海洋平臺TKY節點6GR位置焊接技術
2020-09-10 07:22:44歷超孫志廣張彬
電焊機 2020年8期
關鍵詞:焊縫
歷超 孫志廣 張彬
摘要:針對海洋平臺的建設特點,結合諸多工程項目實例和成功經驗,介紹了海洋平臺TKY節點6GR位置考核規則、焊接試件的準備及裝配,并從典型焊接工藝,以及封底焊、填充焊、蓋面焊等主要控制點方面進行歸納和總結;TKY節點的連接是結構物構件之間的關鍵連接位置,可以使構件之間形成封閉的完整結構體,該位置的焊接工作是焊接質量控制的重點和難點,6GR技術的引入對海洋平臺和結構物的質量控制帶來了新思路。
關鍵詞:海洋平臺;管相貫節點;6GR位置;焊接
中圖分類號:TG457 文獻標志碼:B 文章編號:1001-2303(2020)08-0083-03
DOI:10.7512/j.issn.1001-2303.2020.08.17
0 前言
海洋平臺是用鋼管、型鋼及板材焊接而成的復雜、大型空間結構物,為在海上進行鉆井、采油、集運、觀測、導航以及施工等活動提供生產和生活設施,其中大型管相交的節點主要有T形、K形和Y形(即TKY節點),是結構中最重要的焊接結構。作為整體結構的應力集中明顯區,該部位極易產生疲勞破壞,從而降低結構的疲勞壽命,所以TKY節點的焊接質量要求非常嚴格[1-3]。在美國焊接協會鋼結構焊接規范AWS D1.1-2010 Structural Welding code-Steel中,明確規定了必須經權威第三方認證合格的6GR位置焊工才能進行TKY節點的焊接作業。
1 6GR位置考核規則要求
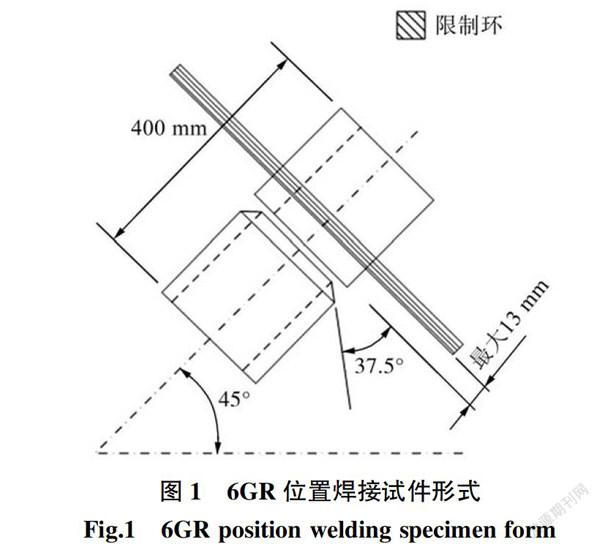
美國焊接協會鋼結構焊接規范AWS D1.1-2010 Structural Welding code-Steel為考核參加海洋平臺鋼結構TKY節點焊接作業的焊工操作技能專門設計了一種特殊試件,即6GR接頭形式[4]。取得6GR位置焊接資格方可承擔海洋平臺鋼結構中任何部位的焊接任務。該試件外徑相同但不等厚,厚壁大于或者等于5 mm,厚壁為直口,薄壁為坡口形式,坡口角度37.5°,是一種坡口與直口組合的焊縫形式,焊接時帶限制環,具體形式如圖1所示。
6GR位置考核規則要求如下:
(1)6GR位置考核試件為管對接斜45°固定,斜45°固定坡口端位于下部,圓周限制環距直口邊緣13 mm。
(2)嚴格按焊工考核程序進行操作。
(3)試件開始焊接后,其位置不得隨意改變。
(4)如有違章操作將停止焊接操作考核。
(5)焊接結束后,焊縫表面清理干凈,保持焊縫原始狀態,嚴禁修補、打磨、錘擊等。
(6)蓋面焊接嚴禁使用封底焊條。
2 6GR位置試件的準備及裝配
2.1 6GR位置試件的準備
(1)焊條的選用與烘干。選用φ3.2 mm E7016(LB-52U)焊條,φ3.2 mm E7018-1(CHE58-1)焊條,使用前在350~400 ℃溫度范圍內烘干,保溫1~2 h。烘干后的焊條放入保溫桶內,隨用隨取,保溫桶始終處于保溫狀態。
(2)6GR位置焊接試件通常選用20#鋼管,規格分別為φ219 mm×20 mm×150 mm(直口),φ219 mm×12.7 mm×150 mm(37.5°坡口,1~2 mm鈍邊)。焊接試件坡口面及邊緣20 mm以內需打磨清理至露出金屬光澤。
(3)焊接試件配置3塊10 mm×65(72) mm×300 mm筋板,以筋板中心為基準,一端寬65 mm,另一端72 mm。材質通常選用Q235A或Q235B。
(4)焊接試件配置規格為φ520 mm(外徑)/φ225 mm(內徑)×6~8 mm(板厚)的限制圈。材質通常選用Q235A或Q235B。
2.2 6GR位置試件的裝備要求
(1)焊接試件組對前表面處理須檢驗合格。
(2)為防止焊縫間隙收縮,焊接試件組對采用內設筋板剛性固定,內設筋板三等分試件圓周放置,且在筋板同一側點焊,以便焊后去除。
(3)焊接試件裝配間隙3~4 mm,裝配錯變量不高于1.2 mm。
3 6GR位置焊接技術
3.1 典型焊接工藝參數
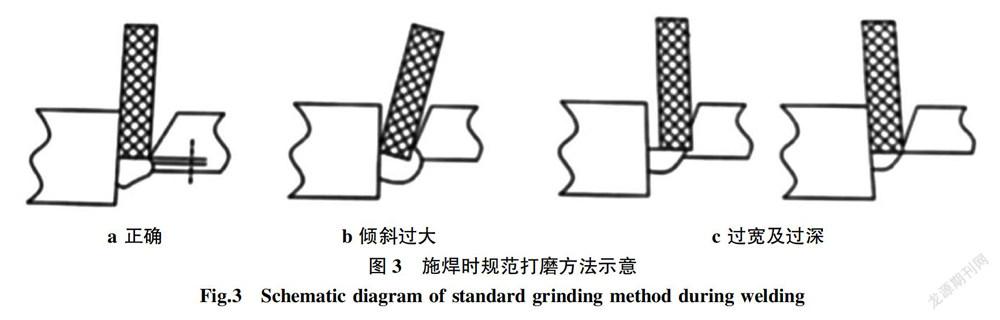
焊條電弧焊設備簡單、操作靈活,適用于各種位置焊接,尤其是海洋平臺T、K、Y節點的全位置焊接[5-6]。海洋平臺TKY節點6GR位置采用焊條電弧焊的典型焊接工藝參數如表1所示,需要注意的是,示例焊接工藝參數僅是參考數值,實際應用中要根據具體情況靈活調整。
3.2 焊接操作
6GR位置焊縫厚度13 mm,焊接中采用多層多道焊,通常為“四層五道”焊縫。分別從封底、填充及蓋面焊接主要控制點介紹焊接操作技術。
3.2.1 封底焊主要控制點
(1)采用鋸齒形小擺動或直線形運條法。引弧時在上部直邊面上6點前位或后位引弧。受制于限制圈的存在,焊間打磨只能以順時針方向進行。因此,引弧以6點前位為最佳。
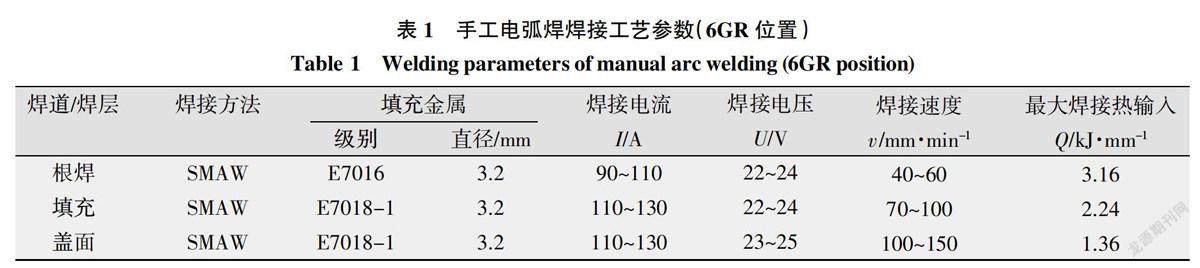
(2)封底焊中,應嚴格控制焊條角度[7-8]。當焊條在坡口內與上直邊夾角超過35°時,焊條會與下坡口面接觸形成阻力,不便于焊接運條操作。另外,會使背面靠直邊邊緣焊角較小,甚至焊趾無法焊透。當焊條在坡口內與上直邊夾角小于35°或越來越小時,焊接電弧的熔融金屬過渡到直口邊緣會減少,易造成直口邊熔合不良等缺陷。所以封底焊中焊條角度在坡口內全周與上直邊成35°夾角,與環周焊接方向成90°±5°(不同位置選擇不同角度)夾角,方可得到滿足要求的封底焊縫,如圖2所示。
(3)封底焊時應壓低電弧操作。焊接熔池截面上的力分解為頂壓電弧、封底成形以及緊靠直邊、電弧加熱熔化直邊的電弧吹力。壓低電弧操作,2/3的熔融金屬過渡到直邊被焊側,確保良好的焊縫成形。
3.2.2 填充焊主要控制點
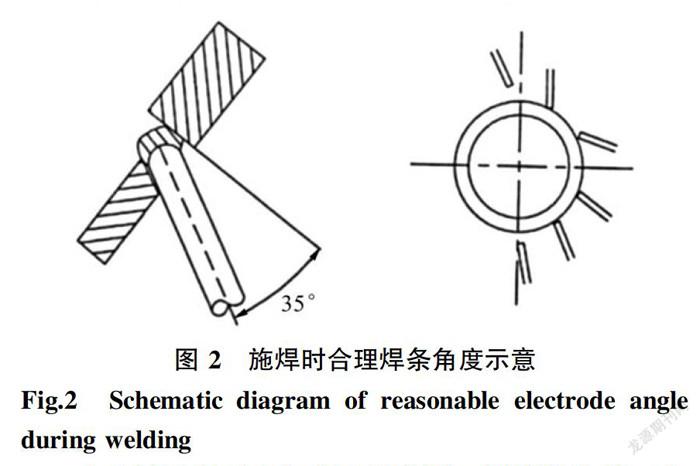
(1)封底焊接結束后,用砂輪機對焊縫進行規范的打磨清理。操作不當或者打磨過深,極易造成第二層焊道焊接時燒穿。規范打磨方法如圖3所示。
(2)填充焊接過程中,注意觀察熔化金屬水平面[8],始終保持電弧熔池水平走向,擺動運條,電弧在下側坡口前移幅度略大、停留時間略長,以防熔化金屬下垂造成焊縫成形不良。填充焊接后焊道坡口焊槽上下深度需相同,嚴禁出現凸起或凹陷,以免對蓋面后外觀成形造成不良影響。
(3)焊接過程中必須持續關注直口面的熔合情況,避免出現夾渣或者未熔合等焊接缺陷。
3.2.3 蓋面焊主要控制點
(1)蓋面焊接前要對電弧擦傷等影響外觀質量的不利因素進行檢查和徹底清除。
(2)蓋面焊接第一道焊縫施焊,起焊點應超過焊接試件半圓的10~20 mm。引燃電弧后,直線運條施焊10~20 mm,轉換至斜鋸齒運條法,逐漸增大擺幅寬度,并形成一斜坡型接頭搭接平臺,以保證接頭成形良好。
(3)焊接試件兩側立焊位置焊接,運條速度需略快,從而得到窄薄的焊縫接頭。
(4)在保證焊接質量的同時,需采用短弧、快焊方法,完工焊縫波紋細、平整美觀,焊層薄。
4 結論
結合海洋石油工程諸多工程項目中6GR位置焊接培訓考核實例和成功經驗,從諸多方面介紹了海洋平臺管相貫節點6GR位置焊接技術,以期為類似項目的TKY節點焊接工作提供些許指導和借鑒。
參考文獻:
[1] 閔祥軍,王文貴. 海洋鋼結構TKY管節點的焊接工藝[A].2010全國鋼結構學術年會論文集[C]. 2010.
[2] 張濤,汪圣林,王勝,等. 導管架TKY單面焊工藝評定缺陷分析及控制措施[J]. 金屬加工(熱加工),2019(11): 31-33.
[3] 張磊,李祎堯,趙陽,等. 深水導管架的焊接質量控制[J].中國石油和化工標準與質量,2017(22):20-21.
[4] AWS D1.1/D1.1M Structural welding code-steel[S]. 2010.
[5] 劉巖,陳永滿,王建明. 焊接工藝對海洋平臺用鋼焊接接頭性能的影響[J]. 熱加工工藝,2017,46(11):9-12.
[6] 李風波. 船舶與海洋工程焊接[M]. 哈爾濱:哈爾濱工程大學出版社,2015.
[7] 謝玲,熊根良. 焊工經驗與技能運用于焊接的研究現狀及展望[J]. 熱加工工藝,2019,48(17):1-4.
[8] 程晉宜,孫小磊. 海洋工程6GR焊工培訓新方法[J]. 電焊機,2011,41(1):95-97.
收稿日期:2020-02-21
作者簡介:歷 超(1983— ),男,碩士,高級工程師,主要從事海洋石油工程項目管理等工作。E-mail:lichao@cooec.com.cn。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
