焊接熱輸入對2219薄板鋁合金焊接接頭性能的影響
2020-05-10 01:27:34
焊接 2020年1期
(天津航天長征火箭制造有限公司,天津 300462)
0 前言
2219鋁合金屬于熱處理強化鋁合金,是航天領域運載火箭燃料貯箱的重要結構材料,具有良好的焊接性和優良的力學性能[1-3]。
目前2219鋁合金的對接焊通常采用攪拌摩擦焊和TIG焊的工藝方法,而TIG焊效率高,對工裝精度的要求相對較低,是目前主要采用的焊接工藝方法[4-10]。隨著航天技術的快速發展,不同形式TIG焊的焊接熱輸入不同,對焊接接頭的組織和性能影響也不同。為了實現航天材料減重以及結構變化的目標,燃料貯箱的壁厚已經進行了大幅度減薄,最薄的焊接區厚度從5 mm減到2~3 mm。針對2~3 mm板厚的鋁合金TIG焊接工藝,單道焊和雙道焊的焊接方法均能實現良好的焊縫成形,但兩種焊接工藝的熱輸入不同,所以焊縫組織形態、力學性能也會有所不同。
針對2219薄板鋁合金焊接熱輸入的研究,文中采用單道焊和雙道焊的TIG焊工藝方法開展試驗對比,分析焊接熱輸入對接頭性能的影響。
1 試驗材料及方法
試驗材料選用3 mm厚度的MCS(固溶處理+冷變形+人工時效)狀態的2219(Al-Cu-Mn系)鋁合金試板,試板的主要化學成分見表1,填充焊絲選用直徑φ1.6 mm的ER2325焊絲。

表1 2219試板的化學成分(質量分數,%)
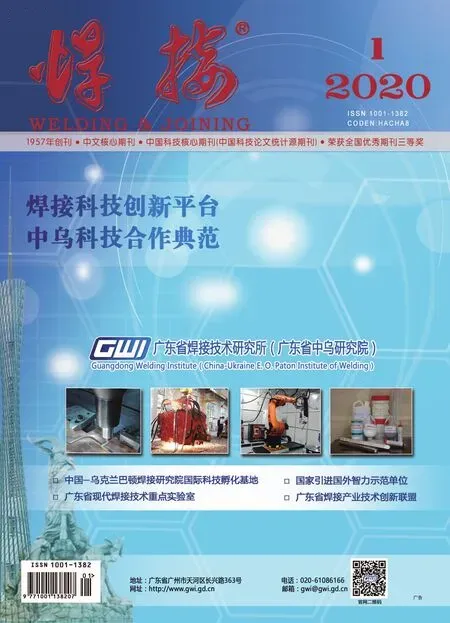
研究將若干組試板進行對接焊,第一種焊接工藝采用雙道TIG焊,即第一道為直流不加絲焊接,第二道為交流填絲焊接,焊縫形貌如圖1所示,背部焊縫均勻飽滿,正面焊縫呈現魚鱗紋形態。第二種焊接工藝采用單道TIG焊,即只采用交流填絲焊接,焊縫形貌如圖2所示,背部焊縫形成了與正面焊縫相同間隔的魚鱗紋印記。
焊接熱輸入的計算公式為Q=ηUI/v,其中Q指單位長度的焊接熱輸入(kJ/cm),η指熱效率系數(取0.8),U指焊接電壓(V),I指焊接電流(A),v指焊接速度(cm/s)。雙道焊的第一道焊接電壓12 V,焊接電流90 A,焊接速度0.45 cm/s,熱輸入值為1.92 kJ/cm。雙道焊的第二道焊接電壓15 V,焊接電流140 A,焊接速度0.23 cm/s,熱輸入值為7.30 kJ/cm。單道焊的焊接電壓17 V,焊接電流170 A,焊接速度0.23 cm/s,熱輸入值為10.05 kJ/cm。
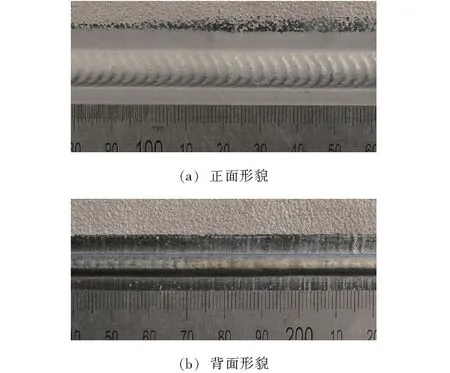
圖1 雙道焊焊縫
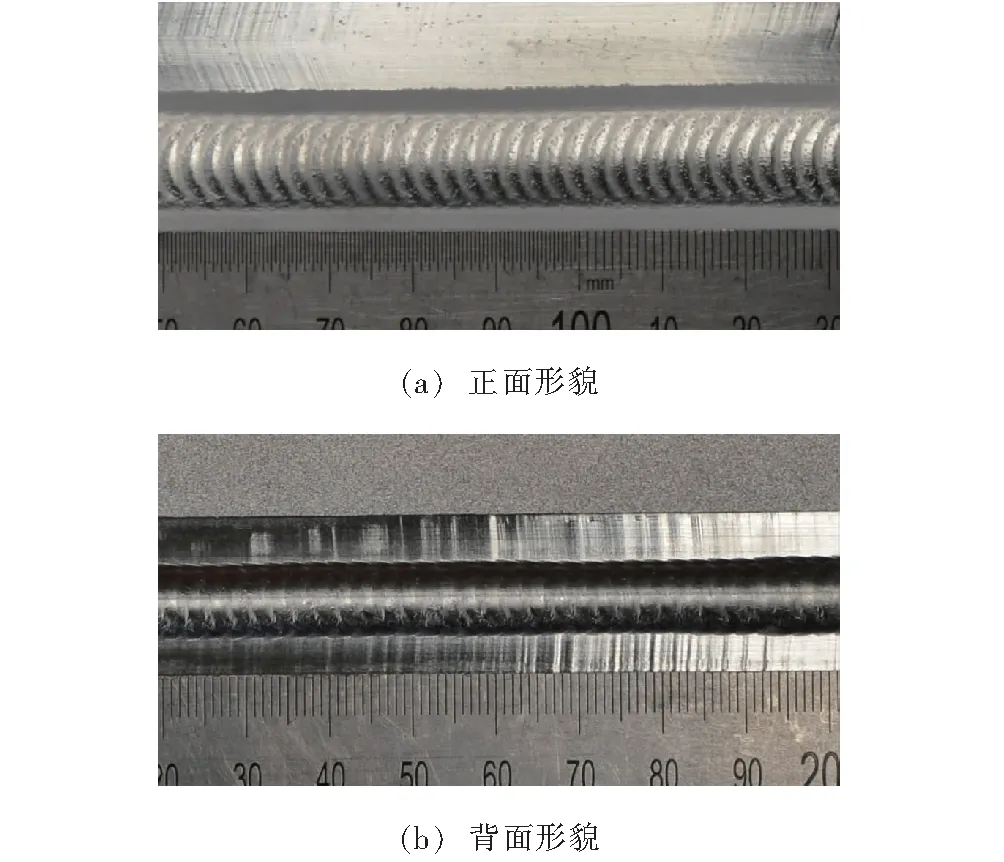
圖2 單道焊焊縫
2 力學性能和金相組織分析
選取兩種工藝方法焊接后成形良好的焊縫按照圖3進行試樣加工,保留焊縫余高和焊漏,雙道焊的試樣編號為1~12,單道焊的試樣編號為13~24,對試樣進行拉伸試驗,試驗方法采用GB/T228.1—2010,得出試樣的抗拉強度值、斷后伸長率和斷裂位置信息,統計見表2和表3。
由拉伸試驗結果可知,雙道焊的試樣抗拉強度平均值為255 MPa,斷后伸長率平均值為4.29%,斷裂位置均為熔合線;單道焊的試樣抗拉強度平均值為305 MPa,斷后伸長率平均值為4.29%,斷裂位置均為熔合線。由結果分析可知,兩種工藝方法均能滿足結構設計要求,單道焊比雙道焊的焊接接頭的抗拉強度的平均值提高了19.6%,斷后伸長率基本相同。
圖3 拉伸試驗試樣加工圖
表2 雙道焊焊縫力學性能統計
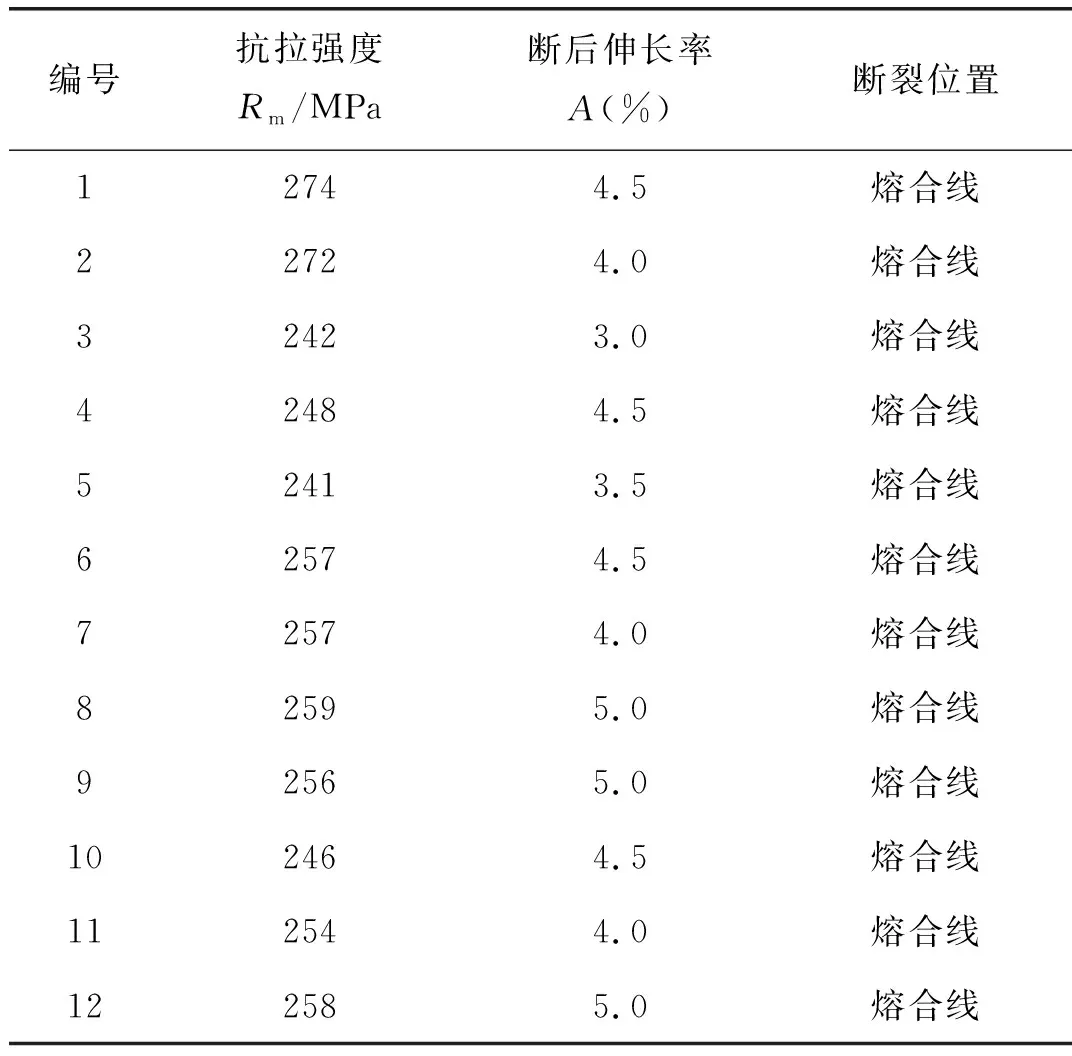
編號抗拉強度Rm/MPa斷后伸長率A(%)斷裂位置12744.5熔合線22724.0熔合線32423.0熔合線42484.5熔合線52413.5熔合線62574.5熔合線72574.0熔合線82595.0熔合線92565.0熔合線102464.5熔合線112544.0熔合線122585.0熔合線
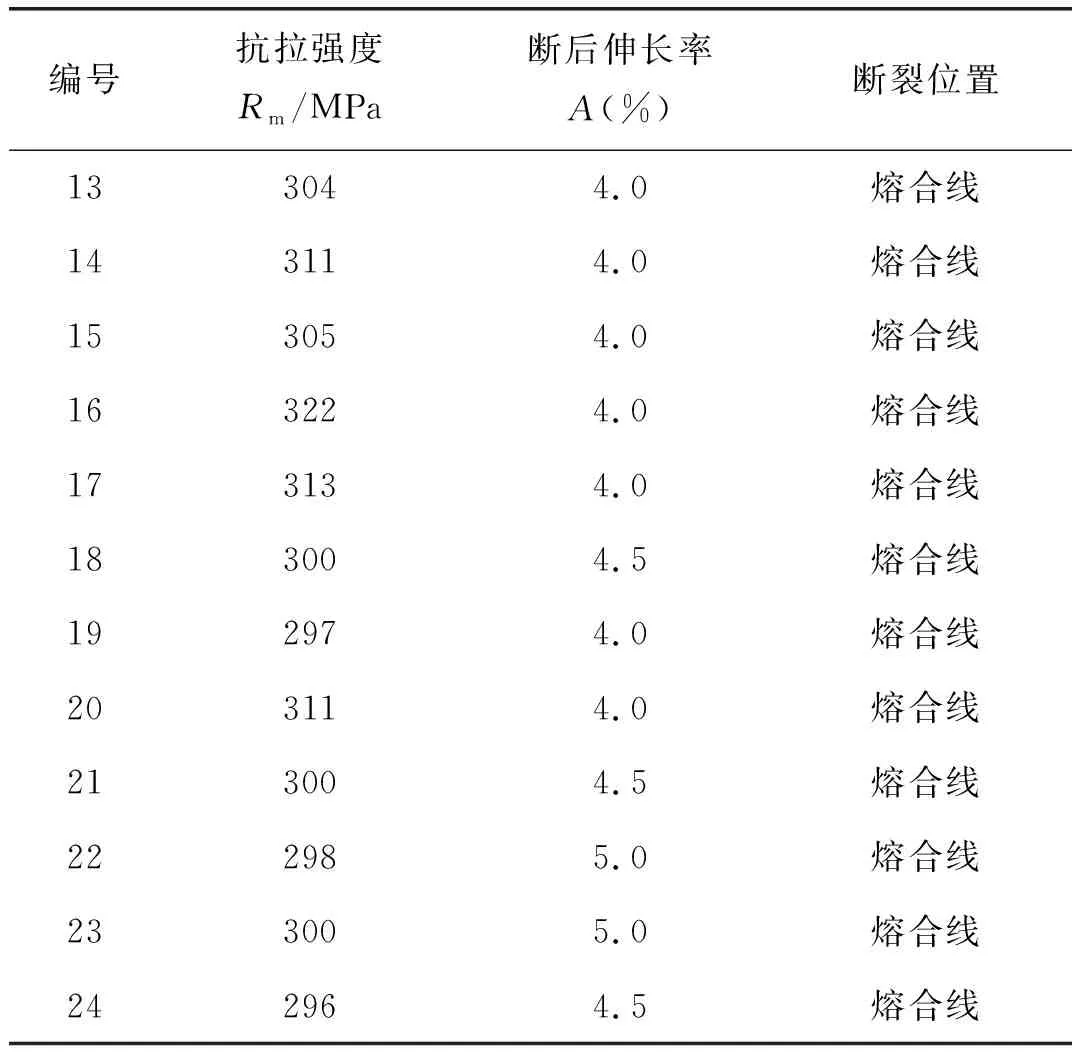
表3 單道焊焊縫力學性能統計
選取典型的雙道焊和單道焊的焊接接頭進行切割取樣,使用顯微鏡觀察接頭的宏觀形貌,雙道焊接頭分為蓋面焊縫、打底焊縫、熱影響區和母材區,其中蓋面焊縫和打底焊縫的界限明顯,如圖4所示。單道焊接頭分為蓋面焊縫、熱影響區和母材區,如圖5所示,焊縫區由蓋面焊接時填充焊絲一次成形,焊縫形貌基本一致。
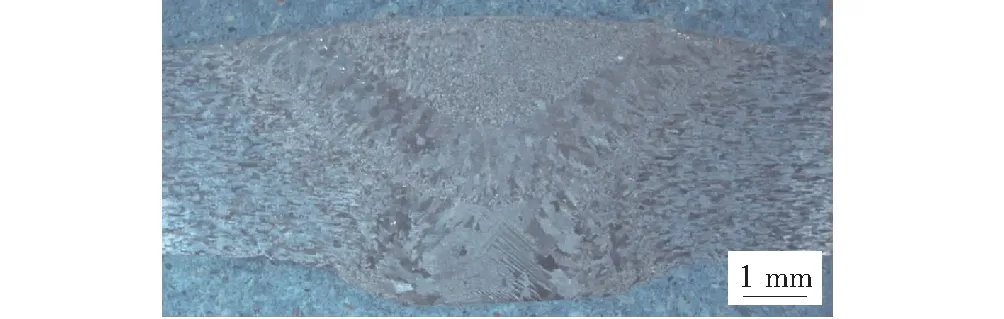
圖4 雙道焊焊縫宏觀形貌

圖5 單道焊焊縫宏觀形貌
選取圖4蓋面焊接的熔合線處的微觀組織進行觀察,同時選取圖5中與圖4對應位置的微觀組織進行對比,如圖6、圖7所示。雙道焊的打底焊縫受到蓋面焊縫的熱影響,使兩者熔合線的前層焊縫一側晶粒邊界低熔點共晶物發生熔化,形成柱狀枝晶,是應力集中區域,其它焊縫呈現等軸晶狀態,靠近熔合線處的熱影響區組織經過兩次焊接熱輸入后發生晶粒粗化現象,幾何形態變化,組織形態不均勻,在熔合線附近造成應力集中。單道焊的焊縫組織均勻,等軸晶分布較多,熱影響區形成了組織上互不相同的區域,未形成過熱粗大晶粒。

圖6 雙道焊蓋面焊熔合線附近微觀組織
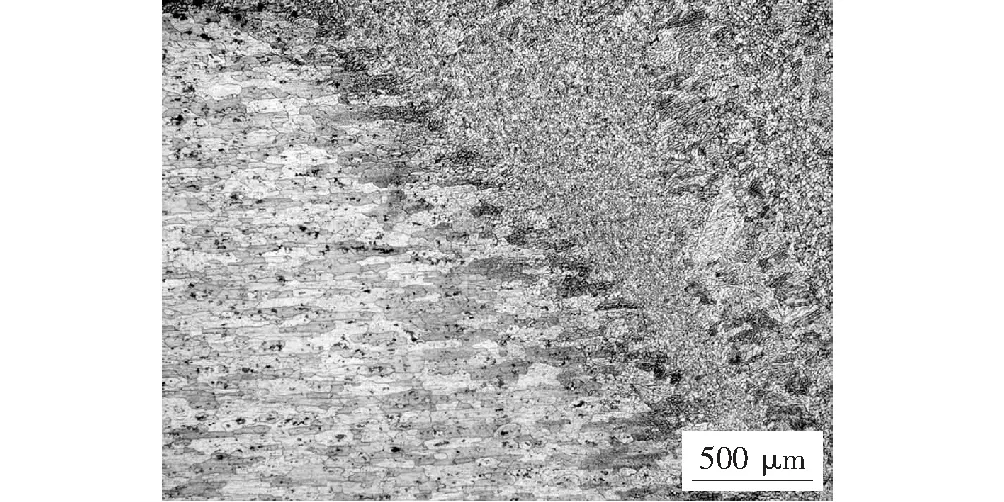
圖7 單道焊熔合線附近微觀組織
選取圖4打底焊接的熔合線處的微觀組織進行觀察,同時選取圖5中與圖4對應位置的微觀組織進行對比,如圖8和圖9所示。兩種工藝方法的熱影響區組織基本相同,雙道焊的打底焊縫經過了蓋面焊接熱循環后,靠近熔合線的焊縫組織形成了大小不一、形狀不規則的晶粒,是應力集中區域。單道焊的焊縫組織均勻一致,晶粒細小。
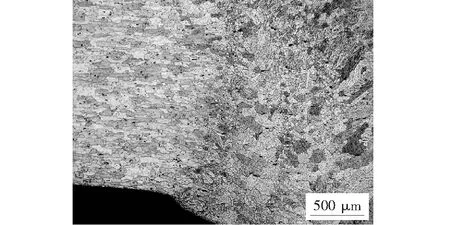
圖8 雙道焊打底焊熔合線附近微觀組織

圖9 單道焊熔合線附近微觀組織
3 接頭斷裂分析
由拉伸試驗結果可知,兩種工藝方法的試樣斷裂位置均為熔合線,選取典型拉伸試樣進行斷口掃描電鏡觀察,其中雙道焊選取抗拉強度242 MPa,斷后伸長率3.0%的力學性能較低的試樣進行對比,單道焊選取任意試樣進行對比,如圖10和圖11所示。雙道焊的試樣斷口呈現了沿晶界撕裂擴展的痕跡,局部呈“河流花樣”特征,由分析可知,是在打底焊的基礎上,蓋面焊接時,溫度升高,脫溶析出的第二相繼續長大,晶粒粗化,合金軟化,強度降低所致。單道焊的試樣斷口呈現了典型的塑形斷裂痕跡,韌窩形態明顯,由分析可知,是在接近但低于共晶熔化溫度對合金進行加熱時,合金的強化相溶于固溶體,從該溫度快速冷卻時,固溶體過飽和,強化相來不及析出,常溫放置后,過飽和固溶體中的Cu原子擴散、聚集,產生點陣畸變,進行了固溶、時效處理,晶粒細化,強度升高所致。
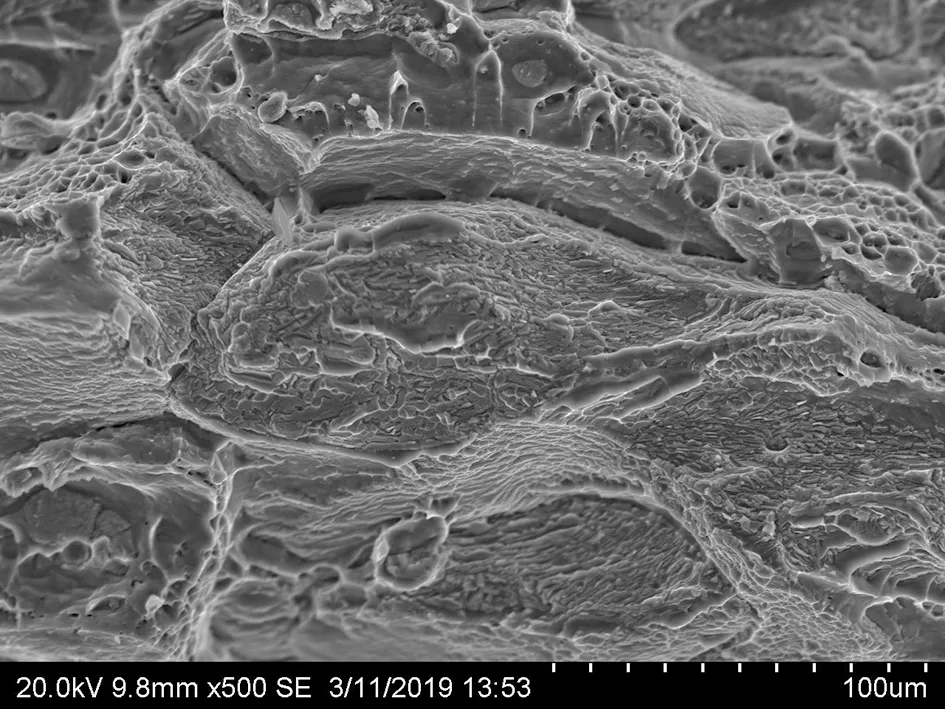
圖10 雙道焊斷口形貌
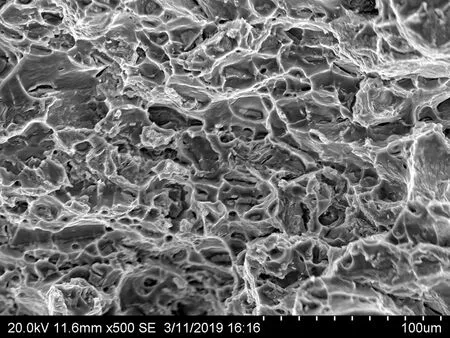
圖11 單道焊斷口形貌
4 結論
(1)在相同的試驗條件下,2219鋁合金薄板對接TIG焊,雙道焊的第一道焊接熱輸入值為1.92 kJ/cm,第二道焊接熱輸入值為7.30 kJ/cm,單道焊的焊接熱輸入值為10.05 kJ/cm。采用雙道焊和單道焊的工藝方法焊接的焊縫,力學性能均能滿足結構設計要求,單道焊比雙道焊的接頭抗拉強度的平均值提高了19.6%,斷后伸長率基本相同。
(2)雙道焊的接頭受到打底焊和蓋面焊的熱輸入影響,在熔合線附近,焊縫區形成柱狀枝晶,組織大小不一、形狀不規則,熱影響區發生晶粒粗化現象,幾何形態變化,組織形態不均勻,都是應力集中區域,易發生斷裂。單道焊的接頭只受到一次蓋面焊接的影響,在熔合線附近,焊縫區等軸晶分布較多,組織均勻一致,晶粒細小,熱影響區未形成過熱粗大晶粒。
(3)由斷口掃描電鏡觀察可知,雙道焊的接頭在焊接溫度升高時,脫溶析出的第二相繼續長大,晶粒粗化,強度降低,斷口呈現了沿晶界撕裂擴展的痕跡,局部呈“河流花樣”特征。單道焊的接頭在經歷了加熱、快速冷卻、常溫放置后,強化相溶于固溶體,Cu原子擴散、聚集,產生點陣畸變,實現了固溶、時效處理,晶粒得到細化,強度升高,斷口呈現了典型的塑形斷裂痕跡,韌窩形態明顯。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24