硅鋼縱剪剪邊毛刺產生原因及處理方法探討
2020-05-11 03:22:16邱俊杰趙勝利
武漢工程職業技術學院學報
2020年1期
關鍵詞:設備
邱俊杰 趙勝利
(武鋼有限硅鋼部 湖北 武漢:430080)
硅鋼精整縱向剪切是沿著冷軋硅鋼片軋制方向,把一定寬度的硅鋼片帶材,按用戶所需要的訂單尺寸剪切成各種規格的鋼帶,以供客戶分條和橫切之用。硅鋼精整剪切機組生產線主要設備由開卷機、縱剪機、碎邊剪、活套、張力輥、各類夾送輥、各種導向裝置、卷取機、上卸卷小車、EPC、CPC卷取控制裝置等組成。設備精度、不同來料和操作工人的技能水平都可能影響產品剪切精度。剪切毛刺超標是常見的問題之一,也是影響下游客戶及變壓器疊片質量的關鍵因素之一。
隨著硅鋼產品市場競爭越來越激烈,硅鋼產品的品種、規格都變得多樣化,對產品的質量要求也越來越高。現標準要求將硅鋼帶剪邊毛刺量控制在0.015mm以內(詳見表1),給現場生產帶來巨大挑戰。本文就剪切毛刺缺陷產生的原因及處理方法進行了研究。
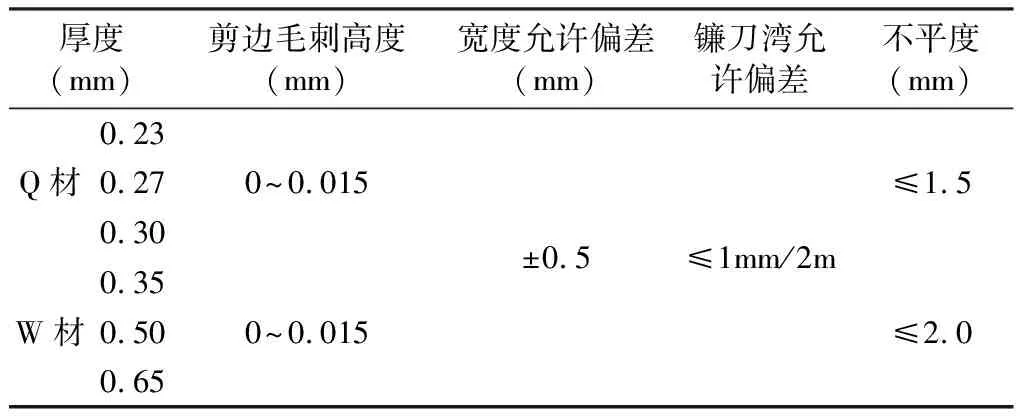
表1 硅鋼帶的毛刺、寬度及不平度允許偏差
1 硅鋼帶縱向剪切常用工藝
1.1 通軸式圓盤剪
圖1為通軸式圓盤剪示意圖,其剪切硅鋼帶的變形過程是由上下剪刃同時轉動而帶入鋼帶平直前進而剪切的過程。以剪刃轉動和鋼帶前進基本等速來做圓周運動,上下轉動剪刃的刀口距離隨著刀體的不斷旋轉而逐漸減小,硅鋼板帶被刀刃不斷地切入而發生變形,共經過彈性變形、剪切變形、和斷裂三個階段而被完全剪斷。設備出廠剪切毛刺高度標準≤0.020mm。
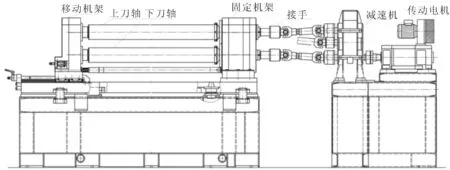
圖1 通軸式圓盤剪設備示意圖
1.2 懸臂式圓盤……
登錄APP查看全文
猜你喜歡
諧響應分析在設備減振中的應用
中國特種設備安全(2022年6期)2022-09-20 02:52:28
調試新設備
當代工人(2020年13期)2020-09-27 23:04:20
基于VB6.0+Access2010開發的設備管理信息系統
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
基于MPU6050簡單控制設備
電子制作(2018年11期)2018-08-04 03:26:08
廣播發射設備中平衡輸入與不平衡輸入的轉換
電子制作(2018年10期)2018-08-04 03:24:48
食之無味,棄之可惜 那些槽點滿滿的可穿戴智能設備
家庭影院技術(2017年11期)2017-12-20 08:10:57
500kV輸變電設備運行維護探討
工業設計(2016年12期)2016-04-16 02:52:00
HTC斥資千萬美元入股虛擬現實設備商WEVR
IT時代周刊(2015年8期)2015-11-11 05:50:37
Automechanika Shanghai 2014 之“看” 汽保設備篇
汽車維修與保養(2015年1期)2015-04-17 03:25:28
如何在設備采購中節省成本
設備管理與維修(2015年12期)2015-04-09 06:57:00
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00