸模周圍的與環模體及壓輥體接觸的物料均勻且分布量很少,故可以實現壓縮凸模在壓縮區受到的切向分力Ff大大降低的目標,壓輥體在物料擠壓變形區克服阻力矩T也大大降低;即本環模成型機構大大降低整機功率P,從而降低能耗,節約成本。
根據本成型機經過28 d試驗結果,發現磨損不明顯,這是由于實現了壓縮凸模所受切向分力Ff的大大降低,且由于此力是摩擦磨損的重要參數,使得壓輥體和環模體內表面單位時間的摩擦磨損量降低,可實現提高壓輥體和環模體壽命的目標[4,6]。
6 結論
(1)提出內嚙合行星輪柱塞式環模成型方法,并據此設計和制造了樣機,通過試驗驗證了該成型方法的可行性。
(2)以一定顆粒度的鋸末為原料,在壓輥軸轉速60 r/min、物料含水率15%、室溫條件下,進行了樣機試驗。在成型模具孔長徑比4.75∶1情況下,制得成型顆粒直徑8 mm,顆粒成型率為96.2%,密度為1.05 g/cm3,機械耐久性指數為97.5%,根據擠壓成型力計算得到該成型設備的能耗為45 kW·h/t,生產率為115 kg/h,各項指標均滿足生物質顆粒燃料的標準要求,實現了連續穩定生產。
(3)該樣機的壓縮凸模與環模成型孔采用類齒輪嚙合原理設計,通過調整環模成型孔的長徑比可滿足不同種類生物質物料的成型要求。
