風水混合冷卻在車輪模具的設計及應用技術
2020-09-10 14:53:53許素娟
內燃機與配件 2020年2期
許素娟
摘要:鑄造鋁合金輪轂的開發不僅是鋁合金輪轂產品結構上的開發,也是鋁合金輪轂模具的開發,更是鋁合金輪轂澆鑄工藝開發。使用風水混合冷卻結構模具,可以縮短鑄件生產周期,提升效率;節約壓縮空氣使用,降低成本。
關鍵詞:鋁合金輪轂;鋁合金輪轂模具;熱節;凝固;風水混合冷卻;鑄造可行性;輕量化
鋁合金輪轂的鑄造在我國汽車工業生產中占有重要地位。汽車輪轂作為汽車結構中最為關鍵的零部件之一,支撐著全部的汽車重量,發揮著承載、行駛、轉向、驅動和制動等作用。隨著科學技術的不斷進步,對鋁合金輪轂鑄件質量的要求也越來越高。鋁合金車輪模具風水混合冷卻,為鋁合金車輪質量提供新方案。該工藝易于實施、可操作性強、生產效率高、力學性能好,能夠滿足主機廠高質量、輕量化的要求,且投資成本低,具有較好的生產應用價值和市場推廣價值。
低壓鑄鋁輪轂的澆注特點:合金液由鑄型的中心由下而上充型和進行補縮。這一特點決定了澆注后鋁液在型腔中必須形成由型腔頂端到澆口杯的遞增溫度和由內輪緣到澆口杯的順序凝固方式。但是輪轂自己本身的結構特點,并不具備此種條件,都有熱節和冷節的存在,在進行金屬模具設計時,必須找準熱節和冷節所在部位,為澆鑄工藝提供必需的冷卻或保溫的條件,使澆注后型腔中的合金液能形成由上而下,由內輪緣到澆口杯處的遞增的溫度梯度。
低壓鑄鋁輪轂鑄造質量的優劣和成品率的高低,生產效率的高低,除與鑄造專用設備的性能好壞和操作工序的操作質量高低有一定的關系外,主要取決于鑄造工藝設計質量的優劣。
鑄造工藝設計,按設計內容劃分為四種:金屬模具設計,合金熔化工藝設計、澆注工藝設計、熱處理工藝設計。在實際生產中,合金熔化工藝及熱處理工藝,不單獨對某個產品進行獨立設計,不能作為獨立產品的改進方向。金屬模具和澆注工藝作為獨立產品的可獨立外因,可以通過對金屬模具及澆注工藝的優化設計,對鑄造工藝進行改進,保證鑄件在凝固過程中獲得有效補縮以減少內部縮,生產出鑄件質量更高的輪轂。
金屬模具的設計,直接影響著澆注工藝的實施。根據輪輪轂本身的熱節和冷節,設置冷卻點,可以設置風冷卻,也可以設置水冷卻。水冷卻特點:①水冷卻速度快,強度大,水冷速度快在工藝使用中,是優點也是缺點,速度快,可以降低保壓時間,也是冷卻速度快,冷卻度不易控制,引起縮松縮孔缺陷。②可循環使用,可以極大減少壓縮空氣的用量,節約用電。
風水混合冷卻模具設計時,根據熱節點的大小,選擇冷卻介質和冷卻力度。在鋁車輪低壓鑄造的生產過程中,輪輻根是非常明顯的熱節,此處很容易出現縮松縮孔缺陷,因此,模具設計及人為添加的冷卻是否合理,將對輪輻根部位的縮松產生較大的影響,特別是對于快節拍的生產過程輪輻根縮松更是不可忽視的缺陷問題。因此我們在這里開設水道,使用水冷。
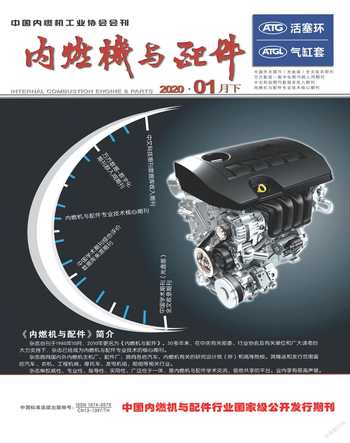
中心法蘭處,也是鑄件最后冷卻位置,不允許有任何縮孔或縮松缺陷,我們設計使用水冷卻;底模法蘭處,在風冷卻用量最大位置選擇水冷,其它位置選擇風冷,用于冷卻過程的微量調整。圖1所示為我們設計的一款風水混合冷卻模具,圖中1,3,6,9處為水冷卻,2,4,5,7,8處為風冷卻。
驗證過程及結果:
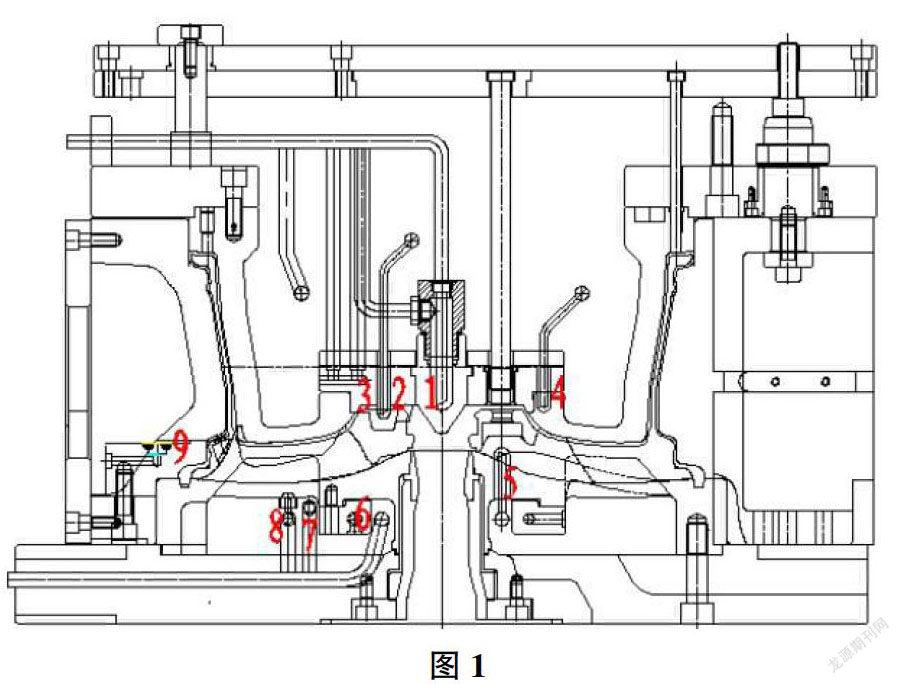
①模具的澆鑄工藝見表1。
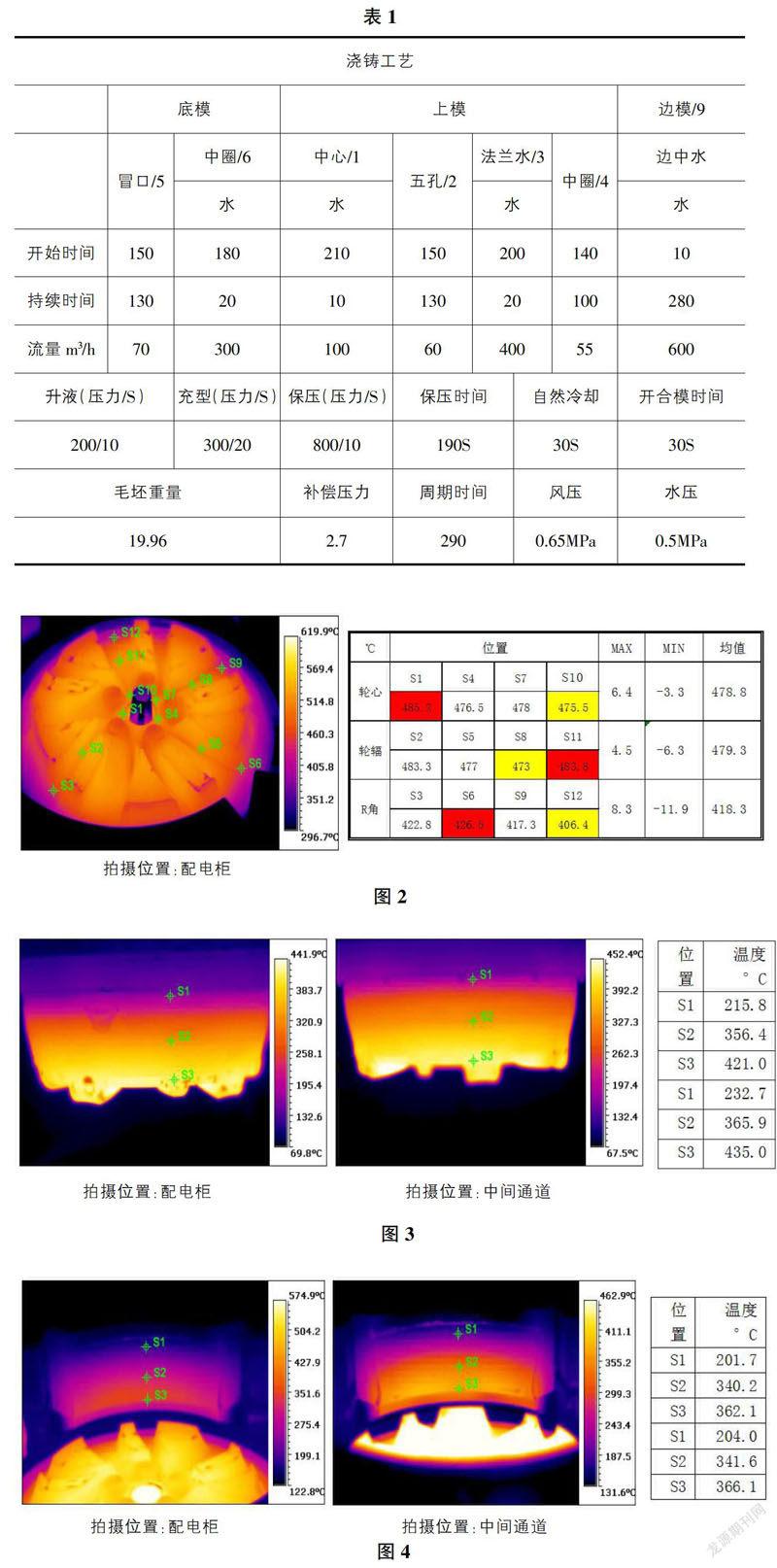
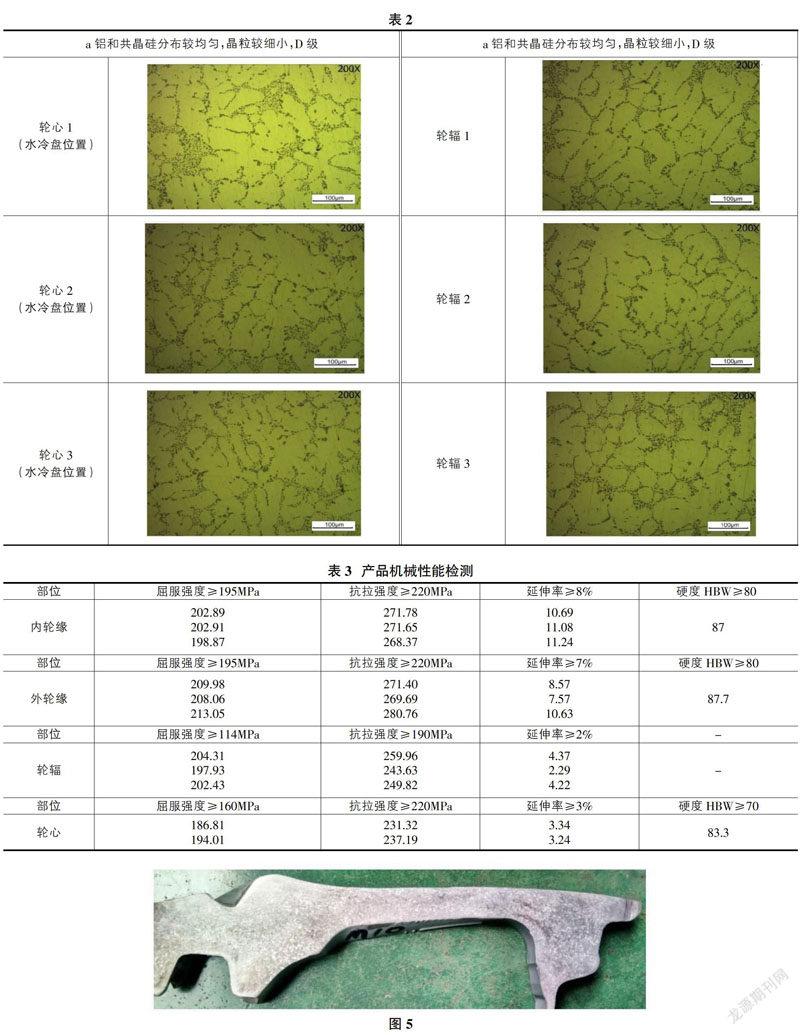
②模具驗證過程中溫度記錄采用紅外成像儀對模具開模時溫度進行記錄,結果如下(拍攝時環境溫度36.3°C):
1)底模溫度見圖2。
2)上模溫度見圖3。
3)邊模溫度見圖4。
③驗證結果:
1)宏觀金相組織觀察。
對輪輻制作剖切樣檢查,樣件斷面經過研磨、擦干、噴滲透劑顯像,觀金相組織白色反光物質為硅,M10硅相相對于M8組織更加致密、精細。(圖5)
2)微觀金相組織合格(表2)。
3)產品機械性能檢測(表3)。
結論:通過對鑄造鋁合金車輪一系列檢驗檢測分析,可以得出如下結論:鑄造鋁合金車輪因為產品造型結構各異,鑄造工藝、鑄造模具設計的工藝設計匹配性對鑄件質量有著根本影響。風水混合冷卻模具,相較于風冷卻模具,可以大輻減少壓縮空氣的使用,節約電能,同時又能提高生產效率。相較于完全水冷模具,又易于控制鑄件的質量。它對鑄造設備要求不高,可以在中小型企業推廣。
參考文獻:
[1]邱孟書,王小平著.低壓鑄造實用技術[M].機械工業出版社,2011,4.
[2]李會玲,楊云龍,等.鑄造鋁合金針孔度的圖像分析[J].理化檢驗~物理分冊,2005,41(12):613-615.
[3]代穎輝,儲秀欣.基于ProCAST的汽車車輪鋁合金輪輻模具設計陰[J].鑄造,2014(5):476-478.