QSD2.8水星機缸頭竄氣故障分析與處理
2020-07-30 14:03:27郝洪良
科技視界 2020年17期
關鍵詞:故障
郝洪良


摘 要
引航工作艇作為上海港長江口引航作業區接送引航員的主要交通工具,承擔了大量的引航接送任務,引航接送安全成為大家關注的焦點。由于引航作業區海況惡劣,引航工作艇頻繁在大船之間穿梭,靠離大船時經常持續高負荷運轉,加上空氣含鹽量高,對工作艇主機造成了腐蝕,降低了使用壽命。當前使用年限5-8年的QSD2.8水星機普遍出現缸頭“上竄氣”現象,不僅增加了維修成本,而且增大了安全風險,本文針對這一故障現象展開分析,并提出研磨缸體、更改進氣道等維修方法和建議,收到了良好效果,為相關管理人員提供維修參考。
關鍵詞
引航接送;QSD2.8水星機;上竄氣;研磨缸體
中圖分類號: O159 ? ? ? ? ? ? ? ? ? ? 文獻標識碼: A
DOI:10.19694/j.cnki.issn2095-2457 . 2020 . 17 . 36
0 引言
柴油機竄氣一般分為“上竄氣”和“下竄氣”兩種。“上竄氣”是指汽缸墊老化、缸體及缸蓋接觸面腐蝕變形引起的缸蓋和缸體之間的密封不嚴、氣門密封不嚴等原因,導致氣缸中可燃氣體從接觸間隙竄到缸蓋、缸體周圍的冷卻水道、油道的現象;下竄氣是氣缸中可燃氣體通過活塞環與氣缸的密封處泄漏到曲軸箱中的現象,活塞環竄氣是由于缸套與活塞環之間間隙過大,以致活塞環張力不夠緊貼缸套,所以柴油機在壓縮沖程中有混合氣從活塞環間隙中“竄”到曲軸箱,通常又叫曲軸箱竄氣[1]。“上竄氣”是柴油機的一種比較危險的故障,容易造成柴油機燒潤滑油、冒黑煙、功率不足等問題,本文主要針對“上竄氣”的故障現象進行分析、討論并得出解決辦法。
1 現狀介紹
目前引航工作艇是上海港長江口引航作業區接送引航員的主要交通工具,其中水星機工作艇共有17艘,發生“上竄氣”故障(包括更換缸頭床墊后二次發生竄氣故障)共計11艘次,現有工作艇總體情況見表1。
2 故障現象
從2018年始,在長江口引航作業區的QSD2.8水星機引航工作艇陸續出現主機缸頭竄氣故障現象。缸頭竄氣的故障表現為:膨脹水箱冒氣泡、水位上升,缸頭上竄氣冒黑煙,缸頭與缸體結合處漏水、漏機油,轉速不穩(下降),機器有異響,機體抖動,無法達到額定轉速和功率,最高航速下降等現象。
以29#工作艇為例,該艇建造于2016年1月份,2019年7月份在使用過程中發現進氣端有放炮聲音,膨脹水箱冒氣泡,并伴有缸頭冒黑煙和漏機油現象(工作時間1700小時左右)。主機拆檢之后發現氣缸內有黑色煙道痕跡,即缸頭床墊吹破之后竄氣留下的印記。另外,氣缸內有水漬,并且進、排氣管都有鹽巴結晶出現。說明空氣中鹽分含量很大,在氣缸和進排氣管內經過高溫形成鹽結晶。
經過對氣缸體和氣缸蓋測量,發現QSD2.8柴油機缸體平面已變形,尤其是缸套臺階處變形大,說明此處長期受到高溫腐蝕和鹽化腐蝕,造成接觸平面凹陷超過標準值,導致氣缸體和氣缸蓋無法緊密壓緊氣缸床墊,造成了“上竄氣”故障。
3 原因分析
此前針對“上竄氣”故障沒有仔細查找原因,簡單認為是床墊問題引起的竄氣現象,采取的處理方法是單純更換缸頭床墊,修復后使用時工作時間不超過30小時就會再次發生同樣的“上竄氣”故障,說明僅僅更換缸頭床墊無法解決竄氣的根本問題。頻繁發生類似故障后,引起大家對此故障的高度重視。經過認真觀察和分析,總結經驗,最后判斷造成QSD2.8工作艇柴油機“上竄氣”故障的主要原因是:
3.1 高溫腐蝕
(a)因海水泵葉輪損壞、熱交換器水垢或水泵葉輪碎片進入熱交換器導致外循環冷卻流量不足等因素,造成機器冷卻水高溫后還高速航行等情況造成。
(b)引航接送作業過程中,引航工作艇頻繁在大船之間靠離、穿梭,工作艇駕駛員操艇暴力操作,導致柴油機持續高負荷甚至超負荷運轉,造成氣缸高溫腐蝕。
3.2 進氣腐蝕
引航工作艇工作區域位于上海港長江口引航作業區,海面上方的空氣混合著主要通過蒸發、海洋泡沫、海水飛濺等過程產生含鹽量高的水汽,引起工作艇吸入空氣中鹽分含量高,進入氣缸后遇高溫結晶對缸體造成腐蝕。
3.3 鹽化腐蝕
與使用環境有關,引航母船在遇到大風浪時會向港內開進入大風浪作業區,使用環境在淡水海水中交替,加速缸體腐蝕,工作艇艙底水也是海水,不及時抽干凈也容易產生電化學腐蝕;
3.4 設計問題
QSD2.8水星機設計當初為了減少維修成本,設計4缸上安裝分體式缸蓋而不是一體式缸蓋,結果導致缸蓋、缸套和缸體配合密封面(6mm)太小,無法承受更大的爆炸壓力,容易造成床墊被吹,形成“上竄氣”。不過分體式缸蓋除了有維修成本低的優點,還有利于散熱,并減少缸蓋因受熱不均引起的缸蓋變形等優點,如何增加缸蓋與缸體的配合密封面,改進缸蓋的合理設計也是一個值得探討的問題。
4 處理方法及效果
缸體頭部變形主要為高溫變形和平面腐蝕為主。查看說明書,發現缸套臺階要高于缸體平面在(1絲-5絲)之間,受到高溫及鹽化腐蝕變形,現接觸面已超差,變形量超出標準要求,缸體平面需磨下15絲(0.15毫米)才能磨平,達到要求(表2)。
注意事項:如果重磨一只氣缸蓋,則其余氣缸蓋和氣缸蓋端面承壓板也應重磨,磨削量應相同。
制定好修理方案之后,上鏜床機對氣缸體表面進行機械加工,磨掉15絲,加工精度要求IT6,表面粗糙度要求Ra0.2。
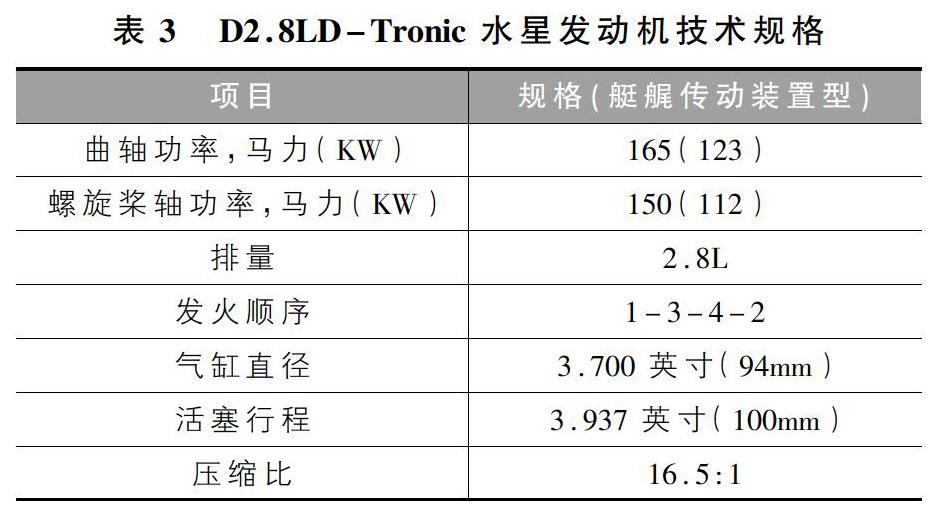
經過加工,整個燃燒室長度略微變化(縮短0.15mm),根據壓縮比計算公式:
ε=Va/Vc
其中:活塞處于下止點時氣缸有最大容積,用Va表示;活塞處于上止點時氣缸內的容積稱為燃燒室容積,用Vc表示,壓縮比為ε。經過測算(燃燒室長度縮短0.15mm),加工后壓縮比為16.8左右,原壓縮比16.5,變化不大,符合要求(見表3)。
另外,更換活塞環、缸套、缸蓋等配件,對機油路進行清理和更換損壞的配件,對增壓器進行清洗和檢修,裝復后試車正常。目前,此艇已在引航接送工作中正常使用100小時以上,狀況良好。經過此次維修,以較小的維修代價延長了工作艇的使用壽命,相應降低了運營成本,達到了預期效果。
5 改進方法及建議
經過多年對QSD2.8水星機工作艇主機維修保養的實踐和經驗積累,對該類型主機“上竄氣”故障的檢查判斷總結出了一套行之有效的維修辦法。同時,對于減少和避免該故障的發生也總結提出了相應的改進方法和建議。
(1)避免野蠻暴力操作。規范工作艇駕駛員操艇方式,避免從怠速急加速至滿負荷和從正車不經停頓直接拉倒車操作,避免柴油機長時間滿負荷甚至超負荷運轉,減少工作艇主機缸內高溫。
(2)提高預控管理水平。縮短海水泵和熱交換器的維護保養時間,比規定保養時間提前50工作小時更換海水泵葉輪并清洗熱交換器,避免因海水冷卻量不足引起主機高溫。
(3)減少鹽化腐蝕影響。
過濾含鹽空氣。在保證進氣量的前提下,改變氣道進氣走向,讓進氣經過濾網并與氣道內隔板多次碰撞接觸,降低機艙內部空氣含鹽量。
控制艙內干燥。經常抽干艇內艙底水,減少艙內含鹽水分蒸發,控制相對濕度,保持機艙內空氣干燥[2]。
(4)改進缸頭設計方案。向水星生產商建議,探討改進QSD2.8水星機缸蓋的設計方案,設計出一種新型缸蓋,既要保留分體式缸蓋的優點,又可以增加缸蓋、缸套和缸體之間的配合密封面,增加缸蓋強度,可以承受更大的爆炸壓力和燃燒室溫度,減少竄氣故障的產生。
6 結束語
造成柴油機“上竄氣”故障的原因有很多,其中有設計上的缺陷,也有日常保養不到位和使用操作不規范的因素,遇到此類故障需要運用多種方法,綜合考慮多種因素,以預控為主,維修為輔的方案,采取最有效的方法,解決此類故障。
參考文獻
[1]袁慧五,萬勇輝.某船用柴油機竄氣故障分析與排除.中國修船, 2016,29(3):25-29.
[2]周曉夢.技術及運輸安裝為海上風電雙翼.中國能源報, 20140915,23.
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
