激光焊離焦量對底部駝峰的影響
2020-05-10 01:27:30
焊接 2020年1期
(廣東工業(yè)大學(xué),廣州 510006)
0 前言
激光焊接是利用該能量密度的激光束作為熱源一種焊接方法,具有加工精度高,焊縫成形效果好等優(yōu)點,是21世紀最先進的制造技術(shù),近年來,隨著高功率激光器的出現(xiàn)和發(fā)展,激光焊接技術(shù)在航空、船舶、核電等大型工程的中厚板焊接制造領(lǐng)域中有了更進一步的研究和應(yīng)用[1-12]。駝峰是指焊接金屬沿焊道表面出現(xiàn)的周期性起伏的現(xiàn)象,是深熔焊接技術(shù)中常見的一種缺陷,普遍存在于多種焊接方法中。駝峰的產(chǎn)生增加了焊后不必要的生產(chǎn)工序, 惡化了焊縫表面成形,降低了結(jié)構(gòu)承受動負荷能力[13-14],如何避免駝峰缺陷的產(chǎn)生,已經(jīng)成為亟待解決的問題。
一直以來,駝峰作為一種重要的焊接缺陷受到國內(nèi)外學(xué)者的廣泛關(guān)注。Ilar等人[15-16]借助高速相機對中厚板底部駝峰形成進行觀測研究,指出底部駝峰的形成與薄板上表面高速駝峰焊道存在本質(zhì)的區(qū)別。湖南大學(xué)的周聰?shù)热薣17]采用單一變量的方法,以5 mm的SUS 304不銹鋼鋼板為焊件,研究不同工藝參數(shù)變化下對底部駝峰傾向的影響,找到可有效抑制底部駝峰的合理的工藝措施。張健等人[18]在研究離焦量對底部駝峰形成的影響時,認為負離焦時激光能量體大,駝峰高度和寬度變大;正離焦時激光能量體小,底部駝峰不明顯。湖南大學(xué)夏海龍等人[19]則利用“三明治”焊接過程高速拍攝的試驗方法,深入探究了底部駝峰的產(chǎn)生的機理及其成形過程,并發(fā)現(xiàn)焦點靠近工件下表面時容易獲得成形良好的焊縫形貌。
上述研究針對底部駝峰缺陷產(chǎn)生開展一系列試驗和研究,一定程度上揭示了底部駝峰的成形機理及其與離焦量之間的關(guān)系,但是在隨焦點位置變化過程中,小孔能量主要吸收區(qū)域(焊接過程中小孔壁吸收激光能量的主要集中區(qū)域)變化這方面的研究較少,不能很完整地反映底部駝峰與離焦量變化之間的關(guān)系。而能量主要吸收區(qū)域在真實反應(yīng)小孔物理行為,及揭示底部駝峰更深層次的產(chǎn)生機理方面具有很重要意義,為日后焊接質(zhì)量控制和監(jiān)測提供參考價值。針對離焦量的變化對底部駝峰的產(chǎn)生的影響進行更加深入研究,采集焊接過程中的光電信號,并采用背襯底板輔助分析,結(jié)合焊縫斷面形貌圖,建立起離焦量、能量主要吸收區(qū)域與底部駝峰三者之間關(guān)系,找到了抑制底部駝峰產(chǎn)生的合適工藝參數(shù)。
1 試驗設(shè)備及材料
1.1 試驗材料及參數(shù)設(shè)定
試驗采用厚度為12 mm的SUS304不銹鋼板作為焊接工件進行焊接試驗,該不銹鋼為工業(yè)及生活中經(jīng)常遇到的材料,SUS304不銹鋼化學(xué)成分見表1。
為保證試驗的參考性,試驗設(shè)置了11組單一變離焦量工藝參數(shù),其中功率為12 kW,焊接速度為2 m/min,保護氣體流量為40 L/min。具體工藝參數(shù)見表2。

表1 SUS304不銹鋼化學(xué)成分(質(zhì)量分數(shù),%)
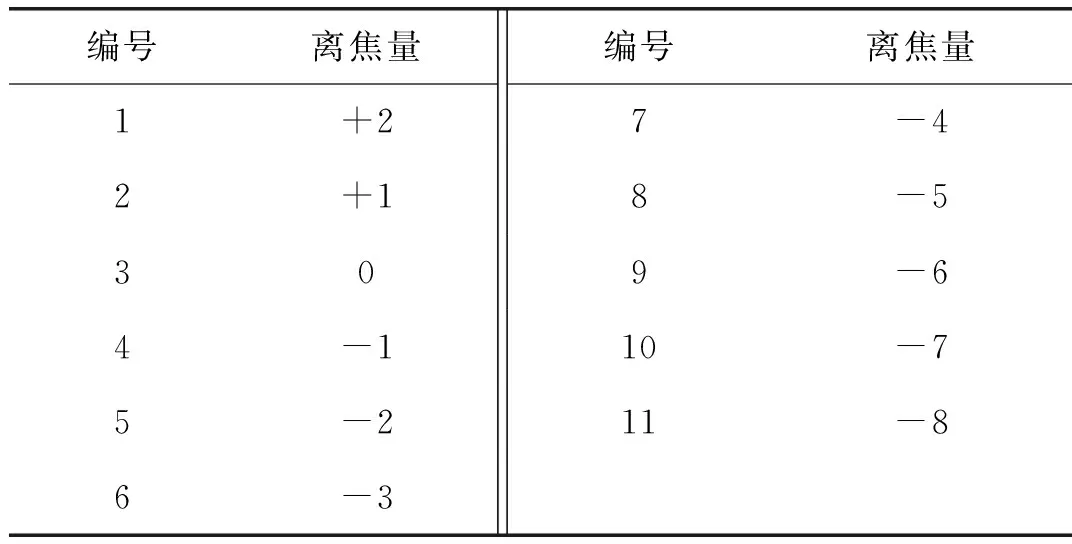
表2 離焦量工藝參數(shù) mm
1.2 試驗設(shè)備及分析方法
試驗采用高功率盤式激光器(Trumpf 16002),波長1 030 nm,最大功率16 kW,搭配Trumpf PFO掃描激光頭,聚焦光束直徑200 μm,搭載在MOTOMAN六軸機械臂上。檢測系統(tǒng)由光電傳感器模塊組成,用于測量焊接過程能量中反射激光部分及上金屬蒸氣部分。掃描激光頭采集來自接頭的光輻射,并通過單向反射鏡與聚焦鏡將光輻射引入光纖傳遞到光電傳感模塊。并通過光電傳感模塊將光輻射分為反射激光及可見光,再通過光電傳感器轉(zhuǎn)換為電信號,經(jīng)放大器放大處理,最后輸入電腦經(jīng)過Matlab生成光電信號圖,如圖1所示。試驗還在工件底部加入背襯底板,通過觀察背襯底板焊接后的熔透情況,直觀反映工件的熔透率。

圖1 試驗設(shè)備圖
2 離焦量變化下的試驗結(jié)果
隨離焦量不斷減小,根據(jù)工件熔透趨勢變化的不同將其分為階段1(+2~-3 mm),見表3和階段2(-4~-8 mm),見表4,階段1工件呈未熔透狀態(tài)向完全熔透狀態(tài)變化趨勢,而階段2工件呈由完全熔透狀態(tài)逐漸向未熔透狀態(tài)過渡的變化趨勢。
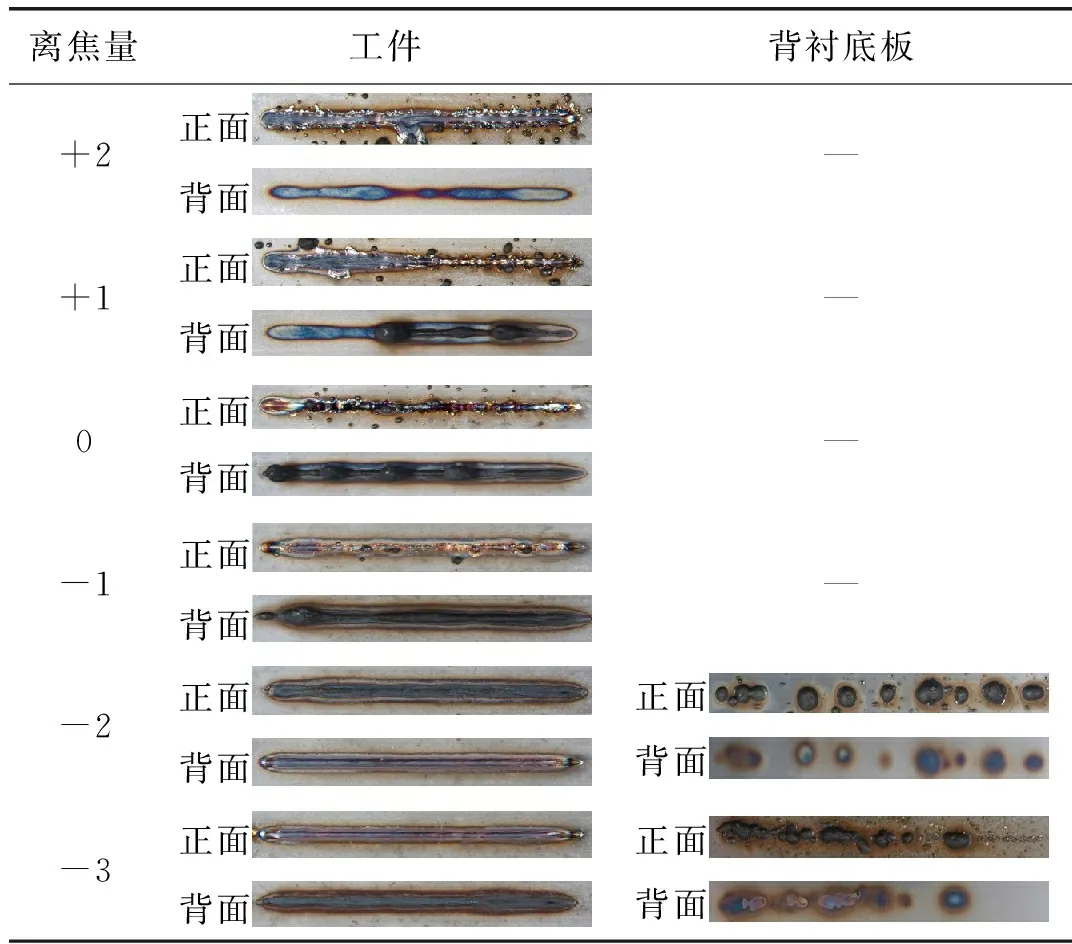
表3 階段1下工件及背襯底板的焊縫正背面 mm
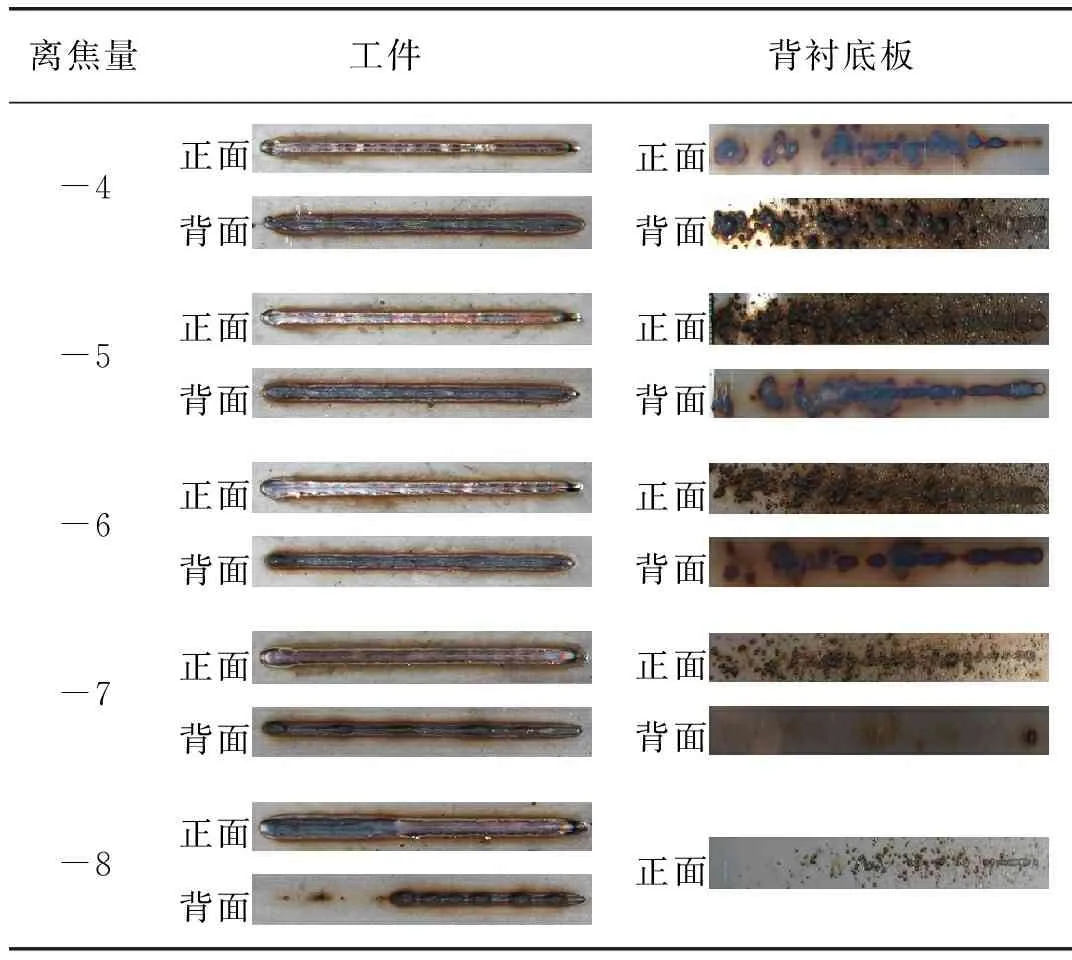
表4 階段2下工件及背襯底板的焊縫正背面 mm
各參數(shù)隨離焦量變化曲線圖,如圖2所示。不同離焦量對應(yīng)的焊縫截面形貌圖,如圖3所示。
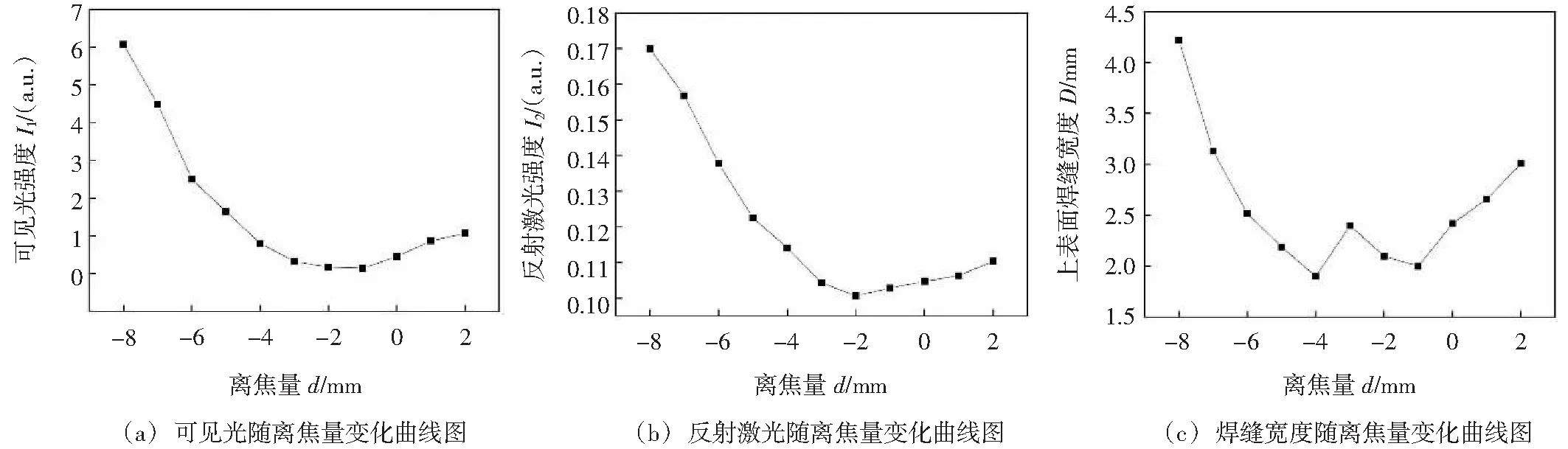
圖2 各參數(shù)隨離焦量變化曲線圖
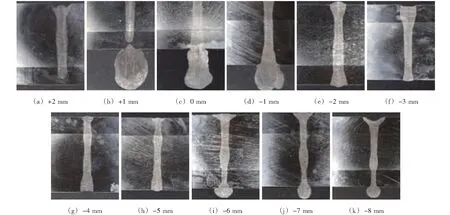
圖3 不同離焦量對應(yīng)的焊縫截面形貌圖
3 能量主要吸收區(qū)域變化關(guān)系及其機理的分析
焊接過程中的可見光信號主要來源于高溫的金屬蒸氣輻射,可見光信號與金屬蒸氣量的變化具有同步性。文獻[20]指出,激光能量主要是通過小孔孔壁的Fresnel反射吸收而傳遞給工件材料。
從圖3中看出,階段1變化中,當(dāng)離焦量是+2 mm時,工件未熔透,這是由于激光束聚焦點位于工件上表面,激光作用于熔池內(nèi)部的能量密度較低,能量主要吸收區(qū)域在熔池上部。圖3顯示,階段1隨著焦點位置的下降,焦點逐漸深入到熔池內(nèi)部,熔深逐漸增加,離焦量為-2 mm時,工件已經(jīng)完全被熔透。圖3a中看出,在這個過程中上金屬蒸氣逐漸減少,說明產(chǎn)生金屬蒸氣的主要區(qū)域逐漸往下移。與此同時,小孔上部檢測到的反射激光也逐漸減少,激光穿透小孔照射在工件下的背襯底板上形成二次焊接。結(jié)合不同離焦量下工件表面激光光斑直徑好和小孔內(nèi)物理行為對比示意圖,如圖4所示。這些現(xiàn)象說明階段1,隨著焦點位置的下降,能量主要吸收區(qū)域逐漸下移。
在階段2的過程中出現(xiàn)了與階段1完全相反的變化,從圖2中可以看出,隨焦點的繼續(xù)下移,可見光和反射激光的體量呈上升趨勢,從表4可看出背襯底板的熔透程度逐漸減小,到-7和-8 mm時背襯底板未形成二次焊接,說明能量主要吸收區(qū)域出現(xiàn)了上移。這是由于在階段2中,雖焦點不斷下移,但激光在工件上表面的形成的光斑直徑不斷增大,能量密度減小。由圖4可以看出,由于工件上表面能量密度較低,導(dǎo)致金屬熔化和汽化的過程變得緩慢,激光束穿透上部分金屬的進程得到了阻礙,隨著激光束的不斷移動,激光束照射區(qū)域未到達焦點處,激光已經(jīng)移走,該區(qū)域加熱中斷,故小孔向下深入的過程得到了抑制,使能量無法在小孔內(nèi)部得到充分的吸收,反射激光的體量增多,最終體現(xiàn)為能量主要吸收區(qū)域上移。隨著焦點位置的繼續(xù)下降,上述變化趨勢愈發(fā)明顯,到離焦量為-8 mm時,工件開始出現(xiàn)未熔透現(xiàn)象。
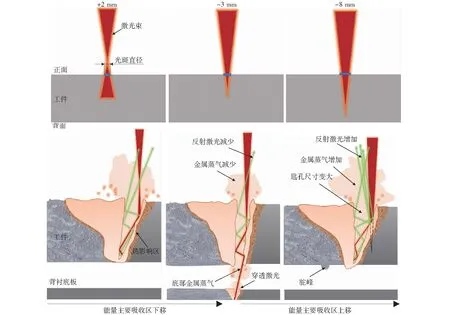
圖4 不同離焦量下工件表面激光光斑直徑和小孔內(nèi)物理行為對比示意圖
圖3顯示,階段2由于能量主要吸收區(qū)域的上移導(dǎo)致焊縫下部分逐漸收窄,焊縫形貌呈現(xiàn)“滴管狀”的趨勢,而從圖3d看出,由于工件上表面光斑直徑變大,工件表面被加熱面積增大,最終形成的上表面焊縫寬度也得到相應(yīng)增大。
4 底部駝峰的變化趨勢及其機理
底部周期性駝峰隨離焦量改變也呈現(xiàn)出了明顯的規(guī)律性。底部駝峰的平均高度h和底部駝峰間距s可作為評定底部駝峰傾向的兩個指標[12],如圖5所示。
底部駝峰間距s的計算公式如式(1)所示:
(1)
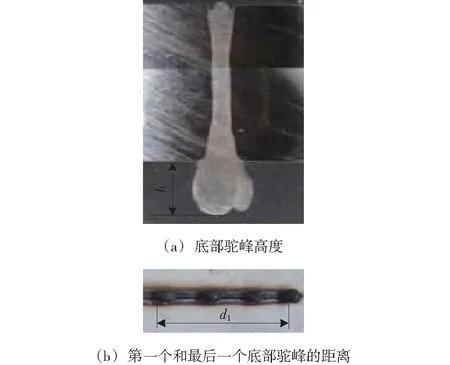
圖5 底部駝峰高度和底部駝峰間距測量
式中:d1為第一個和最后一個底部駝峰之間的距離;n為統(tǒng)計測量區(qū)域底部駝峰數(shù)量(當(dāng)n=1或0時,s=0),經(jīng)過統(tǒng)計、測量并計算后,得出底部駝峰傾向隨離焦量的曲線圖如圖6所示。
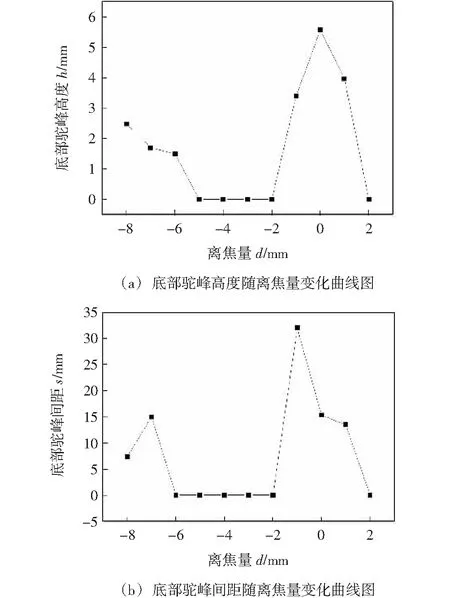
圖6 底部駝峰間距、高度隨離焦量變化圖
由圖6看出,在階段1(+2~-3 mm)的變化中,駝峰從無到有,高度和數(shù)量逐漸增大,隨后又逐漸變小最后消失,駝峰周期性經(jīng)歷了出現(xiàn),增強,減弱,消失的過程。文獻[19]指出,孔內(nèi)蒸氣壓力的維持、小孔前沿下部液體臺階的熔融金屬向下運動以及內(nèi)部熔池向后流動特征是導(dǎo)致焊縫大部分底部駝峰形成長大的重要原因。當(dāng)小孔深度達到某一程度時,由于小孔內(nèi)金屬蒸氣壓力不斷加大,使得小孔穿透工件;同時,在孔內(nèi)金屬蒸氣壓力增大與小孔前沿液體臺階向下動量的共同作用下,克服小孔底部熔池表面張力的作用,導(dǎo)致熔融金屬向下從熔池下部開口伸出。
據(jù)前面分析,階段1的能量主要吸收區(qū)域是不斷下移的。如圖7所示,在離焦量為0 mm時,由于能量主要集中區(qū)域在熔池上部,小孔延伸受到抑制, 小孔底部聚集了大量金屬液體,熔池?zé)o法克服液體表面張力 伸出工件內(nèi)部熔池,形成駝峰的雛形;隨后的熔滴在蒸氣反沖壓力作用下,不斷向后方的駝峰雛形內(nèi)流動匯聚,導(dǎo)致駝峰不斷長大,當(dāng)焊道長度達到一定值時,焊道凝固并阻止其前方熔融金屬繼續(xù)向駝峰內(nèi)部聚集,最后駝峰熔池在表面張力和重力作用下達到平衡[21],繼而逐漸凝固并附在焊縫下表面形成底部駝峰。周而復(fù)始,于是形成了具有一定周期性的底部駝峰。而隨著焦點繼續(xù)下移,小孔底部熱輸入量增加,到-3 mm時小孔下部開口變大,底部駝峰形成后焊道不能及時凝固,不能阻止熔融金屬在工件底部流動,駝峰雛形在焊接方向上的長度變長。在液體表面張力的作用下,熔融的金屬液體被拉回焊道附近,故最終導(dǎo)致駝峰高度變小,駝峰的周期性減弱,直到最后周期性駝峰消失,工件呈完全熔透狀態(tài)。
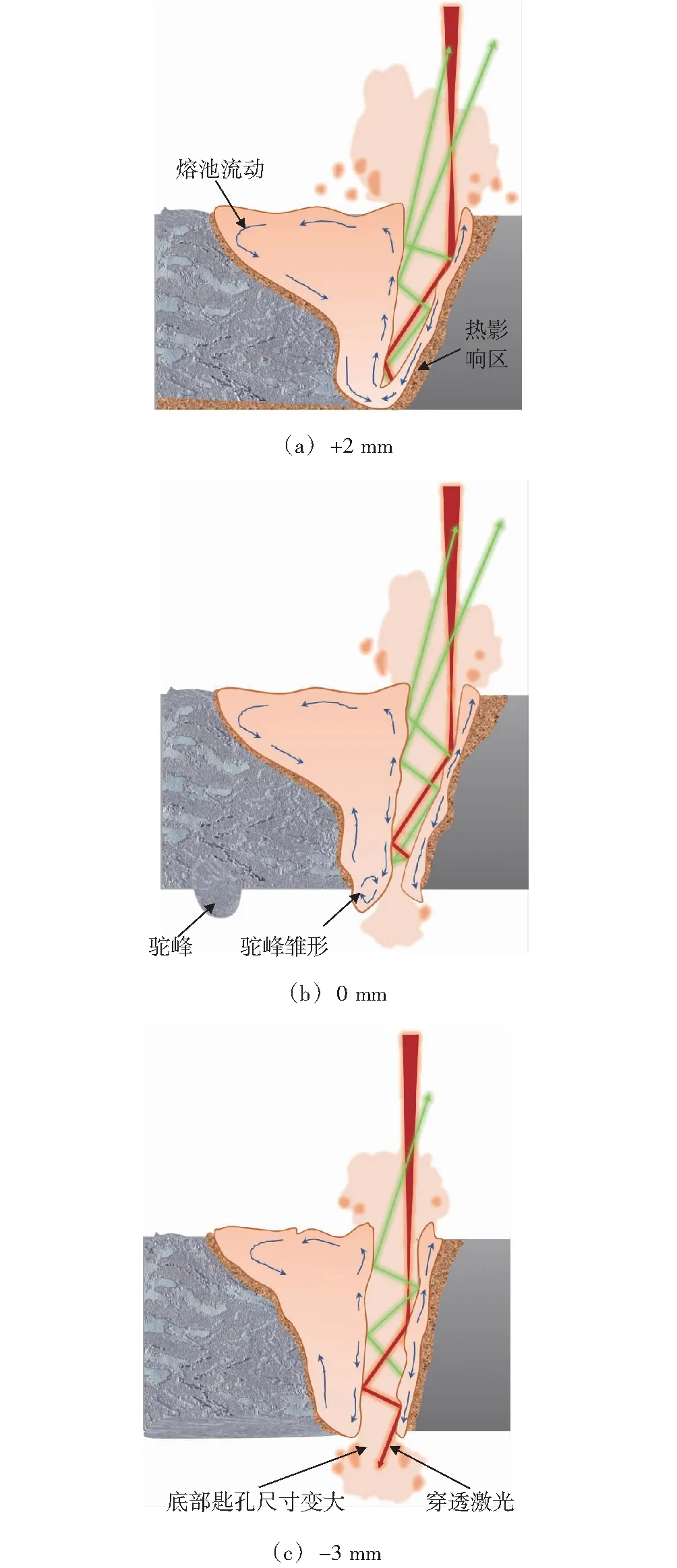
圖7 能量主要吸收區(qū)域下移前后底部駝峰變化趨勢對比示意圖
在階段2的變化中,由于能量主要吸收區(qū)域逐漸上移,在離焦量為-7 mm和-8 mm時又出現(xiàn)了周期性駝峰,而且駝峰高度和數(shù)量都呈上升趨勢。
綜上所述,底部駝峰容易出現(xiàn)在工件未熔透到熔透的臨界狀態(tài),且底部駝峰的變化趨勢和能量主要吸收區(qū)域的位置有很大的關(guān)系,當(dāng)能量主要吸收區(qū)域在焊縫上部時,由于其下部吸收能量較少,周期性駝峰明顯;當(dāng)該區(qū)域集中在焊縫下部時,下部吸收能量較多,小孔下部開口相對較大,周期性駝峰消失。故加工前合理的選取離焦量,能有效阻止底部駝峰的產(chǎn)生。如表3和表4所示,在離焦量為-3~-5 mm沒有出現(xiàn)底部駝峰,焊縫成形良好。
5 焊接中底部駝峰趨勢突變現(xiàn)象的規(guī)律分析
圖8為離焦量-8 mm時的試驗數(shù)據(jù),如圖8a和圖8c所示,工件焊接狀態(tài)在突變線處發(fā)生了明顯突變:在突變線之前,背面呈未熔透狀態(tài),激光并未穿透工件;突變線后,熔深增加,背面出現(xiàn)明顯周期性駝峰 ,少量激光穿透工件照射在背襯底板上。
隨著能量主要吸收區(qū)域的不斷下移,工件經(jīng)歷了未熔透、出現(xiàn)底部駝峰、熔透三個階段,可推測離焦量為-8 mm的焊接過程中,小孔內(nèi)能量主要吸收區(qū)域發(fā)生了下移。觀察圖8b信號圖可知,在突變前后,反射激光信號沒有出現(xiàn)明顯的變化,但可見光信號明顯減弱,這與焊縫形貌的突變有強烈的對應(yīng)關(guān)系,結(jié)合圖8d,突變線處,由于前段焊接過程對后段熱量輻射的預(yù)熱作用下,小孔壁被迅速融化,導(dǎo)致小孔內(nèi)能量集中吸收區(qū)域下移,小孔穿透工件,金屬蒸氣從小孔底部溢出形成下金屬蒸氣,上金屬蒸氣總量減少,由于同步性,可見光信號減弱。在金屬蒸氣壓力和液體表面張力的共同作用下,周期性駝峰出現(xiàn)。
而根據(jù)研究發(fā)現(xiàn)[22-23],由于金屬蒸氣中含有的顆粒,這些顆粒會使激光束散焦,影響能量的集中,金屬蒸氣噴射高度越大散焦效果越明顯,而上金屬蒸氣總量和蒸氣高度總是正相關(guān),這表明蒸氣高度的減小減緩了散焦效果,到達工件的激光能量增大,預(yù)熱作用增強,從而進一步加劇了能量主要吸收區(qū)域的下移。在離焦量為+1 mm時,也同樣出現(xiàn)了上述底部駝峰趨勢突變現(xiàn)象,這也恰恰說明了底部駝峰容易出現(xiàn)在工件未熔透到熔透的臨界狀態(tài)。
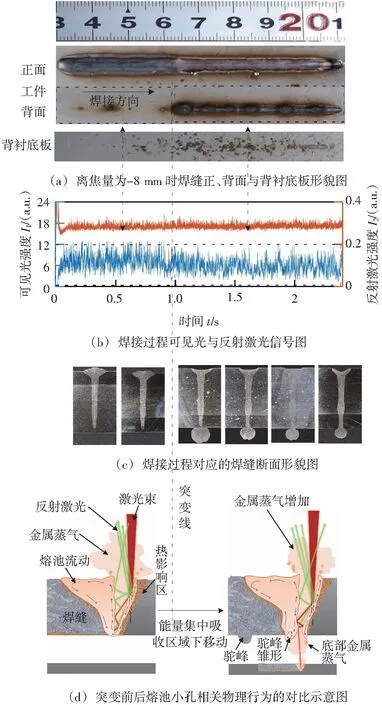
圖8 離焦量為-8 mm時試驗數(shù)據(jù)及分析
離焦量為+2 mm時,小孔內(nèi)部吸收能量減少,工件遠達不到出現(xiàn)駝峰和熔透的狀態(tài),此時預(yù)熱作用效果不明顯,無法出現(xiàn)底部駝峰趨勢突變現(xiàn)象,工件整體呈未熔透狀態(tài)。另外在離焦量為0~-7 mm時,由于能量主要吸收區(qū)域在熔池中的位置相對靠下,小孔內(nèi)部吸收激光能量較多,工件焊接初期便達到出現(xiàn)駝峰甚至是熔透狀態(tài),故也無底部駝峰趨勢突變現(xiàn)象產(chǎn)生。
6 結(jié)論
通過設(shè)計多組變離焦量參數(shù)下不銹鋼激光焊接試驗,并搭建光電傳感器對焊接過程中的可見光和反射激光的光電信息進行采集,并結(jié)合焊縫的斷面形貌,對焦點位置變化過程中,底部駝峰趨勢產(chǎn)生的原因和機理進行了闡述。
(1)揭示了孔內(nèi)能量主要吸收區(qū)域隨離焦量的變化關(guān)系:在階段1的變化中,小孔內(nèi)能量主要吸收區(qū)域隨激光焦點在工件內(nèi)的不斷深入而逐漸下移;在隨后階段2的變化中,小孔內(nèi)能量主要吸收區(qū)域隨激光焦點在工件內(nèi)的不斷深入而逐漸上移。
(2)底部駝峰容易出現(xiàn)在工件未熔透到熔透的臨界狀態(tài),工件未熔透到熔透的過程中,小孔內(nèi)能量主要吸收區(qū)域下移,說明駝峰的變化趨勢與孔內(nèi)能量集中吸收區(qū)域的位置有很大的關(guān)系, 而后者又受到離焦量的影響。試驗證明,隨焦點位置的下降,底部駝峰出現(xiàn)的傾向先減弱后增強,離焦量的合理選擇有助于抑制底部駝峰這一缺陷的產(chǎn)生。
(3)焊接過程中底部駝峰趨勢突變現(xiàn)象是由于焊接過程中能量主要吸收區(qū)域的下移而引起的,而在激光深熔焊接中由于前段焊接預(yù)熱的影響普遍的存在能量集中吸收區(qū)域下移的現(xiàn)象,為后續(xù)實現(xiàn)激光焊接狀態(tài)實時監(jiān)控提供了依據(jù)。
猜你喜歡
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52