雙緣板葉片電解加工流場優化與試驗研究
2020-04-24 10:56:02錢浩劉嘉汪浩朱荻
機械制造與自動化 2020年2期
錢浩,劉嘉,汪浩,朱荻
(南京航空航天大學 機電學院,江蘇 南京 210016)
0 引言
葉片是航空發動機中最為關鍵和重要的零部件之一,其制造質量將直接影響發動機性能。葉片結構復雜、型面扭曲、葉身超薄、通常采用難加工材料、加工精度要求苛刻,其精確加工一直是制造領域的一大難題。電解加工基于電化學陽極溶解原理去除金屬,具有加工效率高、工具無損耗、表面質量好、加工與工件材料力學性能無關等優點,已成為航空發動機葉片制造的主要技術之一。葉片電解加工技術一直是學術界研究的熱點,例如KLOCKE F等人建立了葉片電解加工電場、流場、氣泡、溫度等因素的多物理場耦合模型,通過仿真預測葉片成型,并基于此修正陰極[1]; ZAYTSEV A N研究了鈦合金的電化學溶解特性,對比了不同電解液條件下鈦合金葉片試件的表面質量[2]; PACZKOWSKI T通過理論計算分析了葉片電解加工過程中間隙內靜壓、混合流量、溫度、空隙率的分布對曲面成型的影響[3];FUJISAWA T基于流場、溫度、氣泡的多物理場模型對葉片電解加工區域進行仿真分析,得出焦耳熱和氣泡在加工過程中的分布規律[4];ZHU D等針對葉片電解加工中前后緣區域電場、流場為開口場的問題,提出一種交叉陰極結構,使電場、流場近似封閉[5];李志勇等采用BP神經網絡算法對葉片電解加工輪廓進行預測[6];桓恒等研究了葉片電解加工中分型點位置對前后緣形狀的影響[7]。
在電解加工過程中,電解液起到傳遞電流、排出電解產物、帶走電解加工中產生的焦耳熱等作用,其流動狀態將直接影響電解加工穩定性和精度質量。為了提升葉片電解加工中電解液流場的穩定性,國內外學者開展了很多研究,例如KAMIJO T等模擬了葉片電解過程中的三維流場,發現葉片根部周圍存在再循環區域,電解加工需要對其流場進行優化[8];SAWICKI J等在曲面電解加工過程中,通過調整加工間隙以及流量的大小來優化加工區流場[9];徐正揚等針對單緣板葉片提出主動控制的雙向進液流動方式[10];劉嘉等針對整體葉盤提出一種三維復合電解液流場模式[11];ZHU D等在加工葉盤時采用一種輔助進液方式[12]等。上述電解液流場設計與改進方案均基于單緣板葉片進行,即葉片僅在葉根區域有緣板,葉尖為開放結構,針對葉尖和葉根均具有緣板結構的雙緣板葉片流場研究較為缺乏。目前該類葉片仍然采用電解液從葉片前緣(或后緣)流向后緣(或前緣)的傳統側流式電解液流場方式,在加工中經常性地會發生加工短路,燒蝕工件和工具,亟需提升流場穩定性。
本文針對長葉身、雙緣板葉片電解加工中傳統側流式電解液流場開展有限元仿真,仿真結果表明大量電解液從葉片兩側緣板區域的間隙處流失,嚴重影響了葉身加工區電解液流速,導致加工產物無法及時排出間隙,造成短路等加工意外。針對上述流場問題,本文提出了基于液體密封的雙緣板葉片電解加工流場新方式,在葉尖、葉根緣板區域的間隙中設置電解液輔助進液口,通過多向輔助供液構建液體密封,解決電解液從葉片兩側緣板區域流失問題。對提出電解液流場方式開展了有限元仿真,仿真結果表明加工區電解液流場穩定性顯著提升。開展了提出流場的電解加工工藝試驗,驗證流場仿真的有效性。
1 雙緣板葉片傳統的電解流場方式
在長葉身、雙緣板葉片電解加工中,通常采用傳統側流式電解液流場方式,即電解液從葉片的前緣(或后緣)方向流入,電解液被葉片毛坯分成兩股液流分別流經葉片葉盆、葉背型面,最后從葉片后緣(或前緣)交匯流出。其電解液流場方式如圖1所示。在對長葉身、雙緣板葉片進行電解加工試驗的過程中發現,采用上述傳統的側流式流場時,加工電流經常會出現隨機波動,加工短路也時有發生。陰陽兩極接觸瞬間產生的高熱導致工件與工具陰極燒蝕,迫使加工中斷。在葉片葉盆出液口區域發生短路的試件如圖2所示,其加工電流隨時間變化曲線見圖3。

圖1 側流式流場

圖2 發生短路的試件

圖3 加工過程電流變化
電解加工中發生短路等加工意外,通常是由于電解液流場帶出加工產物的能力不足,產物在加工間隙中逐漸堆積無法排出,隨著工具陰極的不斷進給,工具陰極和工件陽極接觸造成短路。因此短路意外的主要誘因是電解液流場存在缺陷。為了解決上述問題,提升長葉身、雙緣板葉片電解加工穩定性,開展了雙緣板葉片電解加工傳統側流式電解液流場有限元仿真,通過仿真分析揭示電解液流場缺陷產生的原因。
本文選擇的加工對象為典型航空發動機靜子葉片,葉身型面長度約100mm,葉尖和葉根處均具有緣板結構。在該葉片電解加工中,由工裝夾具、工具陰極、被加工工件圍成的封閉區域為電解液流道,其電解液流道結構如圖4(a)所示。以實際加工過程中電解液流道的結構為流場幾何模型,對其進行網格劃分,如圖4(b)所示,其中A、B為進液口,C為出液口,其余為壁面。根據實際加工參數,將進液口A、B設定為壓力入口,其值為0.8MPa,出液口C設定為壓力出口,其值為0.1MPa,其余面均設定為固定壁面。溫度根據實際加工情況取30℃,由于加工中電解液為20%的NaNO3溶液,在30℃時其黏度與水相近,因此流體的動力學黏度可取值為0.800 7×10-3Pa·s。


圖4 側流式流場幾何模型
電解加工中,為了使電解液能及時帶出電解產物、焦耳熱,其流態必須處于高流速的湍流狀態,其流場屬于高雷諾數湍流模型。一般情況下標準k-ε模型即可很好地進行高雷諾數湍流數值模擬,但由于在壁面附近,湍流發展不充分,流動可能處于層流狀態,此時在雷諾數低的地方使用k-ε模型進行計算就會引起較大的誤差。因此,為了更加精確地模擬整個流道內的流場情況,本文選用RNGk-ε湍流模型,該模型既考慮了高雷諾數區域的湍流輸運,又可以很好地處理壁面附近區域的低速流動,其湍動能與耗散率方程如下:
1) 湍動能方程:
(1)
2) 耗散率方程:
(2)
其中:
(3)
(4)
采用CFD流場分析軟件fluent對傳統側流式流場模型進行計算,得到葉片葉盆、葉背側電解液流速矢量圖如圖5所示。
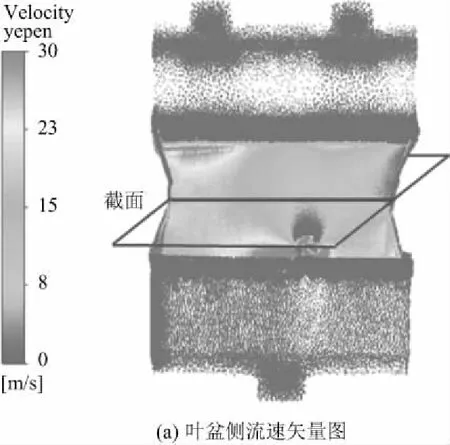

圖5 流場流速分布1
由流速矢量圖可以看出,葉盆、葉背加工區中電解液流場較為雜亂,尤其是葉盆區域,在葉身上靠近出液口區域有明顯的流場突變區,該區域電解液流線雜亂,液體流速變化劇烈,并有明顯的低流速區。在葉身型面上存在低流速區,該區域的陽極產物就可能不能及時排出間隙,容易誘發加工短路。同時,由于流場流線雜亂,流場穩定性差,加工中陽極產物、氣泡、焦耳熱在加工間隙中的分布也不斷變化,導致加工區電導率分布波動,影響電解加工精度。有限元仿真結果表現的流場缺陷與實際加工中發生短路的情況基本一致,該電解液流場狀態不利于葉片電解加工穩定性和加工精度提升,迫切需要改進和優化。
取圖5中的流道截面,得到其流速分布(圖6)。分析葉盆、葉背加工區周邊流道中的液體流動狀態發現,在葉片緣板區域和工具陰極側面的間隙中電解液流速很快,大量電解液從非加工區的側面流失,導致電解液分流,嚴重影響了加工區電解液流速,降低電解液帶走電解產物的能力,從而誘發加工短路。此外,對比葉盆和葉背兩個區域電解液流失的情況可以發現,葉盆區域電解液流失的情況比葉背一側嚴重,這導致了葉盆、葉背加工區中電解液流速差異,使葉盆、葉背加工區流場狀態不一,嚴重影響葉盆、葉背電解加工成型精度。因此必須對該流場采取相應改善措施,提高流場穩定性,以保證葉片正常的電解加工。
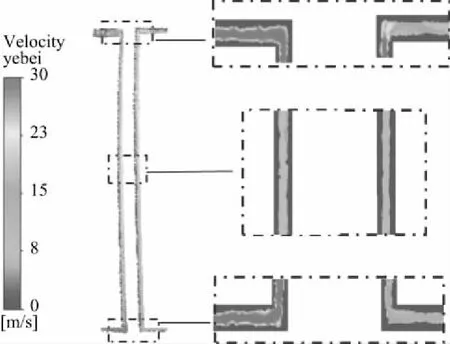
圖6 截面流速分布1
2 多向輔助進液式流場設計
由上述電解液流場仿真分析可知,長葉身、雙緣板葉片電解加工中流場缺陷主要是由于電解液從兩側緣板和工具陰極側面的縫隙中流失所致。為了消除流場缺陷,提升加工區電解液流場穩定性,本文提出了基于液體密封的多向輔助電解液流場方式,該電解液流場方式的示意圖如圖7所示。為了防止電解液從緣板和工具陰極側面的縫隙流失,在工具陰極側面靠近緣板區域設置了4個電解液輔助供液進液口,葉尖緣板兩側、葉根緣板兩側各一個。通過輔助供液進液口,改變緣板和工具陰極側面縫隙中電解液壓力分布,對流失電解液進行主動補液并在間隙內形成液體“密封”,從而大幅提升葉盆、葉背主電解液流場的穩定性。


圖7 多向輔助進液式流場模型
為了驗證提出流場的合理性,采用有限元分析方法對提出流場進行仿真分析。仿真中仍然采用RNGk-ε湍流模型,其溫度及流體黏度等相關參數均與普通側流式流場相同。依據提出流場構建的流道模型網格劃分如圖7(b)所示,其中A、B為進液口,C為出液口,D、E、F、G為輔助電解液在流場模型中的入口,其余為固定壁面。將A、B設為壓力入口,其值為0.8MPa,C設為壓力出口,大小為0.1MPa,D、E、F、G均設為壓力入口,其值為0.4MPa。
使用fluent仿真得到的葉盆、葉背側流速分布見圖8。從圖中可以看出,整個流場流速和壓力分布都比較均勻,消除了雜亂流場,且整個加工區流速較高,這有利于保證電解產物的及時排除,從而提高加工穩定性和加工精度。
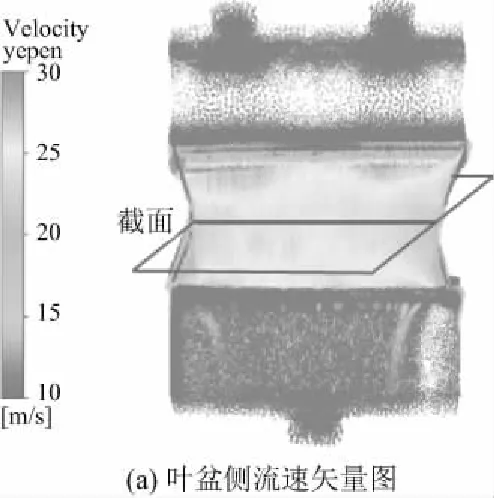

圖8 流場流速分布2
為了驗證輔助進液流場的可行性,開展長葉身、雙緣板葉片的電解加工實驗。同樣,取圖8中的截面,得到該截面流速分布云圖(圖9),從圖中可以清楚地看出,緣板兩側的電解液分流被大大抑制,從而使得加工區流速較高,且葉盆葉背兩側流速一致性非常好,都穩定在25m/s左右,有利于提高葉片型面整體的加工精度。

圖9 截面流速分布2
3 葉片電解加工實驗
電解加工實驗在本課題組自行研制的葉片電解加工機床上進行,陰極材料為不銹鋼,輔助進液通道設計在陰極桿兩側。該實驗毛坯如圖10所示,材料為TiAl4822。工裝夾具如圖11所示。

圖10 葉片毛坯
圖11 實際工裝夾具
實驗采用的加工參數與前文流場仿真邊界條件保持一致。加工過程中未出現加工意外,輔助進液流場方式下加工電流如圖12。從圖中可以看出,傳統側流式流場下,加工至20min時電流急劇上升,工件和陰極發生短路,而輔助供液式流場下,電流穩定增長并在最后5min達到平衡,電解加工進入平衡態。

圖12 加工電流
加工完成后的工件如圖13,在葉盆葉背表面共取6條采樣線Ⅰ-Ⅵ,使用三坐標測量機對其進行精度測量,每條采樣線分別取50個點,得到葉盆、葉背誤差分布如圖14。從圖中可以看出,輔助供液式流場對雙緣板鈦鋁葉片葉盆、葉背的加工具有較高的精度。

圖13 加工完的工件

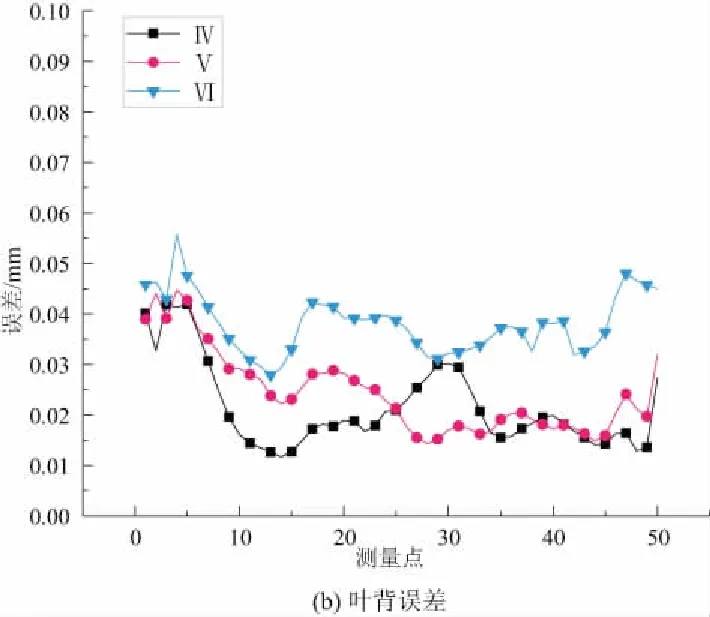
圖14 工件誤差分布
4 結語
1) 長葉身雙緣板葉片電解加工中,葉片表面易發生短路等加工意外,針對流道結構開展電解液流場仿真分析,結果表明工件緣板兩側漏液導致加工區域流速分布不均是誘發加工意外的主要原因。
2) 提出了多向輔助供液的流場方式,通過對緣板兩側進行輔助供液,在電解液流失區域構建液體密封,對提出流場方式開展仿真分析,結果表明提出的流場方式抑制了電解液流失,顯著提升了加工區電解液流場穩定性。
3) 為了驗證提出流場方式可行性,開展了長葉身雙緣板葉片的電解加工試驗,試驗結果表明多向輔助供液式流場顯著提升了加工穩定性,試驗件具有較好的加工精度。