大型結構模塊現場拼裝焊接變形控制
2020-09-10 07:22:44劉非
電焊機 2020年8期
關鍵詞:焊接
劉非





摘要:以CA20結構模塊現場拼裝焊接為例,介紹了CA20大型結構模塊現場拼裝焊接難點,子模塊、組合件現場拼裝焊接工藝及流程;分析了結構模塊現場拼裝焊接變形原因,總結了結構模塊常用的焊接變形控制方法,并針對大型結構模塊特點,提出了控制結構模塊現場拼裝焊接變形控制措施,為核電站大型結構模塊現場拼裝焊接變形控制提供參考。
關鍵詞:核電站;結構模塊;焊接;變形控制;出廠驗收
中圖分類號:TG404 文獻標志碼:B 文章編號:1001-2303(2020)08-0071-07
DOI:10.7512/j.issn.1001-2303.2020.08.15
0 前言
模塊化設計建造引入了大量的模塊作業,采用車間預制、現場拼裝和整體吊裝的方法,改變了傳統的核電站建造模式,由過去分散的勞動密集型逐步轉向為工廠化的集約型建造模式;同時,改變了現場施工邏輯順序,由過去的先土建、后安裝,轉變為土建、安裝平行施工,交叉施工,優化了施工邏輯順序,壓縮了整個建造工期。另外,模塊化工廠化預制,有利于改善作業環境,提高機械自動化程度,降低勞動強度,提高工作效率和建造質量。
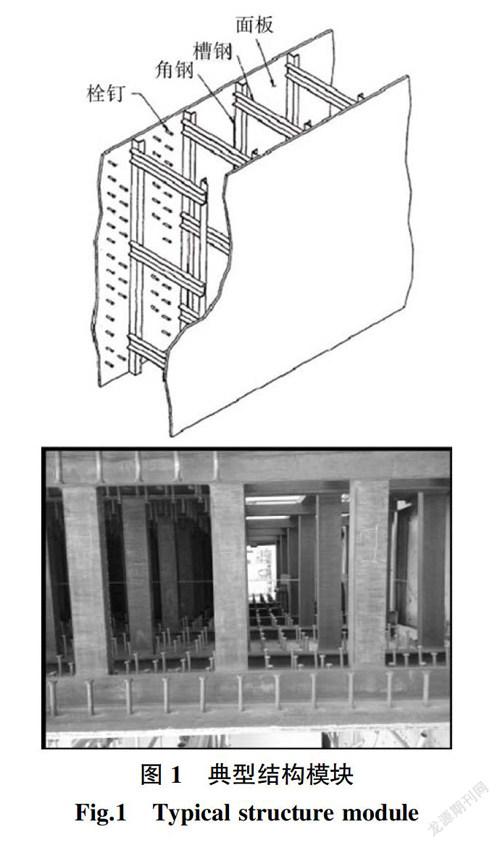
結構模塊是三代非能動核電站建造的主要模塊之一,分為CA結構模塊、CB結構模塊、CS樓梯模塊、CH鋼平臺模塊等,其中CA結構模塊主要由鋼面板、剪力釘、鋼桁架等構件焊接而成,其典型結構如圖1所示。在核電站大型結構模塊中,CA20結構模塊是較為典型的雙層鋼板空心結構模塊之一,由于其結構本體重、整體尺寸大,重心高,焊縫長度較長且面板使用了大量的雙相不銹鋼薄板,使得控制變形成為CA20結構模塊現場拼裝焊接的難點,也是影響質量的關鍵因素[1]。大型結構模塊現場拼裝焊接已在國內三門和海陽核電站實施,及時總結大型結構模塊現場拼裝焊接變形控制經驗,可為后續核電站大型模塊現場拼裝焊接變形控制提供一定的參考。
1 CA20結構模塊概況
1.1 CA20結構模塊特征
CA20模塊位于輔助廠房,外形尺寸為22.3 m×15.6 m×22.9 m,由27 個墻體模塊和18 個樓板模塊現場拼裝焊接構成12個房間,總質量約759 t,具備乏燃料的貯存、傳輸、熱交換及廢物收集等功能,其位置和軸側示意如圖2所示。
1.2 CA20現場拼裝、焊接難點
CA20結構復雜、外形尺寸大、焊接質量要求高、焊接變形大,在現場組裝、焊接、運輸及吊裝等環節過程中主要有以下難點:
(1)組件多,分組件參考點多,總體拼裝時容易產生累積誤差,導致整體外型尺寸控制難度大。
(2)模塊整體外形尺寸大,結構復雜,整體質量大,且模塊組合形式各異,存在重心難以確定,在運輸、吊裝過程中變形控制難度大。
(3)CA20 模塊的墻體子模塊面板之間要求采用全熔透焊縫焊接,但現場空間狹小,主要焊縫為立焊,部分焊縫為仰焊,焊工操作難度大,容易產生焊接缺陷、返修。
(4)CA20 模塊焊接工作量大,主焊縫總長超過3 000 m,其中雙相不銹鋼焊縫長度約650 m,單條焊縫最長達22 m,焊縫母材厚度小,容易在焊接過程中產生變形。
2 CA20結構模塊現場拼裝焊接
2.1 CA20結構模塊焊接工藝
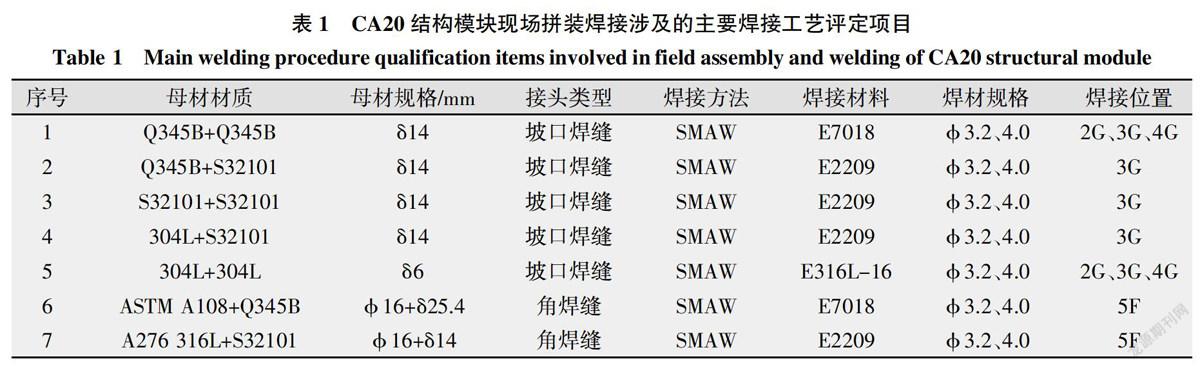
CA20結構模塊拼裝包括墻體子模塊之間的焊接、樓板子模塊間的焊接、支撐樓板用型鋼與墻體的焊接、樓板模塊與支撐用型鋼的焊接等,焊縫連接形式有對接坡口焊縫、T 型接頭坡口焊縫、角焊縫及塞焊縫。CA20結構模塊拼裝焊接涉及的主要材質有A240-S32101 雙相不銹鋼、304L不銹鋼和Q345B碳鋼,執行標準為美國鋼結構焊接規范AWS D1.1和AWS D1.6,焊接位置涉及平焊、仰焊和立焊,焊接方法為焊條電弧焊(SMAW)和氬電聯焊(GTAW+SMAW),其中碳鋼及碳鋼、奧氏體不銹鋼之間的焊接采用SMAW,與雙相不銹鋼組成的焊接接頭采用SMAW或GTAW+SMAW。產品正式焊接前,需要根據焊接部位材質、規格及其坡口形式制定相應的焊接工藝,CA20結構模塊拼裝焊接過程中涉及的主要工藝評定項目如表1所示。
2.2 CA20結構模塊拼裝焊接
CA20 結構模塊由3 個組合件組成,其中1#組合件由CA20-01、02、03、04、05、06、07、08共8個子模塊加樓板角梁拼裝焊接而成,如圖3所示。8個子模塊在拼裝焊接過程中需滿足:兩個子模塊拼裝組對間隙為4~20 mm,錯邊量允許最大偏差1.27 mm,拼裝焊接完成后,兩個焊接拼接板的平整度偏差應不大于19 mm;另外在坡口拼裝過程中,使用基準面進行尺寸定位,基準面在單獨子模塊中表示為基準點,基準點01與其他任意基準點間距進度要求為±9.5 mm。組合件的拼裝焊接流程如圖4所示。
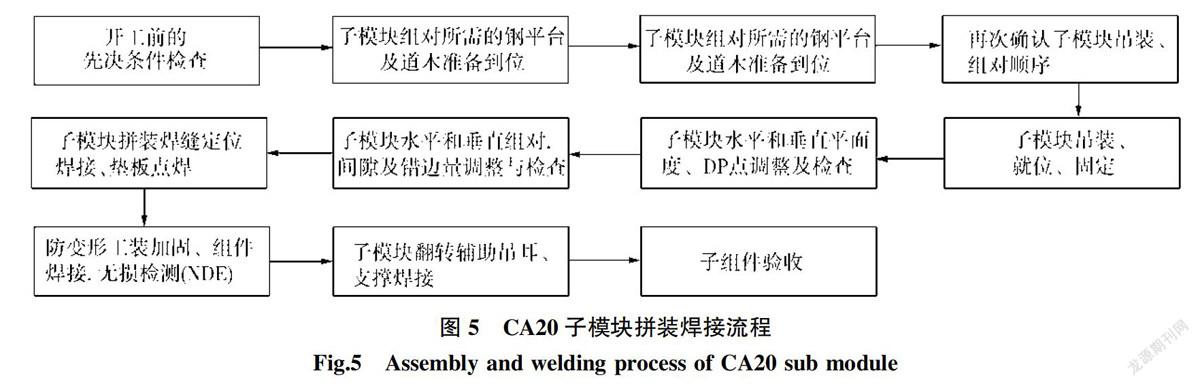
子模塊的單條焊縫拼裝焊接流程如圖5所示,8個子模塊組裝施焊順序為:①焊接03子模塊與02、04子模塊之間的焊縫;②焊接01和02,03和04子模塊之間的焊縫;③焊接03和07子模塊之間的焊縫;④焊接01和06,05和08子模塊之間的焊縫。
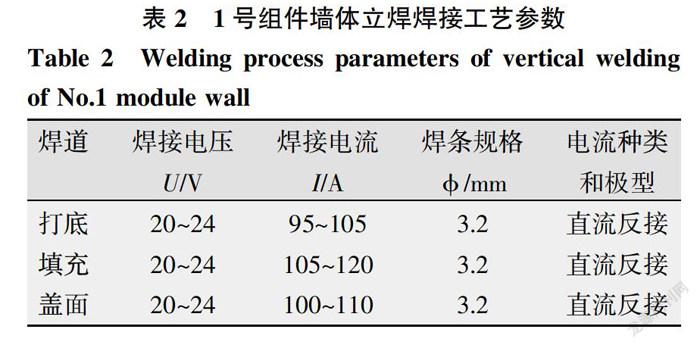
1#組件墻體子模塊材質為Q345B,壁厚12.7 mm,焊接接頭形式為單面V型對接接頭,背部帶墊板,其坡口尺寸如圖6所示。焊接位置為立向上,焊縫長約21 m,墊板材質與墻體相同,厚度6.35 mm。綜合考慮經濟、施工進度、焊工技能等各方面因素,確定采用工藝成熟、操作靈活方便的焊條電弧焊,焊條型號為E7018,直徑3.2 mm,焊接工藝參數如表2所示。
3 焊接變形原因分析
焊接變形的原因是:焊接過程中的局部加熱和冷卻受到周圍冷金屬的拘束,不能自由地膨脹和收縮,焊接殘余應力殘留在工件上,產生了焊接變形[2]。在結構模塊面板焊接過程中,主要的焊接變形為波浪變形、角變形和焊縫橫向收縮變形等,對其產生原因進行分析。
3.1 波浪變形原因
模塊墻體焊縫每兩個子模塊面板間共有兩條焊縫,焊縫長約22 m,板厚12.7 mm或6 mm。相對于長度方向,結構模塊的板厚較薄,剛性不夠,焊接后,板材失去穩定性而引起焊縫周圍的波浪變形。
此外,CA20結構模塊為雙層鋼板空心結構,具有結構復雜、整體質量和外形尺寸大、面板薄且兩個子模塊拼裝焊縫長的特點,且從各子模塊工廠預制到現場拼裝焊接完成需經過多次吊裝、運輸、拼裝焊接,這些工序都會引起結構模塊整體變形尤其是結構模塊面板產生的波浪變形。因此,CA20結構模塊在整個拼裝過程中的防變形工作尤為重要,尤其是保證子模塊與子模塊組對時面板的平度控制,將減少結構模塊面板平面度變形對現場拼裝焊接造成的影響。
3.2 角變形原因
由于焊縫截面形狀上下不對稱,焊縫的橫向收縮沿板厚分布不均勻會引起角變形。CA20結構模塊現場拼裝采用立式拼裝工藝,模塊面板對接焊縫主要為立焊,相比于其他幾種焊接位置,立焊熔敷金屬厚度大,熱輸入量高,同樣增加了焊縫的角變形趨勢及焊縫的收縮量。
3.3 收縮變形原因
模塊內部空間狹小,無法采用雙面焊接,為保證焊接質量,各子模塊面板現場拼裝焊接通常采用帶墊板的單面焊條電弧焊工藝。各子模的面板在工廠預制、吊裝、運輸過程中的變形使得各子模塊面板現場拼裝組對間隙相對較大,熔敷金屬多,焊縫熱輸入大,最終導致焊縫的角變形趨勢增大,同時焊縫橫向收縮量增加。
4 焊接變形控制措施
4.1 常用焊接變形控制方法
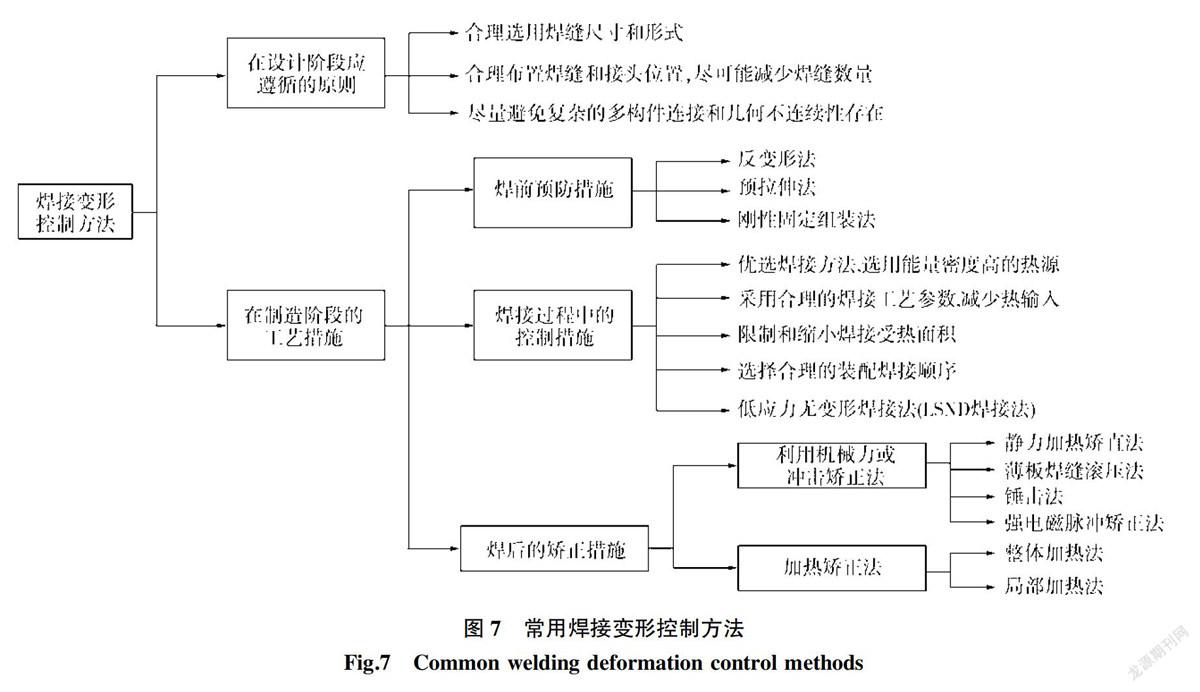
控制結構模塊焊接變形的方法分為設計階段措施和制造階段的工藝措施。制造階段采取的防焊接變形措施主要有焊前預防措施、焊中控制措施以及焊后矯正措施,常用的焊接變形控制方法[3]如圖7所示。對于結構模塊現場拼裝焊接階段,其焊接變形控制方法主要為剛性固定法、反變形法、控制熱輸入和選擇合理的裝配焊接順序以及焊后手工和機械矯正方法。
4.2 焊接變形控制措施
為保證大型結構模塊現場拼裝焊接質量滿足設計要求,應根據結構模塊最終的設計要求及后續每道工序變形對整體結構尺寸的影響進行分析,確定需要重點控制的環節,確保每道工序質量符合設計要求,并針對焊前、焊中和焊后等過程控制,保證結構模塊的整體質量和結構尺寸滿足設計要求。
(1)加強子模塊存放、吊裝、運輸搬運過程中的成品保護。
CA20模塊存放在組裝平臺上時,因成品保護和施工需要在模塊和平臺間鋪墊道木,為避免因模塊外形尺寸較大而在儲存過程中發生變形,在鋪設道木時應根據模塊的結構特點,盡可能將道木設置在鄰近模塊受力較好的節點部位,如墻體模塊內部有加強角鋼的位置或模塊的承重部位,如T 型、L 型模塊水平放置時,在立墻板下方鋪設道木,且道木之間間距不宜過大[4]。由于模塊較大,在運輸及存放過程中易產生波浪形變形。長寬比大于3且自身不能構成穩固結構的模塊,在吊裝、運輸過程中應采取吊梁多點吊裝使載荷均勻分布和焊接臨時支撐等措施來防止子模塊變形。此外,在進行吊耳、臨時支撐的布置和焊接時應考慮到不會對模塊造成額外的變形,臨時支撐的位置應視模塊外形及吊裝方式而定。
(2)加強子模塊到場驗收,確保子模塊拼裝焊接前質量。
加強子模塊到場驗收,確保子模塊現場拼裝焊前各子模整體結構尺寸和面板平面度符合要求。子模塊從在工廠預制完成運輸到核電工程現場過程中產生的變形,會對現場拼裝焊接造成影響。因此,應加強子模塊現場驗收關鍵環節控制。
(3)開展子模塊DP 點標識、共線度及DP 線垂直度檢查。
DP點是結構模塊預制、組裝、焊接及后續貫穿件、OLP板、鋼牛腿、設備等關聯物項施工的基準點。為了控制結構模塊拼裝、焊接過程中的變形,一般會在單個子模塊上設置幾個輔助的DP點,這些DP子點構成了子模塊縱橫方向上的控制軸線,子模塊上所有施工活動都必須以這兩條控制軸線為定位基準。
因此,在進行子模塊現場驗收檢查時,必須重點檢查各子模塊上的輔助DP點是否清晰可見,并通過粉線檢查各子模上同一方向的輔助DP點是否共線,然后通過角尺檢查縱橫方向的DP 線是否垂直。對于不符合要求的DP 點,通過與其他DP 點之間的直線關系重新標定,同時通過與子模塊上關鍵孔洞或者邊緣的尺寸關系進行驗證新標定的DP 點的正確性,為結構模塊后續的現場組裝、安裝工作消除重大隱患。
(4)開展子模塊組對邊直線度檢查。
由于子模塊焊接變形原因,部分“L”型與“T”型子模塊在工廠預制時容易發生整體彎曲變形,這些變形的子模塊在現場拼裝時會造成DP 點間距超標情況的發生。在子模塊現場驗收時,可通過測量子模塊組對邊直線度的方式來確定子模塊是否發生了整體彎曲變形。對于整體彎曲變形小于或等于10 mm 的子模塊,在現場拼裝時可以通過回型工裝進行矯正;對于整體彎曲變形大于10 mm 的子模塊,由于變形較大,現場調整很容易產生新的變形,可通過確保組合件外形尺寸及腔室空間不小于設計要求的方式進行現場組裝[5]。
(5)采取反變形及剛性固定法。
在子模塊吊裝、就位、固定后需對子模塊面板的水平度和垂直度進行調整,檢查并確認各項尺寸符合要求后進行定位焊,此時變形控制主要是預留反變形及剛性固定。在進行定位焊時,由3組焊工分別在內墻、外墻和兩墻之間的墊板同步焊接,定位焊焊縫長度控制在50~80 mm,每段定位焊焊縫間隔控制在300~500 mm。為控制焊接過程中的變形,在進行兩個子模塊面板對接焊前需要在墻體模塊內部安裝反變形工裝,支撐工裝布置應根據現場實際情況而定,支撐工裝按設計要求采用10號槽鋼,每間隔300~400 mm布置一根反變形槽鋼,反變形向外支撐3~5 mm,使之形成一個向外的反變形,在焊接過程中角度將不斷減小,最終達到要求的尺寸,反變形工裝如圖8所示。
(6)加強子模面板組間隙、錯邊量以及平面度控制。
在子模塊拼裝焊接過程中,進行子模塊面板組對間隙調整時,應在考慮焊縫收縮量的基礎上確保模塊各尺寸控制DP間的距離滿足公差要求,可以通過主控制DP點來控制組對公差累計,如果出現正偏差,可以通過對坡口尺寸進行二次打磨以調整間隙。在整個組對間隙和錯邊調整過程中,還可以通過楔形墊板、S型調整塊、槽鋼等對坡口組對間隙和錯邊進行調整。在模塊面板垂直組對過程中,通常先采用吊裝機械對垂直度進行粗調,然后再采用防傾覆裝置、斜支撐及各種卡具對垂直平面度和組對坡口間隙和錯邊進行精調;組對后,應對模塊進行合適的校平,確保組對后結構模塊墻面鋼板的平面度、焊縫兩側的平面度均在設計公差要求范圍之內。
(7)合理選擇焊接順序,嚴格控制焊接熱輸入。
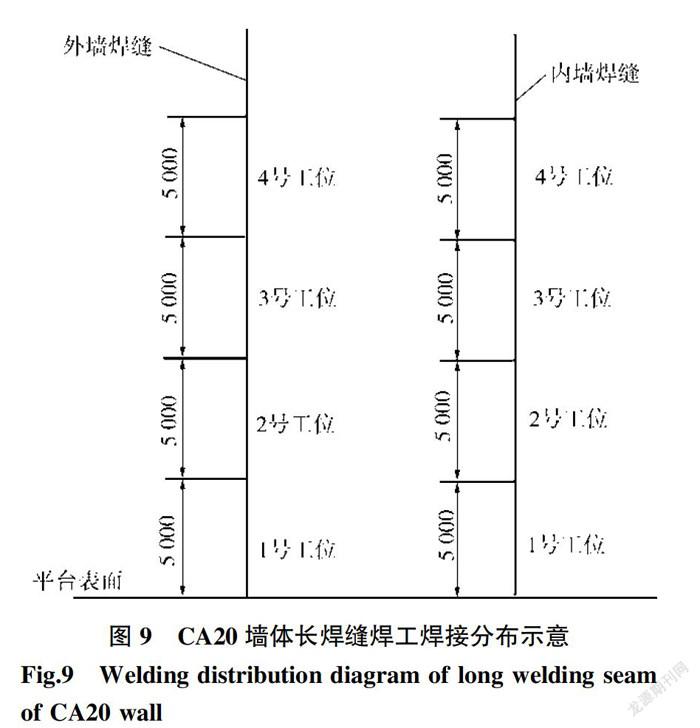
焊接順序對結構模塊面板變形影響很大,因此,對于面板對接的長焊縫焊接應盡量把它分為若干段,分段焊接。CA20結構模塊的每兩個子模塊間分外墻、內墻兩條焊縫,長約20 m,每條焊縫平均分成4個工位,每個工位焊縫平均長度為5 m,由1名焊工施焊,焊縫分段焊接如圖9所示。每個工位負責的焊縫長度再分成若干均勻的小段,為防止焊接熱量集中造成波浪變形,應采用分段跳焊的方式進行焊接,墻體兩邊同時采用對稱焊接,共8名焊工同時、同步、同速施焊,在焊接過程中嚴格控制焊接熱輸入,避免因熱量不均和熱輸入量過大導致焊接變形增大,同時做好焊縫層間清理,保證焊縫一次焊接合格,避免焊縫返修引起焊接變形的增加。
(8)采用合適的焊后矯正方法。
焊后控制是指結構模塊發生焊接變形后采取合理的矯正措施,矯正或減少子模塊的變形,使子模變形量滿足設計要求。對于結構模塊焊后變形控制,通常采用手工矯正方法和機械矯正方法,即為了降低焊縫應力集中引起的變形,焊后采用手錘等工具輕輕錘擊、敲打焊接變形區域,以減少焊接變形量,使模塊局部變形或整體結構尺寸滿足設計要求。對于結構模塊面板厚度較厚處的焊接變形,通常采用矯正機、千斤頂等對焊接變形區域施加壓力,將模塊縮短部位拉長或壓縮,產生合理的塑性變形,使變形部位恢復到原來尺寸或達到設計要求值。
5 結論
大型結構模塊引入核電站建設,改變了傳統的核電站建造模式,優化了施工邏輯順序,壓縮了整個建造工期。核電站大型結構模塊具有結構本體重、整體尺寸大,重心高,焊縫長度較長、焊接變形大等特點,為保證結構模塊現場拼裝焊接質量,通常采用焊條電弧焊工藝。模塊的吊裝、運輸和焊接等環節容易產生模塊變形,給后續模塊現場拼裝焊接造成很大影響。從控制結構模塊入場驗收入手,分析了結構模塊焊接變形的原因,總結出了結構模塊現場拼裝常用的焊接變形控制方法和措施,為后續核電站大型結構模塊現場拼裝焊接變形控制提供了參考。
參考文獻:
[1] 鄭東宏,肖洪濤,田亮,等. 某核電廠大型結構模塊的現場拼裝技術[J]. 鋼結構,2012,27(11):71-76.
[2] 陳祝年. 焊接工程師手冊(第二版)[M]. 北京:機械工業出版社,2010:464-465.
[3] 唐識,李漢勝,程曉玲,等. 核電站不銹鋼貯罐焊接變形控制[J]. 電焊機,2016,46(10):50-55.
[4] 邵磊,張品磊. AP1000核電結構模塊墻體變形控制措施[J]. 中國新技術新產品,2014(17):72-72.
[5] 郭曉偉. 大型結構模塊現場組裝、安裝施工技術探討[J].科技經濟導刊,2018,26(30):7-10.
收稿日期:2020-05-21
作者簡介:劉 非(1976— ),男,學士,高級工程師,主要從事核電廠運行、生產準備、維修、調試、培訓、商法等方面的管理工作。E-mail:7979451@qq.com。
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
