6063-T5厚板攪拌摩擦焊接頭層狀撕裂缺陷研究
2020-09-10 07:22:44鄧清洪游菲吳勇
電焊機 2020年8期
鄧清洪 游菲 吳勇


摘要:針對板厚17.6 mm的6063-T5鋁合金翅片散熱器型材進行了攪拌摩擦焊接。采用光學(xué)顯微鏡、掃描電鏡觀察接頭組織結(jié)構(gòu)和拉伸斷口,并測試接頭拉伸性能。結(jié)果表明:造成焊縫表層層狀撕裂缺陷的原因是氧化物聚集分布所致,氧化物層的化學(xué)成分主要為Al2O3、MgO;通過180 ℃×10 h焊后時效處理,接頭的抗拉強度為170 MPa,為母材的106%,拉伸斷裂位置在接頭前進側(cè)熱影響區(qū),拉伸斷裂方式為韌性斷裂。
關(guān)鍵詞:攪拌摩擦焊;層狀撕裂;氧化物;抗拉強度;厚板鋁合金
中圖分類號:TG407 文獻標(biāo)志碼:A 文章編號:1001-2303(2020)08-0078-05
DOI:10.7512/j.issn.1001-2303.2020.08.16
0 前言
鋁合金具有高效導(dǎo)熱性,是散熱器保持良好散熱功能的決定性因素和熱能轉(zhuǎn)換的理想介質(zhì)。大型寬幅鋁合金散熱片是動車組、城市輕軌等高速列車上的重要部件,進口的散熱器產(chǎn)品主要采用鋁合金板粘結(jié)而成,成本高且散熱效率較低,可靠性不高;大型翅片散熱器制造需要采用大噸位擠壓機,成本高昂、成品率低。目前一般采用小型翅片散熱器通過焊接方式制造大型翅片散熱器,但傳統(tǒng)熔化焊焊接鋁合金大厚板存在連接強度低、焊接氣孔多、焊接變形大、焊接效率低及制造成本高等諸多問題。
攪拌摩擦焊是英國焊接研究所于1991年發(fā)明的一項新型綠色固相焊接技術(shù)[1]。采用攪拌摩擦焊技術(shù)連接小型翅片散熱器和制造大型翅片散熱器與整體擠壓產(chǎn)品性能一致,產(chǎn)品外形美觀、無焊接變形、無裂紋和氣孔缺陷,并能顯著降低成本。因此,采用攪拌摩擦焊方法制造鋁合金翅片散熱器引起了焊接學(xué)者的關(guān)注。截止目前,大量的研究集中在焊接工藝、接頭組織和力學(xué)性能上,例如:狄歐等[2]研究了不同的旋轉(zhuǎn)速度、焊接速度及熱處理工藝對鋁合金厚板攪拌摩擦焊接頭性能的影響;宮文彪等[3]研究了6082-T6鋁合金厚板攪拌摩擦焊沿厚度方向力學(xué)性能的變化;吳志明[4]研究了采用熔化極惰性氣體保護焊和攪拌摩擦焊不同工藝所對應(yīng)的城軌車輛枕梁及車鉤板的接頭的機械性能對比。在焊接缺陷研究方面,有關(guān)“S”線的控制探討較多,如汪建等[5]建立了鋁合金散熱器攪拌摩擦焊接溫度場三維有限元模型,并分析了焊縫“S”線缺陷和材料流動行為等;毛家偉等[6]研究了焊后熱處理對新能源汽車6063-T5散熱器攪拌摩擦焊接頭力學(xué)性能的影響;賀地求等[7]在采用攪拌摩擦焊焊接20 mm厚6063鋁合金散熱器的過程中,使用氣體保護,成功消除了6063鋁合金攪拌摩擦焊中易形成的“S”線;李帥貞[8]等研究了焊前清理對鋁合金厚板攪拌摩擦焊接頭“S”線及性能的影響等。關(guān)于厚板鋁合金攪拌摩擦焊表層出現(xiàn)的“層狀撕裂”類的缺陷問題的研究目前尚未見相關(guān)報道。
文中以17.6 mm板厚6063-T5鋁合金翅片散熱器擠壓型材攪拌摩擦焊為研究對象,研究了接頭的組織及力學(xué)性能,揭示了焊縫表層出現(xiàn)的層狀撕裂缺陷產(chǎn)生原因并探討其相關(guān)形成機理,提出了有效的解決方案,為加速推廣攪拌摩擦焊技術(shù)在軌道行業(yè)應(yīng)用奠定了工藝和理論基礎(chǔ)。
1 試驗材料及方法
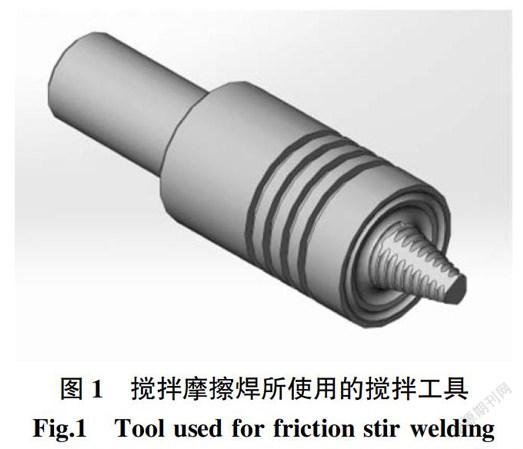
試驗材料為厚度17.6 mm的6063-T5鋁合金翅片散熱器擠壓型材,其化學(xué)成分如表1所示,試件尺寸412 mm×564 mm×112.6 mm。焊接設(shè)備為湖南煌星華科技有限公司MCH2216生產(chǎn)型靜龍門二維攪拌摩擦焊設(shè)備,最大鋁合金可焊厚度為25 mm。攪拌工具為軸肩內(nèi)凹并帶有同心圓槽,攪拌針特征為螺紋+三切面特征,如圖1所示,針長17.2 mm。攪拌頭材料為H13熱作模具鋼。
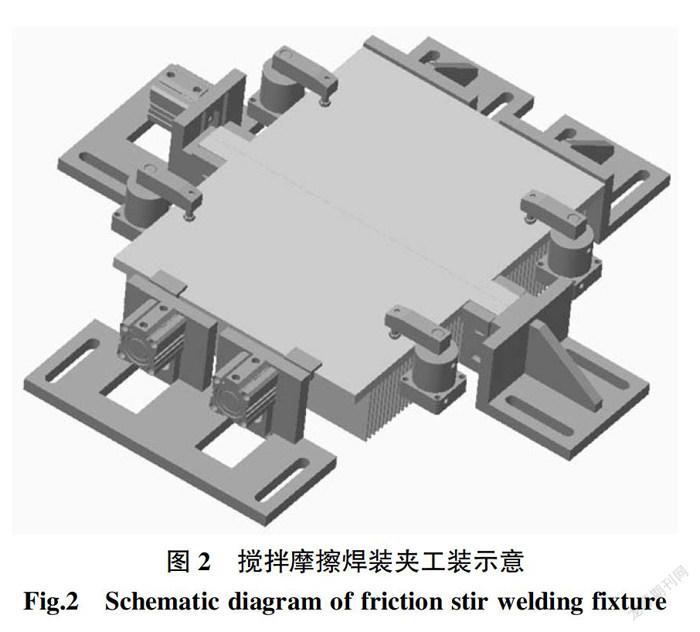
試驗前先用鋼絲刷打磨試件表面和焊縫對接面,再用酒精擦拭。焊接工藝參數(shù)為:攪拌頭轉(zhuǎn)速600 r/min,焊接行進速度150 mm/min,軸肩下壓量0.2 mm,攪拌頭傾角3°,起始停留時間15 s,終止停留時間為8 s。焊接工裝裝夾示意如圖2所示,為節(jié)約生產(chǎn)成本、提高材料利用率,采用引入引出的工藝,引入和引出塊尺寸為50 mm×50 mm,材質(zhì)和厚度與母材相同。為了消除焊接內(nèi)應(yīng)力,對焊后試件進行180 ℃×10 h人工時效處理。
攪拌摩擦焊接完成后沿寬度方向切除引入引出塊,對焊縫進行PT和RT檢測,結(jié)果均為合格。銑削加工去除翅片齒后,采用線切割沿垂直于焊縫方向分別制取金相試樣、拉伸試樣和彎曲試樣,取樣標(biāo)準(zhǔn)按照ISO25239-2011《攪拌摩擦焊—鋁合金》執(zhí)行,采用Axiovert-200-MAT進行金相組織觀察,制備金相試樣所使用的腐蝕液為9%NaOH∶91%H2O。采用Instron-5900拉伸試驗機進行拉伸性能測試,使用HITACHI-S4800掃描電子顯微鏡對焊縫截面進行二次電子(SE)成像和背散射電子(BSE)成像分析和能譜分析。
2 結(jié)果及分析
2.1 焊縫宏觀形貌
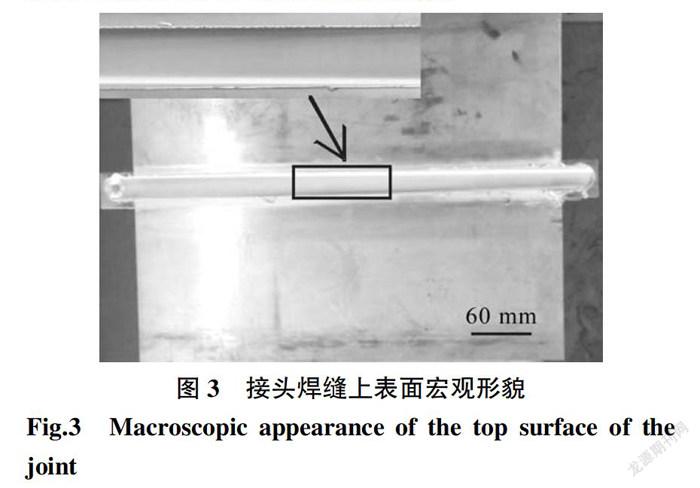
焊縫上表面宏觀形貌如圖3所示,可以看出,焊縫除因軸肩下壓造成的略微減薄和飛邊之外,焊縫成形美觀,光亮平整,無宏觀缺陷。
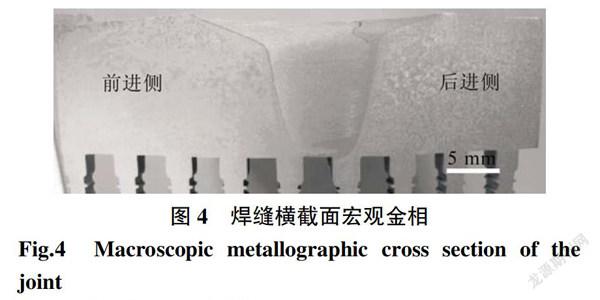
焊縫橫截面宏觀金相照片如圖4所示。由圖4可知,焊縫焊核區(qū)橫截面整體形貌呈現(xiàn)“深碗狀”并完全覆蓋焊縫厚度方向。由于前進側(cè)材料相比于后退側(cè)材料受到的機械攪拌作用更加劇烈,因此前進側(cè)熱機械影響區(qū)更加明顯。可以發(fā)現(xiàn),在后退側(cè)焊縫上表面沿焊縫深度方向分布著一條長約3 mm的“S”線。目前,關(guān)于“S”線國內(nèi)外學(xué)者普遍認(rèn)為是由于焊接過程中原始對接面氧化膜沒有完全攪拌破碎殘留焊縫連續(xù)分布造成的,文中不再累述。
2.2 缺陷宏觀形貌
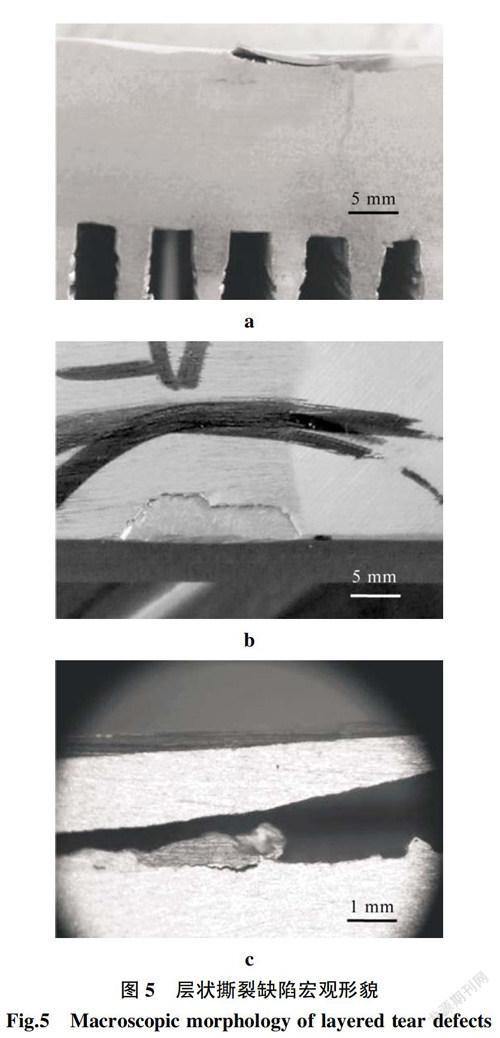
焊縫橫截面上表層“層狀撕裂”類缺陷典型宏觀形貌特征如圖5所示。距離焊縫上表面約1 mm分布著一條平行于板厚方向的裂紋(見圖5a),整條裂紋分布于軸肩影響區(qū)(Shoulder Affected Zone,SAZ),起裂部位位于焊縫原始對接面上表面處,沿平行于板厚方向擴展,止于后退側(cè)焊縫表面熱機械影響區(qū)(Thermal mechanical affected zone,TMAZ)。層狀撕裂缺陷的上表面特征宏觀照片如圖5b所示,缺陷整體位于后退側(cè)SAZ區(qū),裂紋擴展區(qū)表面呈暗黑色。
進一步觀察層狀撕裂缺陷斷口橫截面形貌(見圖5c)發(fā)現(xiàn),沿著裂紋擴展方向中間分布著一層暗黑色的夾雜物層,夾雜物上表面層已完全脫離基體金屬,下表面層已明顯出現(xiàn)沿著界面的裂紋擴展。這說明夾雜物層與基體金屬的結(jié)合力相對較低,也是產(chǎn)生此類“層狀撕裂”缺陷的根本原因。
2.3 缺陷掃描電鏡分析
為進一步分析造成此類“層狀撕裂”缺陷裂紋的擴展路徑和發(fā)生規(guī)律,進行了掃面電鏡觀察,如圖6所示。圖6a、6b分別為裂紋起始段SE和BSE成像照片,可以看出裂紋起裂位置發(fā)生于夾雜物層,并且沿著夾雜物層擴展,夾雜物層上下表面已經(jīng)脫離基體金屬。裂紋擴展段SE和BSE成像照片分別如圖6c、6d所示,夾雜物層整體呈連續(xù)分布特征,局部有斷續(xù)分布的情況,夾雜物層整體與兩側(cè)基體金屬分離,有二次裂紋沿夾雜物層擴展。圖6e、6f分別為裂紋終止階段的SE和BSE圖片,此階段夾雜物層厚度明顯比前面兩階段的薄,伴隨著夾雜物層厚度連續(xù)減薄的過程,裂紋擴展也開始慢慢進入終止階段。這說明夾雜物層是導(dǎo)致裂紋擴展的根本原因。
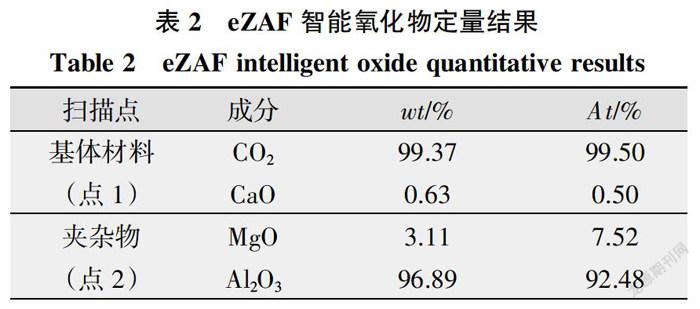
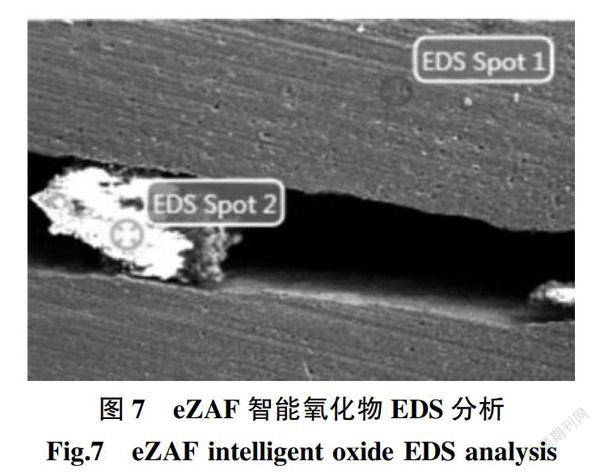
為了定性確定夾雜物層的化學(xué)成分,進行了掃描電鏡點掃描能譜分析和智能氧化物測定。eZAF只能氧化物EDS分析和定量結(jié)果分別如圖7、表2所示,由表2可知,基體材料(點1)表面氧化物主要由CO2、CaO組成;夾雜物(點2)氧化物的化學(xué)成分為96.89%Al2O3和3.11%MgO。
2.4 焊縫力學(xué)性能分析
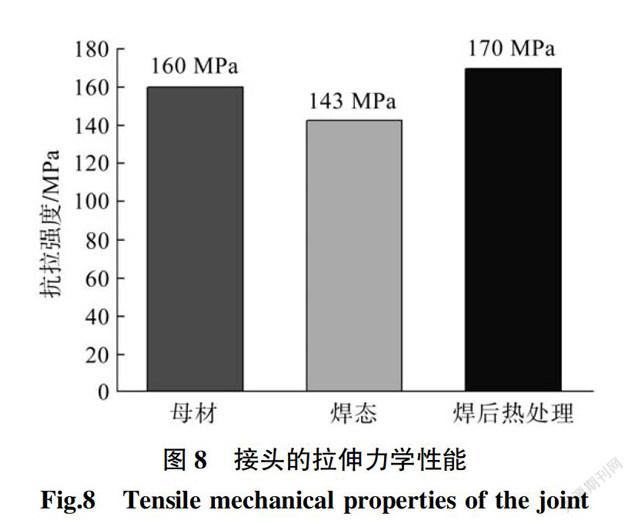
17.6 mm厚6063-T5鋁合金母材和接頭的拉伸力學(xué)性能如圖8所示。母材的抗拉強度為160 MPa;焊后接頭的抗拉強度為143 MPa,為母材的89.4%;為了消除焊接內(nèi)應(yīng)力、提高接頭的可靠性,對試件進行了180 ℃×10 h焊后時效處理,接頭抗拉強度提升至170 MPa,為原始母材的106.3%。
接頭拉伸斷裂發(fā)生于接頭前進側(cè)熱影響區(qū),接頭拉伸斷裂表面由大量的韌窩聚集組成,為典型的韌性斷裂特征,如圖9所示。
3 結(jié)論
(1)厚板鋁合金攪拌摩擦焊后,焊縫表層易出現(xiàn)“層狀撕裂”類缺陷,分析其原因為焊前清理不到位導(dǎo)致氧化物聚集連續(xù)分布于SAZ造成的,氧化物層的主要化學(xué)成分為Al2O3、MgO。
(2)焊后接頭強度為143 MPa,為母材的89.4%;經(jīng)過180 ℃×10 h焊后時效處理后,接頭的抗拉強度提高到170 MPa,為母材的106.3%。接頭拉伸斷裂發(fā)生于接頭前進側(cè)熱影響區(qū),拉伸斷裂方式為韌性斷裂。
(3)對于厚板鋁合金擠壓型材攪拌摩擦焊,接頭焊前清理建議采用精銑加工嚴(yán)格去除焊件表面氧化皮。
參考文獻:
[1] Thomas W M,Murch M G,Nicholas E D,et al. Improvem- ents relating to friction welding:CA,CA 2123097 C[P]. 1998.
[2] 狄歐,李亞非. 6061鋁合金厚板攪拌摩擦焊工藝研究[J].熱加工工藝,2016(23):63-66,73.
[3] 宮文彪,田洪嬌,劉威,等. 6082-T6鋁合金厚板攪拌摩擦焊沿厚度方向性能變化[J]. 稀有金屬材料與工程,2012(S2):854-857.
[4] 吳志明. 軌道車輛鋁合金厚板攪拌摩擦焊焊接工藝研究[J]. 電力機車與城軌車輛,2014(4):50-53.
[5] 汪建. 6063-T5鋁合金散熱器的攪拌摩擦焊接仿真分析與工藝研究[D]. 湖南:中南大學(xué),2012.
[6] 毛家偉. 焊后熱處理對新能源汽車6063-T5散熱器攪拌摩擦焊接頭力學(xué)性能的影響[J]. 熱加工工藝,2017(21):201-203.
[7] 賀地求,葉紹勇,汪建. 20 mm厚6063鋁合金攪拌摩擦焊焊縫S曲線控制[J]. 焊接學(xué)報,2013,34(12):21-24.
[8] 李帥貞,韓曉輝,毛鎮(zhèn)東,等. 焊前清理對鋁合金厚板攪拌摩擦焊接頭S線及性能的影響[J]. 電焊機,2018,48(3):80-85.
收稿日期:2020-03-14
作者簡介:鄧清洪(1990— ),男,碩士,主要從事攪拌摩擦焊及其相關(guān)產(chǎn)品的研發(fā)工作。E-mail:qhdengysu@yeah.com。
