核電廠管道封閉式自熔焊的工藝研究
2020-09-10 07:22:44呂旭偉朱德才譚文良馬力川康澤壇
電焊機 2020年8期
關鍵詞:焊接工藝
呂旭偉 朱德才 譚文良 馬力川 康澤壇

摘要:針對我國在核電廠建設中壁厚小于等于3 mm小管的焊接現狀,通過前期的市場調研、設備選型和工藝開發等過程,研究出一套用于現場薄壁小管焊接的成熟的封閉式自熔焊方法,可替代傳統的手工焊接方法,有效地節約成本、保證焊接質量、提高施工效率,為核電廠小管自熔焊的推廣應用提供參考和借鑒。
關鍵詞:核電站;管道;自熔焊;設備選型;焊接工藝
中圖分類號:TG47 文獻標志碼:A 文章編號:1001-2303(2020)08-0067-04
DOI:10.7512/j.issn.1001-2303.2020.08.14
0 前言
封閉式自熔焊工藝是指在焊接過程中不添加焊絲而利用焊接熱量直接熔化金屬,使金屬實現良好成形的焊接工藝。此工藝主要應用在小管徑薄壁管中,例如儀表管的對接焊。核電站此類管道數量多、施工周期短、施工難度大,焊接方法以傳統的手工焊為主。為減少焊接過程中人因因素,減輕焊工勞動強度,提高焊接質量,文中針對壁厚小于等于3 mm的小管進行封閉式自熔焊研究,從設備選型、工藝開發、現場應用等方面進行分析,以期替代傳統手工焊技術,減輕焊工勞動強度,提高焊接質量穩定性,打造我國核電產業競爭新優勢。
1 自動焊設備選型
針對我國在核電廠建設中壁厚小于等于3 mm小管的焊接現狀,通過設備制造或購買,對自動焊接技術所需的成套設備、配套工裝及焊接質量等進行研究應用,并結合各類小管的焊接試驗結果可知,對于薄壁可用自熔焊技術的管道,其焊接電流一般不超過120 A,可選用較為輕便的電源,便于現場應用。最終確認采購Migatronic焊機廠家生產的電源以及自主研發的控制器系統等進行工藝開發[1],焊機設備如圖1所示。
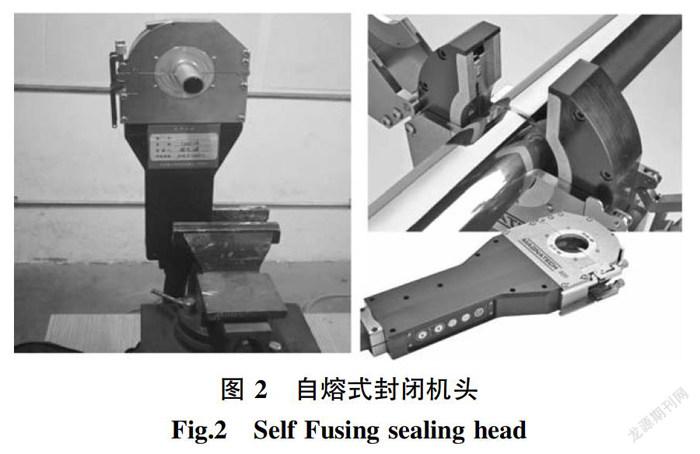
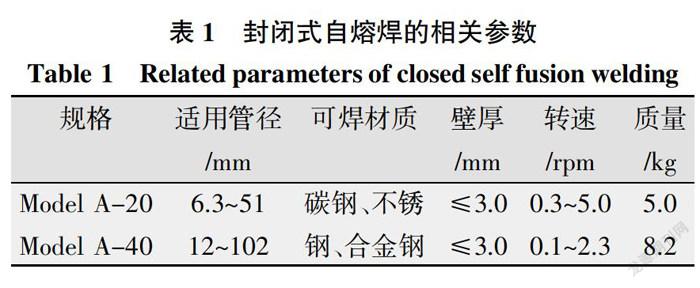
機頭選用封閉式的自熔機頭進行焊接,如圖2所示;相關參數如表1所示。
2 工藝開發
2.1 材料選擇
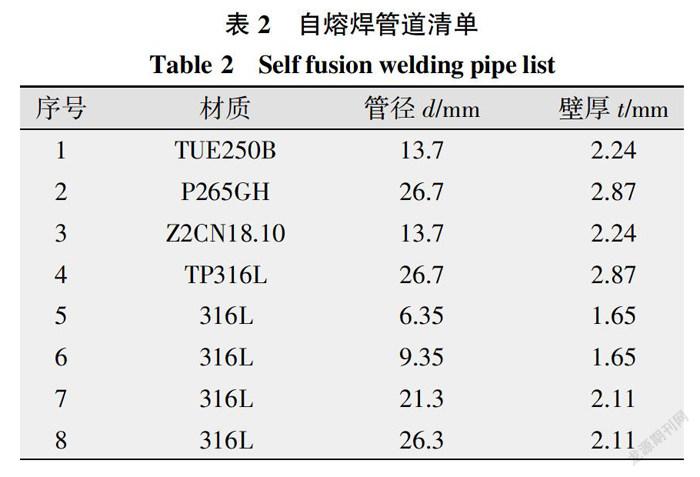
根據核電廠小管的特點,以及實際焊接試驗情況,小管自熔焊工藝開發定位管徑≤50 mm,壁厚≤3 mm,梳理出的部分管道清單如表2所示。
2.2 焊接工藝
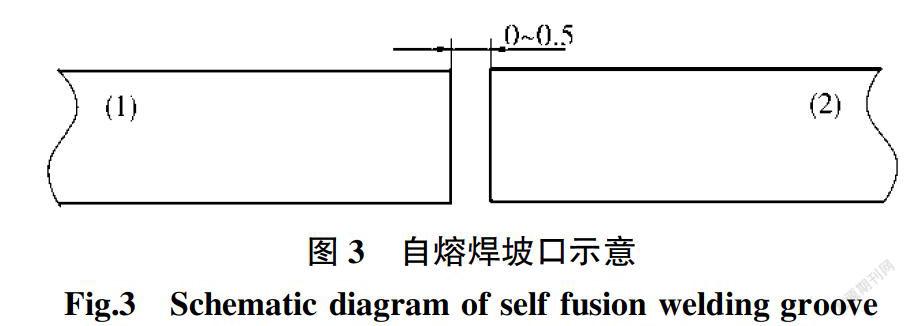
針對自熔焊的特點,管道封閉式自熔焊的坡口形式為“I”型坡口,通過焊檢尺測量小管徑外表面的方法,使其組對間隙≤0.5 mm,錯邊量≤0.5 mm;如圖3所示,采用對接焊方法進行焊接。
自熔焊工藝參數主要包括焊接電流、電壓、焊接轉速、頻率和占空比等:影響焊接電流的主要因素包括材料種類、管道外徑、壁厚、管水平固定對接和垂直固定對接等;焊接轉速主要與管道規格相關。焊接參數分段設置與管徑大小相關,管道外徑越大,劃分段數越多,每圈劃分段焊接電流按照3~5 A依次降低,影響轉速的主要因素是管外徑,焊接電流應與轉速匹配[2]。
(1)起弧位置。通過大量的試驗得出小管水平固定對接位置焊接時應在順時針10~11點進行起弧;小管垂直固定對接位置焊接時應將鎢極位于焊縫中心偏上0.5~1 mm。
(2)鎢極高度。試驗表明,鎢極高度偏大,易產生根部未熔合;鎢極高度偏小,其焊接電弧的熱量不足,根部也易產生未熔合。通過大量試驗得出鎢極高度的最優間隙為1.2~1.5 mm。
(3)保護氣。主要是通過增加電弧挺度、增加焊縫寬度、減小表面凹陷深度等方面進行調節選擇,最終選用流量為12 L/min的99.99%的純氬[3]。
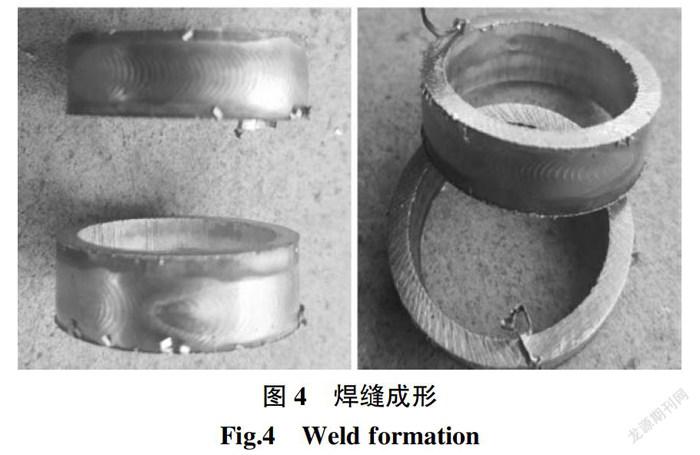
(4)背面保護。通過對比分析,內部充氬對改善根部焊縫成形和避免凹坑缺陷的效果明顯,且背面焊道表面干凈,無表面氧化渣,如圖4所示。
經過大量的焊接試驗,最終開發完成了多種規格的自熔焊工藝,焊縫效果如圖5所示。
2.3 檢測驗證
射線檢測是驗證焊縫內部質量的關鍵手段,為更好地驗證工藝的可靠性及穩定性,通過射線檢測以確保小管的質量,結果均為合格。
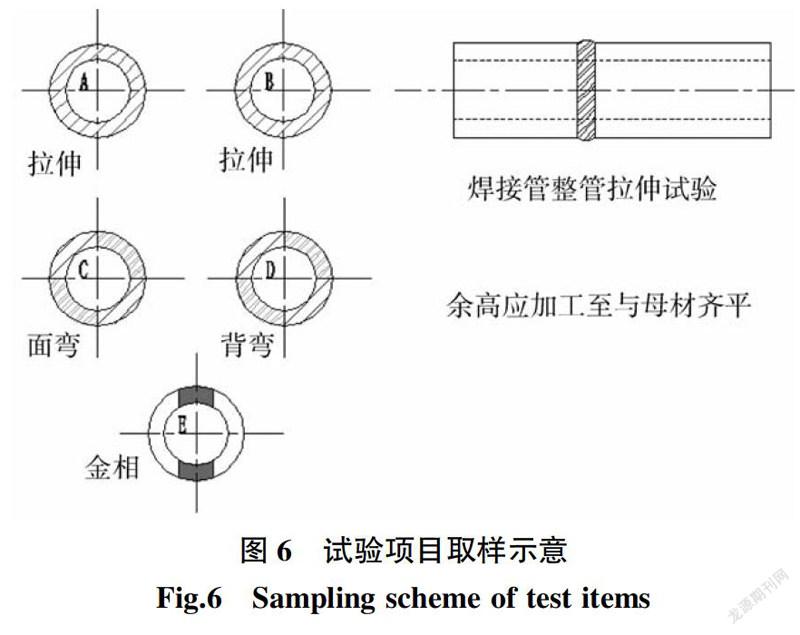
理化檢驗是驗證焊接接頭組織及力學性能的關鍵手段[4],針對已經固化的小管自動焊焊接接頭,其理化及力學性能試驗需均滿足RCCM2007版標準的要求。以材質Z2CN18.10,規格φ13.7×2.24 mm不銹鋼管為例,試驗項目取樣如圖6所示。
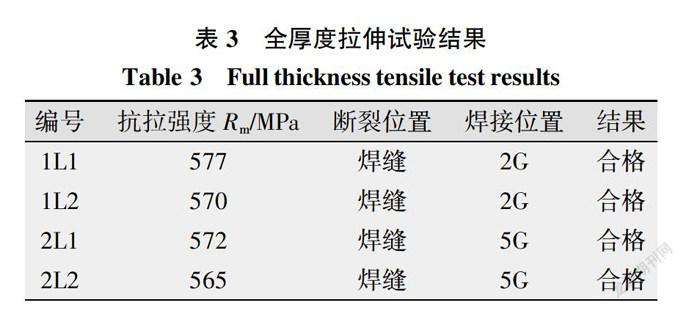
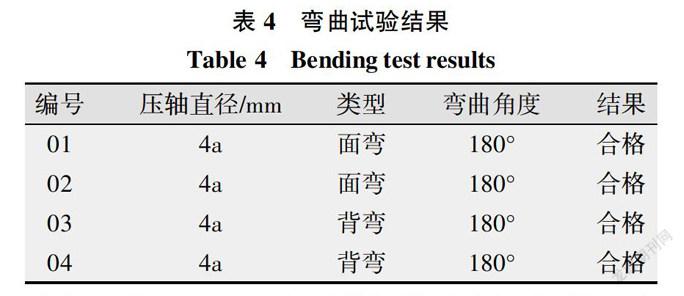
力學性能試驗包括橫向拉伸和彎曲試驗,經檢驗拉伸試樣抗拉強度大于母材規定的抗拉強度最小值490 MPa,試驗結果合格。彎曲試樣需進行面彎和背彎,經檢驗彎曲角度為180°后無任何缺陷顯示,試驗結果合格[5],具體數值如表3、表4所示。
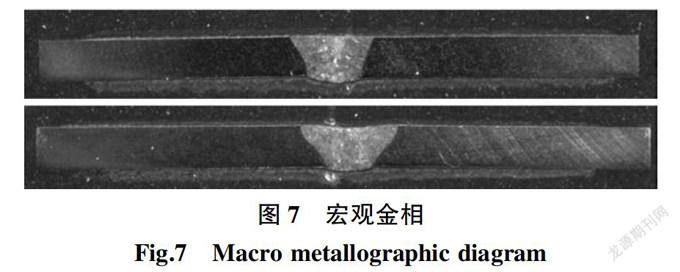
金相試驗包括宏觀和微觀金相,采用10倍放大鏡對焊縫橫截面作宏觀金相檢查,未發現裂紋、未熔合、未焊透、夾渣、氣孔等低倍焊接缺陷,結果合格,如圖7所示。
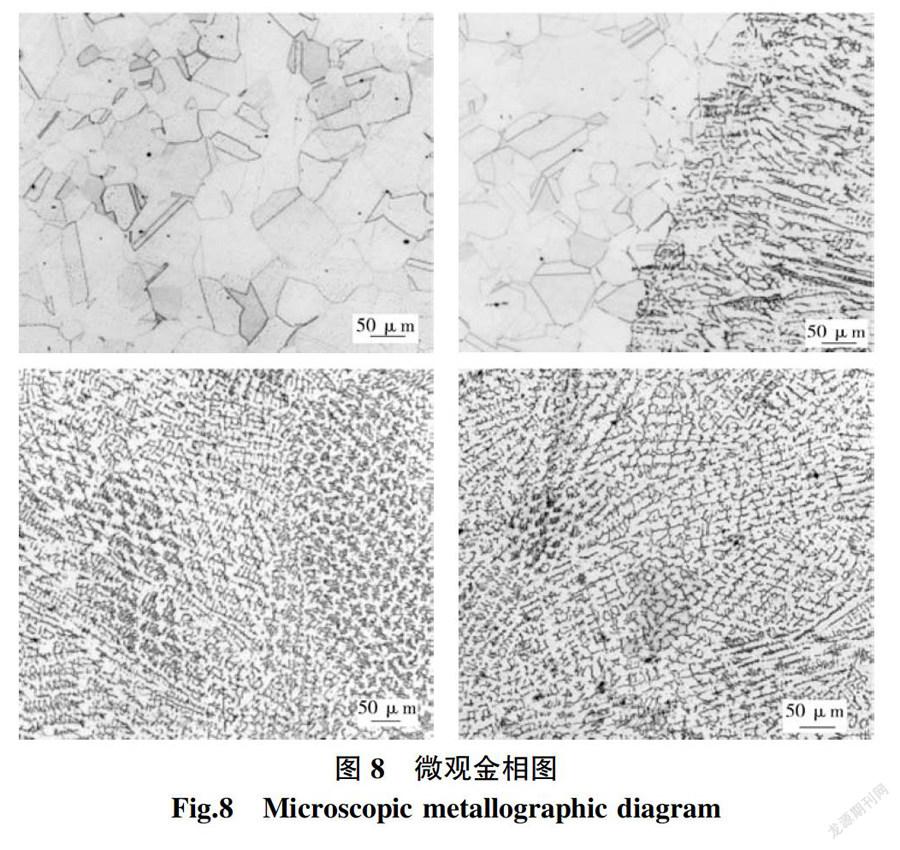
采用200×的放大倍數對試樣進行微觀金相檢驗,結果金相組織為珠光體+鐵素體+貝氏體,均未發現顯微裂紋及其他異常組織,結果合格,如圖8所示。
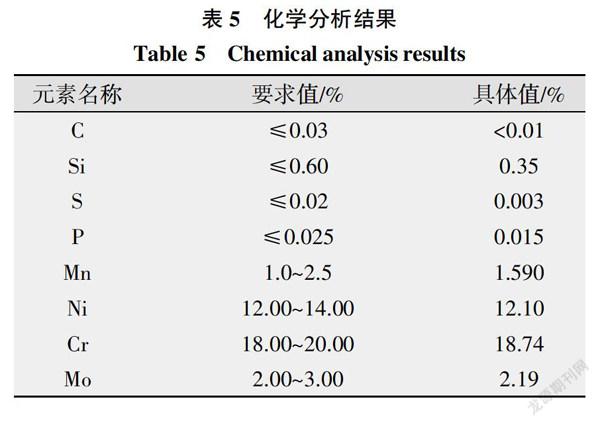
化學分析需按照標準對熔覆金屬內的各元素進行分析,結果合格,如表5所示。
3 工程應用
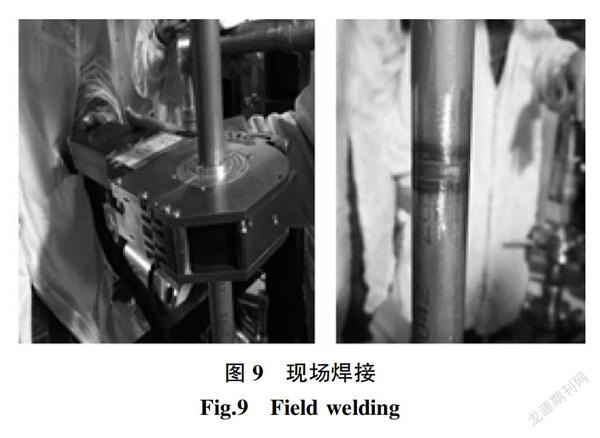
依據開發完成的小管自熔焊工藝,在CPR1000核電機組上挑選出可焊焊口進行焊接,如圖9所示。小管自動焊技術實現了焊縫一次成形,具有工藝控制精度高,焊接質量穩定、焊縫成形好、焊接效率高等特點。
4 結論
通過對核電廠薄壁小管的封閉式自熔焊的工藝研究,以及現場封閉式小管自熔焊的成功實施,得出以下結論:
(1)封閉式自熔焊焊接采用不填絲TIG全位置自動焊,無需填充材料,減少了焊絲采購及復驗環節,節約了成本。同時擺脫對焊工技能的依賴,其焊接質量和效率主要依靠先進的設備和成熟的焊接工藝,降低勞動強度、保證焊接質量、提高施工效率。
(2)通過對小管封閉式自熔焊的研究分析,總結了此類工藝焊接的特點和優勢,為后續核電站小管自熔焊的推廣應用提供了參考和借鑒。
參考文獻:
[1] 倪良琴. 淺談自動焊接機在機械焊接中的應用[J]. 黑龍江科技信息,2014(33):97.
[2] 靳孝義. 三代核電站小徑薄壁不銹鋼管的焊接工藝[J].焊接技術,2017,46(1):39-42.
[3] 馮英超. 臺山EPR核電站核島安裝工程小管預制自動焊應用技術研究[J]. 電焊機,2010,40(8):35-39.
[4] 劉鳴放. 金屬材料力學性能手冊[M]. 北京:機械工業出版社,2011.
[5] RCCM 2007版S篇,壓水堆核島機械設備設計和建造規則[S].
收稿日期:2020-04-21
作者簡介:呂旭偉(1985— ),男,學士,高級工程師,主要從事管道窄間隙焊接技術的研發以及管道焊接的監控管理。E-mail:mumulxw0512@163.com。
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年22期)2015-06-15 21:49:25
