SUS304不銹鋼板的膠接點焊及接頭的疲勞強度
2020-08-24 02:26:46張龍
航空材料學報 2020年4期
關鍵詞:實驗
張 龍
(航空工業吉林航空維修有限責任公司,吉林 吉林 132102)
膠接點焊是一種融合了電阻點焊與膠接優點的薄板材料新型連接技術,其成形接頭具有優良的動/靜態承載能力以及密封特性。膠接點焊能夠改善接頭應力分布、疲勞強度、扭轉強度及剝離強度,克服了膠接接頭由于沖擊發生脆性斷裂所帶來的危險性[1]。
國內外對膠接點焊的研究起步相對較晚,目前尚未成熟。常保華等[2-4]采用三維彈塑性有限元分析方法,研究了在丙烯酸脂和酚醛樹脂兩種膠接劑的膠焊接頭中,板厚、板寬、搭接長度、焊點間距及焊點大小等的變化對膠焊接頭強度的影響。Hayat等[5]分別利用實驗法與有限元法對比了鍍鋅鋼等材料的點焊、膠接、膠焊的性能,分析了有無鍍層的接頭的拉剪強度、組織及斷裂性能。孫海濤等[6]從接頭的焊接范圍、抗拉強度、微觀組織及動態電阻曲線四個方面,來分析雙相鋼的點焊和膠焊的接頭性能。Liu等[7]針對目前膠焊技術的不足,通過在膠接劑中加入鋁粉、鎂粉來解決導電性的問題,設計正交實驗,研究加入粉末量及焊接參數對接頭的焊核尺寸及抗拉強度的影響。趙波等[8-9]以膠接技術理論為基礎,研究單焊點和多焊點的膠焊接頭,考慮試件的剪切應變,將接頭的焊點處視為較大的剪切彈性模量的膠接劑,保證焊點和膠層的剪應力不變,建立膠焊單搭接頭的線彈性應力解析模型。目前國內外學者的研究方向主要集中在有限元模擬與接頭靜力學性能優化方面,對于其承受交變載荷疲勞性能的研究鮮有報道。
本研究以304不銹鋼板為基材,對點焊、膠接與膠焊接頭的力學性能進行對比分析。基于點焊連接的正交實驗,利用中頻逆變式點焊機及MTS材料試驗機,從接頭的工藝參數、失效載荷、失效位移、強度分布特征、疲勞壽命以及F-N曲線等方面分析接頭質量。
1 實驗材料與方法
1.1 點焊接頭
選用的材料為1.5 mm 厚的SUS304奧氏體不銹鋼板,國標為0Cr18Ni9。試件如圖1所示。采用三因素三水平正交實驗方法獲得不同焊接參數的試件。其中:預壓時間70 ms,維持時間20 ms,其他參數如表1所示。被連接材料尺寸為110 mm ×20 mm × 1.5 mm,采用單搭點焊,將材料分為18組,選取每組3個試件進行焊接。
參照GB/2651—2008《焊接接頭拉伸試驗方法》,對制備好的接頭進行拉剪實驗。為了減小實驗過程中的附加彎矩,分別在試件的兩端加持同種材料的25 mm × 20 mm × 1.5 mm的墊片(圖1)。設置拉伸速率為10 mm/min,獲得接頭的失效載荷均值,如表2所示。

圖 1 試件的形狀及尺寸Fig. 1 Shape and size of the specimen

表 1 正交試驗表Table 1 Table of orthogonal test

表 2 點焊接頭失效載荷均值Table 2 Mean value of failure load of spot welding
1.2 膠焊接頭
采用與點焊接頭外形尺寸相同的試件進行膠焊,膠接劑選用實驗室常用的高分子結構膠環氧樹脂(DP460)。膠焊實驗需要在膠水導電的情況下進行,在膠水中加入適量銅粉以保證其導電性,環氧樹脂與銅粉混合體積比例為1∶1。用無水乙醇對板材表面進行脫脂處理,置于空氣中干燥,為了保證每個膠接試件的膠層厚度一致,在膠接層中加入兩段直徑為0.10 mm的細銅絲。將混合好的膠接劑均勻涂抹于試件表面,搭接長度為20 mm,膠接完成后,先不進行固化處理,直接使用點焊機對試件進行焊接。
根據正交實驗獲得的點焊最優參數,選取紐扣斷裂失效模式下6組參數下的試件進行膠焊。每組參數下初步制作3個試件,與點焊保持一致,其相關參數如表3所示。
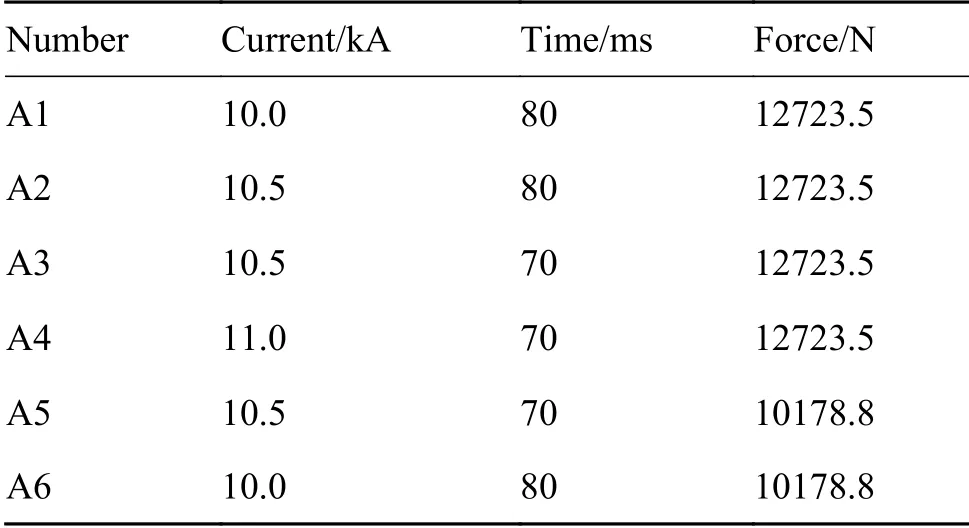
表 3 膠接點焊試件工藝參數Table 3 Processing parameters of spot weld bonding specimens
與點焊接頭的靜拉伸實驗保持一致,為了防止由于膠層的斷裂而使焊點受到破壞,取消了膠層固化的工藝過程,直接對焊接好的接頭進行拉伸-剪切實驗。失效載荷均值如表4所示。
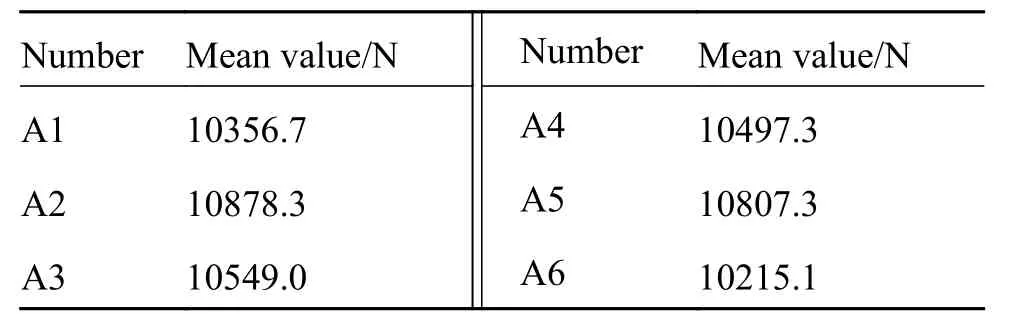
表 4 膠焊接頭失效載荷均值Table 4 Mean value of failure load of spot weld bonding
綜合點焊與膠焊接頭的失效載荷均值來判斷接頭的抗拉強度。由于A1~A6組中膠焊接頭的失效載荷均值強度相當,并且實驗過程中會存在一定的誤差,因此,考慮實驗過程中膠焊接頭產生的排膠問題,以及保證兩種接頭的強度較優,選取6組膠焊接頭焊接工藝參數下接頭最優的參數,確定出適合兩種焊接方法的一組最優參數:即預壓時間70 ms、焊接電流10.0 kA、通電時間80 ms、電極壓力12723.5 N(供給壓力0.5 MPa)、維持時間20 ms。
1.3 接頭尺寸測量
圖2為點焊焊核的尺寸圖,相應的焊核直徑的評價標準見式(1)。經測量,點焊的焊核直徑為5.94 mm,膠焊為6.12 mm,焊透率為57%,壓痕為19%,其中點焊的焊核直徑與標準公式計算的6 mm存在較小的誤差。
(1)焊核直徑d(mm)

式中:δ為板厚,mm。
(2)焊透率A(%)

式中:A=30%~70%;h為焊核高度;壓痕c=5%~20%

圖 2 焊核尺寸Fig. 2 Size of spot welding nugget
1.4 試件制備
制備正常的膠接接頭與導電膠的膠接接頭兩組,按照膠焊接頭制備的方法進行膠接。將膠接好的試件放置在干燥箱中恒溫(25 ℃)固化24 h。固化后,去除試件表面膠瘤及多余的膠水,保證試件表面的平整度。
分別制備點焊接頭(DH接頭)12個、固化好的膠焊接頭(JH接頭)12個、正常膠接劑的膠接接頭(CJJ接頭)12個、導電膠的膠接接頭(JJ接頭)12個,用于接頭的靜拉伸實驗,如圖3所示。
2 結果與分析
2.1 靜強度分析
對每組接頭進行重復性拉剪實驗,獲得接頭的載荷-位移曲線如圖4。從圖4可明顯看出接頭的最大失效載荷及失效情況,也可以大致看出材料在拉伸過程中的彈性階段、屈服階段、強(硬)化階段及局部變形階段,并且同一種接頭的彈性屈服階段的斜率具有明顯的一致性,保證了接頭的可靠性。
對比304不銹鋼板的DH接頭、JJ接頭、JH接頭的靜強度,得到下列結果:DH接頭 > JH接頭 >JJ接頭,膠焊接頭的靜強度大約是膠接接頭的1.5倍,是點焊接頭的0.75倍。
對于JJ接頭與CJJ接頭來說,JJ接頭的最大靜失效載荷約是CJJ接頭的1.2倍。這是由于膠接劑中銅粉的加入,減少了粘接界面中氣泡的數量,使膠接劑與板材接觸面增大;并且由于銅粉的存在能夠更好地控制膠層厚度,避免了膠層的偏移。可見,結構膠中銅粉的加入有利于提高JJ接頭的靜強度,這為在膠接點焊工藝中需要加入導電膠的研究導入了積極的因素。
對于DH接頭與JH接頭來說,JH接頭的焊點直徑要大于DH接頭,但其最大靜失效載荷約是DH接頭的0.75倍。這是由于膠層的存在,破壞了焊點原有的結合形態,雖然接頭的焊點直徑增大了,但是其靜強度卻相應地有所降低。
實驗中可以看到,JH接頭是膠層首先斷裂后焊點再斷裂,這樣保證了接頭的結構可靠度。觀察圖4(a)與圖4(b),兩幅圖的屈服階段有所差異,圖4(a)的曲線直接進入了強化階段,而圖4(b)的曲線先下降了一段距離后才進入強化階段。這是由于JH接頭的膠層已經固化,在接頭靜拉伸的前期主要是膠層起作用,但由于焊點的抗拉強度要大于膠層,因此當膠層發生脆性斷裂后,接頭并沒有失效,焊點繼續承受拉剪力直到完全失效。由圖4還可以看出,JH接頭的失效位移約是點焊接頭的0.2倍,但比JJ接頭卻提升了10倍。因此,JH接頭不僅能夠滿足JJ接頭不能工作在高溫環境中以及由于膠層老化而使膠層脆性斷裂而帶來的危險性,而且大大地提高了接頭的能量吸收能力。
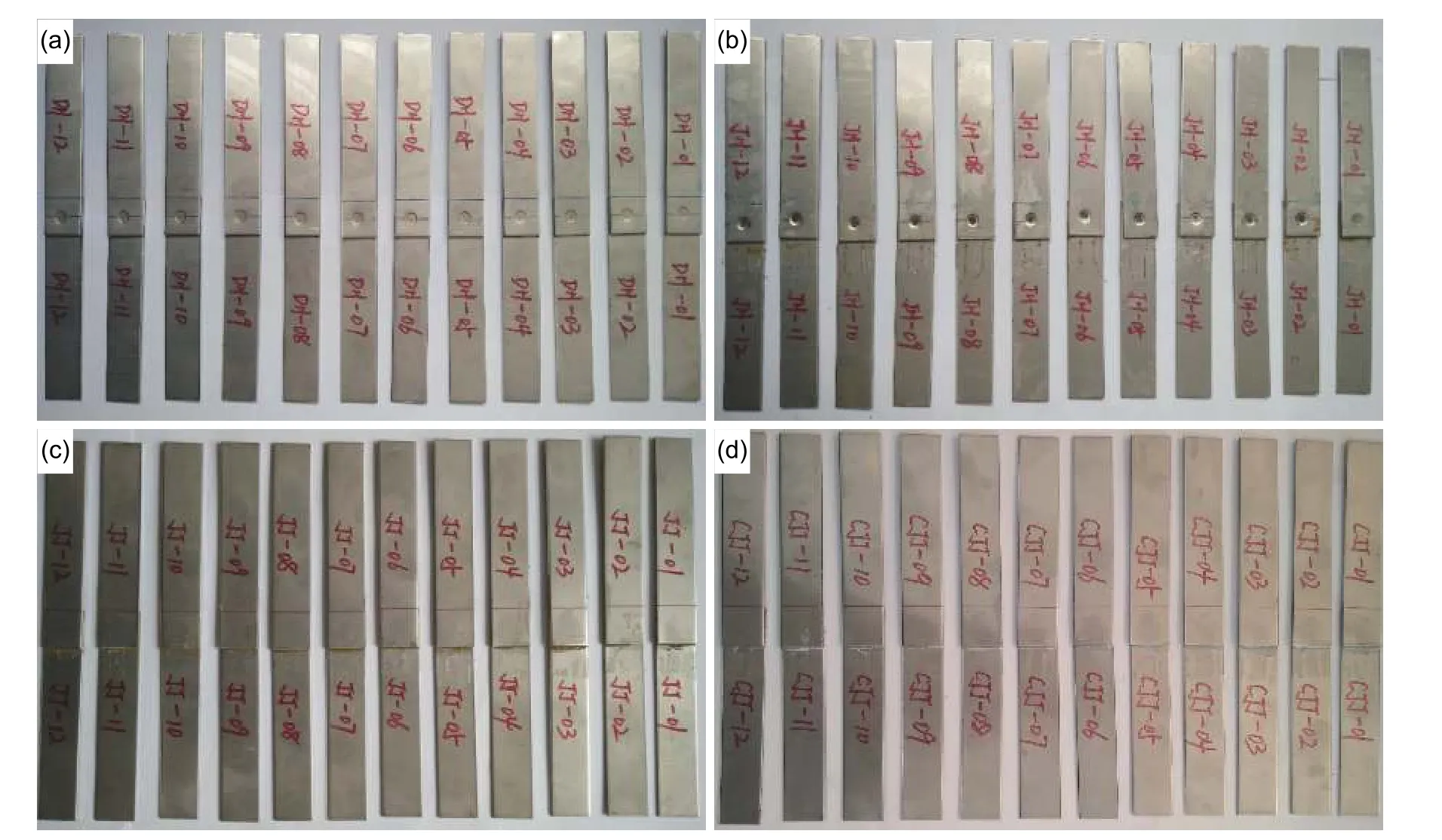
圖 3 304不銹鋼電阻點焊、膠接與膠接點焊接頭 (a)DH接頭;(b)JH接頭;(c)JJ接頭;(d)CJJ接頭Fig. 3 Resistance spot welding, adhesive-bonded and spot weld bonding of 304 stainless steel (a)joints of DH;(b)joints of JH;(c)joints of JJ;(d)joints of CJJ

圖 4 拉伸-剪切實驗后接頭載荷-位移曲線 (a)DH接頭;(b)JH接頭;(c)JJ接頭;(d)CJJ接頭Fig. 4 Load-displacement curves of joints after tensile-shear tests (a)DH;(b)JH;(c)JJ;(d)CJJ
2.2 強度分布特征分析
正態分布是數理統計中的一種重要的理論分布,是許多統計方法的理論基礎。根據中心極限定理,在正態分布總體中以固定n,抽取若干個樣本時,樣本均數的分布仍服從正態分布,即N(μ,σ2/n);但是在實際工作中,往往σ是未知的,因此常用s作為σ的估計值,稱為t變換,統計量t值的分布稱為t分布。
使用Matlab中的lillietest正態分布擬合優度測試函數檢測實驗數據,結果h= 0,表示實驗數據服從正態分布。因此,采用t分布對接頭失效載荷均值及標準差進行置信區間的估算。對于區間估計的方法最為常用的為樞軸法,樞軸法是通過構建樞軸統計量來計算特征參數的區間。根據實驗數據獲得特征參數θ的點估計,即接頭失效載荷均值及標準差(表5),并采用樞軸法獲得θ的置信區間,來驗證t分布的可行性。
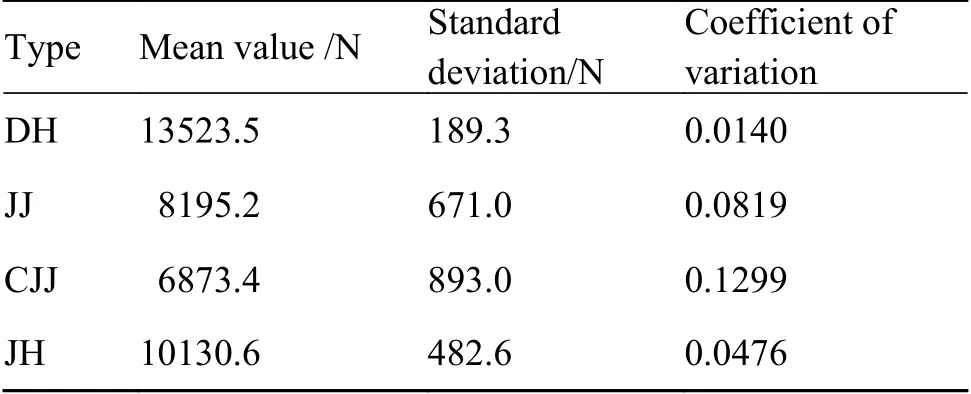
表 5 接頭靜載荷的數理統計結果Table 5 Statistical results of static load for the joints
基于正態分布,選取置信系數為(1-α) ×100%,即顯著性水平α= 0.05下的置信區間。其中置信下限值(LCL)與置信上限值(UCL)的表達式分別為:
根據翻查t分布的臨界值表獲得,當顯著性水平α= 0.05及自由度n-1為11時,tα/2= 1.796,將通過兩種方法計算獲得的接頭失效載荷均值及標準差的置信區間總結于表6。
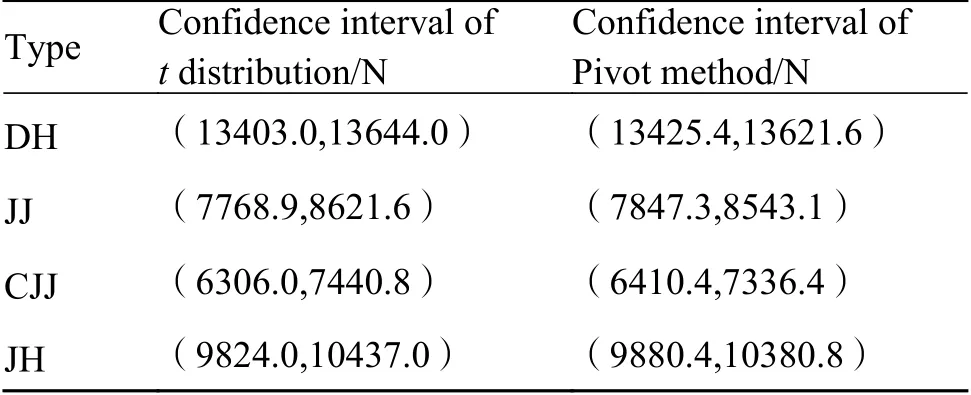
表 6 失效載荷均值的置信區間Table 6 Confidence interval of mean failure load
由表6可知,通過樞軸法計算與通過t分布方法估算的結果吻合,證明了使用t分布的可行性及可靠性。表5中每組接頭的變差系數表明,JH接頭實驗數據分布的離散程度要大于DH接頭,小于JJ接頭,并且隨著各組接頭失效載荷均值的增大,其數據的離散程度大致呈現逐漸減小的趨勢。
2.3 疲勞壽命分析
選取GB/T 15111—1994《點焊接頭剪切拉伸疲勞試驗方法》規定的符合繪制F-n曲線樣本容量12個,測試3個載荷水平下接頭的疲勞壽命。載荷控制選用工程應用中常遇的正弦波進行拉-拉加載,載荷比(最小載荷與最大載荷的比)R為0.1,加載頻率為20 Hz,控制方式選擇力控制,整個實驗在室溫下進行。為了減小實驗過程中的附加彎矩,分別在試件的兩端加持同種材料的25 mm × 20 mm ×1.5 mm的墊片(圖1)進行疲勞實驗。DH接頭與JH接頭的疲勞失效定義為:達到設置極限2 × 106次,即接頭發生疲勞斷裂失效停止實驗或疲勞循環周次達到2×106次停止實驗。DH接頭在應力水平為15%時,達到疲勞極限2×106次停止實驗;JH接頭在應力水平為25%時,達到疲勞極限2×106次停止實驗。表7與表8分別為DH接頭與JH接頭在以各自最大靜態失效載荷為基礎,在各自相應的載荷水平下的疲勞壽命數據。在相應的高、中、低壽命的載荷水平上,對JH接頭施加的載荷要大于點焊接頭,但相應的接頭循環周次卻相反,可見JH接頭的疲勞性能要優于DH接頭。
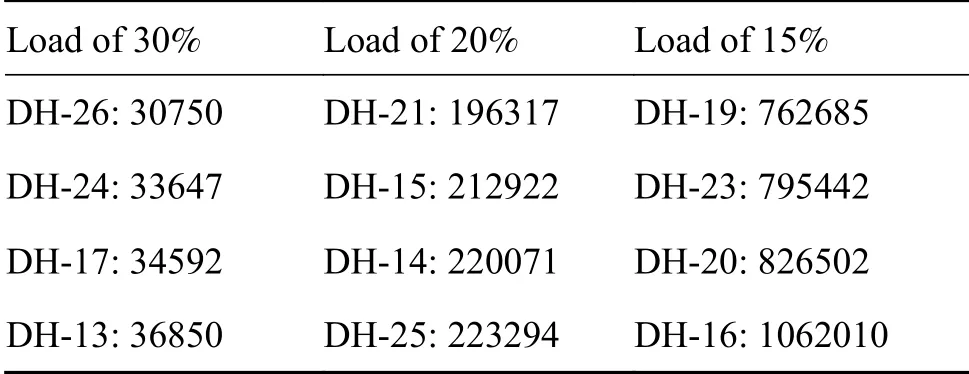
表 7 點焊接頭疲勞壽命(N)Table 7 Fatigue life data of resistance spot welding joints(N)
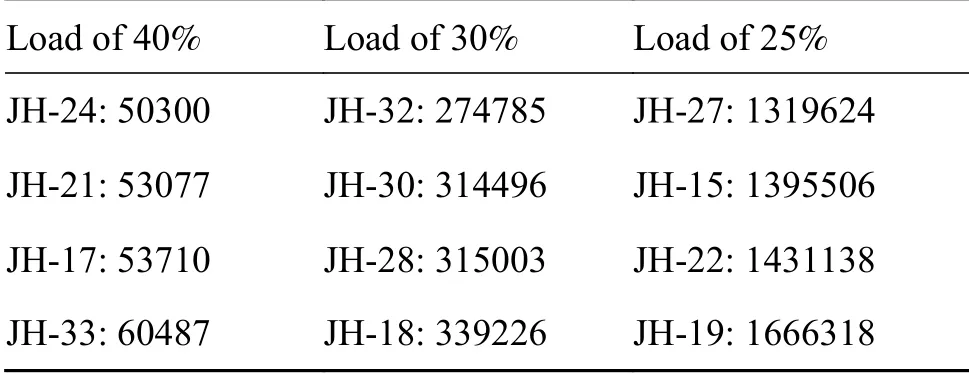
表 8 膠焊接頭疲勞壽命(N)Table 8 Fatigue life data of bonding spot welding joints(N)
采用二參數Weibull分布對疲勞數據進行驗證。由于本研究疲勞數據量較少,在確定Weibull參數時有一定的困難,因此引入變差系數(CV = 標準差/均值)來對Weibull參數進行計算,獲得形狀參數α1和尺度參數β1的近似值[10]。

將失效概率為63.2%的值定義為Weibull尺度參數,如果計算值大于壽命均值,則認為該數據服從Weibull分布,證明該數據有效。表9和表10為DH接頭和JH接頭的疲勞壽命統計表,通過計算所得β1均大于各自平均壽命,驗證了數據的可靠性。

表 9 DH接頭疲勞壽命統計Table 9 Statistics of fatigue life of DH joints
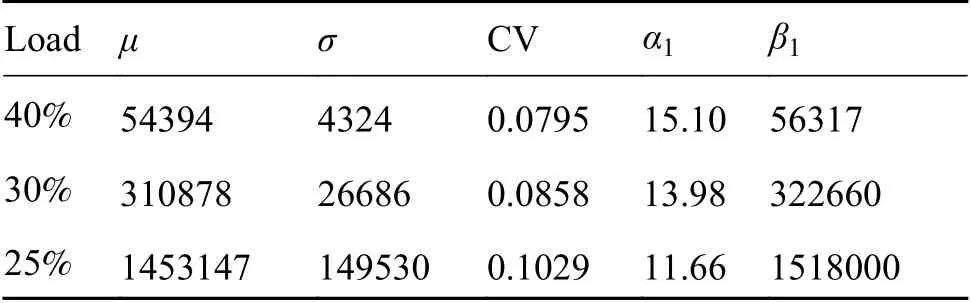
表 10 JH接頭疲勞壽命統計Table 10 Statistics of fatigue life of JH joints
2.4 F-N曲線
為了更加有效地評價膠焊接頭的疲勞性能,通過F-N曲線來建立相應接頭受到的外部載荷和疲勞壽命之間的關系。而三參數冪函數對于中、長壽命區域的F-N曲線的擬合具有較高的可靠性,能夠使人們更加有效地進行數據擬合,呈現出較好的優越性。三參數冪函數的表達式為:

式中:α、β和S0為待定常數;S0表示N趨于無窮大時的應力;S表示材料標準時間的疲勞強度。
對式(7)兩邊取對數:

三參數冪函數擬合實驗數據,S0的確定是關鍵,S0關系到數據是否能在坐標系lgN-lg(S-S0)中呈現線性關系。采用高鎮同等[11]提出的以線性相關系數r為目標函數來確定S0的方法,求得的α、β和S0能夠最大限度地使數據在雙對數lgN-lg(S-S0)的坐標系中呈現出線性關系,在Matlab中編程得出擬合曲線的相關系數及曲線方程。
DH接頭的擬合曲線方程三參數為:a= 6.6930,b= -3.8919,S0= 0.4634;
線性相關系數為:r= -1;
擬合曲線方程為:lgN= 6.6930-3.8919 lg(F-0.4634).
JH接頭的擬合曲線方程三參數為:a= 5.7130,b= -2.8460,S0= 1.8248;
線性相關系數為:r= -1;
擬合曲線方程為:lgN= 5.7130-2.8460lg(F-1.8248)。
材料的疲勞強度σR對應的是S-N曲線中的水平直線部分對應的應力水平。由于本工研究用的是載荷水平來表征條件疲勞強度,所以DH接頭的條件疲勞強度FR=F0.1= 0.4634 N,表示DH接頭軸向拉-拉條件疲勞強度為0.4634 N,接頭在這樣的載荷水平下的循環有50%的存活率;JH接頭的FR=F0.1= 1.8248 N,說明JH接頭的條件疲勞強度相對于DH接頭增加了。
根據接頭F-lgN曲線的擬合方程繪制出F-lgN曲線(圖5)。由此獲得了304不銹鋼板DH與JH接頭的疲勞特性。在任意的載荷范圍內,JH接頭的疲勞壽命都要優于DH接頭,JH接頭的疲勞壽命相對于DH接頭要提高了60%~100%,表明JH接頭比DH接頭更為適用。

圖 5 接頭F-lg N曲線Fig. 5 F-lg N curves of the joints
3 結論
(1)在相同的參數下,膠焊接頭的焊核直徑都要大于點焊接頭,但是接頭靜強度相對于點焊接頭下降了25%,相對于膠接接頭提升了33%;接頭的失效位移是點焊接頭的0.2倍,卻相對于膠接接頭提升了10倍,大大提高了接頭的能量吸收能力。
(2)結構膠的加入降低了點焊接頭的靜強度,對于膠焊接頭,結構膠中銅粉的加入有利于提升膠焊成形過程中膠層的導電性,進而提高接頭的靜強度,同時也相應地降低了接頭的離散程度。
(3)通過樞軸法計算接頭失效載荷均值的置信區間,并與t分布法估算的結果進行對比,驗證了t分布的可行性。引入二參數Weibull分布,對DH接頭和JH接頭的疲勞壽命進行檢驗,得尺度參數β1均大于各自平均壽命,驗證了數據的可靠性。
(4)利用三參數冪函數來擬合疲勞實驗數據,獲得接頭F-lgN曲線,得知在有限壽命的同一載荷水平下,膠焊接頭的條件疲勞強度都高于點焊接頭,其疲勞壽命相對于點焊接頭提高了60%~100%。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
