基于有限元的立式加工中心床身性能分析
2020-04-24 10:59:12胡勖魏宏波
機械制造與自動化 2020年2期
胡勖,魏宏波
(寶雞文理學院 機械工程學院,陜西 寶雞721016)
0 引言
機床作為高速切削的機器,刀具在高速切削中所產生的振動會降低機床的可靠性和精度,因此有必要在典型工況下對機床進行靜動態分析。銑削是工件加工的常用環節,在加工過程中,工件和刀具的位置不同導致切削力的方向不一,從而會對結構靜動態分析結果產生較大影響。本文以銑削為例,探討不同工況對床身變形的影響。
機床性能的提高目前有優化機床結構和采用新型材料兩種方式。采用新型材料制造機床是近年來的一個熱點,包括采用鋼纖維、碳纖維、玻璃纖維、鉬纖維混凝土來制造機床基礎件[1-4],其中玄武巖纖維樹脂混凝土(BFPC)經濟效益好、產能高、材料性能好,因此成為了研究熱點材料[5-6]。優化機床結構主要以筋板優化和整體結構拓撲優化為研究熱點,以VMC850B立式加工中心床身為研究對象,結合典型工況,運用層次分析法對比各種材料的優劣。
1 床身的典型工況分析
VMC850B立式加工中心工作范圍廣泛,其切削的多樣性決定了工況的多樣性。根據“極限工況原則”、“危險工況原則”和“典型切削位置加權原則”[7],確定床身典型工況如下:將機床處于銑削條件下,取最大主軸轉速、滿刀狀態、最大刀具直徑,同時選取刀具在工件的前、后、左、右4種方向為加工方式,總計4種工況進行分析。
VMC850B加工中心床身在刀具滿刀狀態下,受到立柱、刀具庫、主軸箱的自重壓力,作用面位于立柱和床身的結合處。受到工作臺、工件最大質量、滑臺的自重壓力以及切削力的作用,作用面位于導軌的安裝面(假定壓力均勻分布),設定床身的8個地腳螺栓為固定約束。其零部件質量如表1所示。
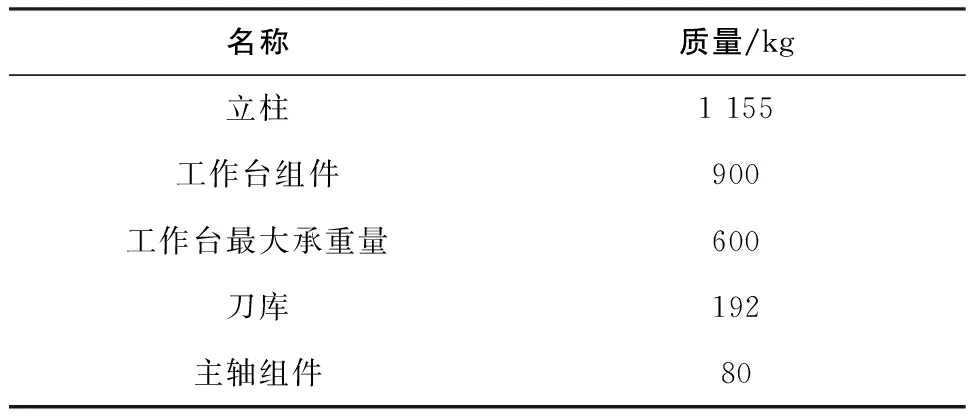
表1 機床基礎零部件質量表
由表1可以計算立柱和床身的結合面受到的壓力G1=13984.6N,總面積S1=0.14873m2。
分析過程中,假設壓力面為均勻分布,則
(1)
P1為兩個結合面均布壓力,方向豎直向下。
現選取硬質合金端銑刀,加工材料為碳鋼,切削力經驗公式[8]為
(2)
機床為圓盤刀庫,滿刀狀態最大刀具直徑do=112mm,最大轉速n=8000r/min,切削深度ap=2.5mm,切削寬度ae=90mm,齒數z=16,主偏角選為60°,切削系數KFc=1.0,進給速度fz=0.2mm/z。
選取加工狀態為順銑。因為逆銑時切削分力使工件離開機床工作臺面方向,往往同夾緊力方向相反,使工件處于不穩定狀態,所以這種逆銑方法較少使用[9]。由經驗公式推導出切削力Fc=4703N,考慮到銑刀磨損后,其銑削力會增大30%~40%,則總切削力Fcn=1.4Fc=6584N,端銑刀在端面上的切削力可以分解為軸向力Fa、進給力Faf、垂直進給力Fav,各分力取最大值。可得:
Fa=0.55Fc=3621N
(3)
Faf=0.4Fc=2634N
(4)
Fav=0.85Fc=5596N
(5)
考慮到工作臺及其承重量,則床身垂直方向受力:
Faa= 18621N
(6)
Faa方向為沿著機床坐標系z軸負方向,垂直向下。此外,床身還受到銑削進給力Faf和垂直進給力Fav,方向分別為沿著進給方向和垂直于進給方向。刀具不同位置下的受力二維圖如圖1所示。由于軸向力方向一致,在圖1故未標注。刀具位于工件右側工況三維圖如圖2所示。
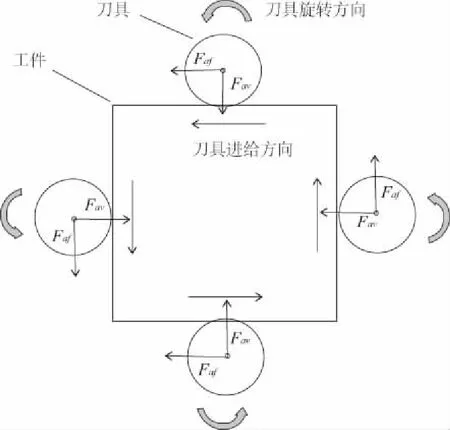
圖1 刀具不同位置的受力分析圖
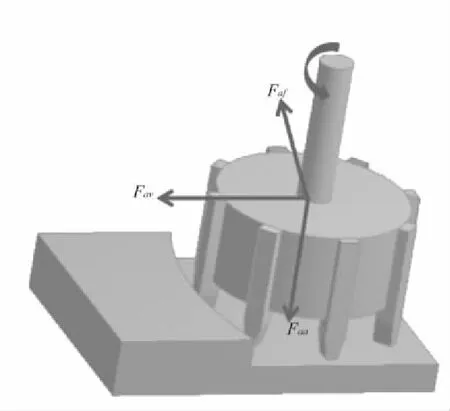
圖2 刀具位于工件右側的工況三維圖
通過仿真計算,不同工況最大變形量如表2所示。當刀具位于工件右側時,其變形量最大為7.309 0×10-6m,增長百分比最大為 +20.0%。得出:在以經驗公式為切削條件時,應把刀具位于工件右側時為首要考慮條件。
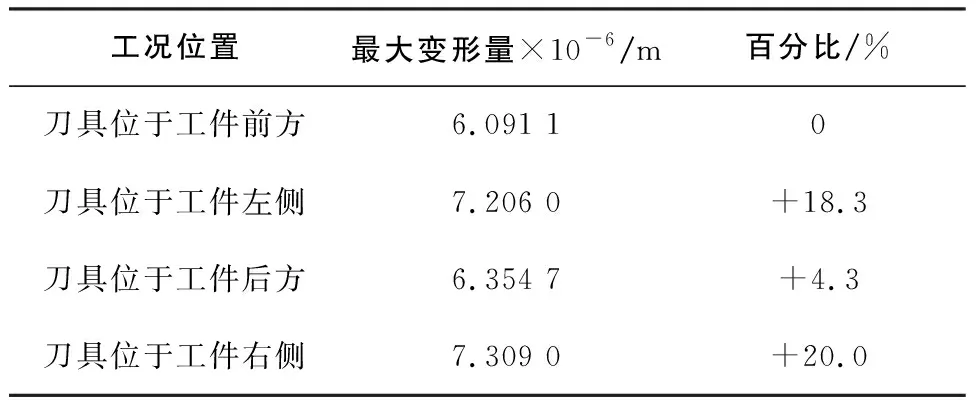
表2 不同工況最大變形量表
2 床身結構的有限元分析
2.1 床身的靜力學分析
床身質量1497kg,由HT300材料鑄造而成,其彈性模量為1.3×105MPa,泊松比0.24,密度為ρ=7.3×103kg/m3。選擇刀具位于工件右側工況進行分析,銑削分力Faf和Fav,方向分別為沿著圖3所示x軸負方向和z軸的負方向,Faa軸向力沿著y軸負方向垂直向下。加載面為床身導軌結合面,設定壓力均勻分布,得到床身應變云圖如圖3所示。
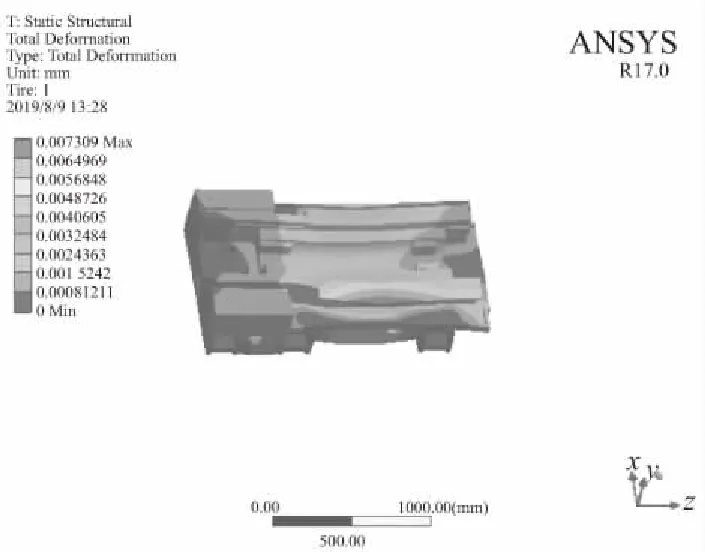
圖3 床身應變云圖
由圖3可知,床身的最大變形量為7.309×10-6m,最大變形處在導軌一側處。
2.2 床身的模態分析
床身是一個連續的實體,質量和彈性均呈現為連續分布,因此床身擁有無窮階模態。但是結構的動態性能主要取決于其低階模態。所以在實際工程應用中可以取前3階模態作為主要參考指標[10],床身模態分析如表3所示,各坐標軸方向如圖3所示。
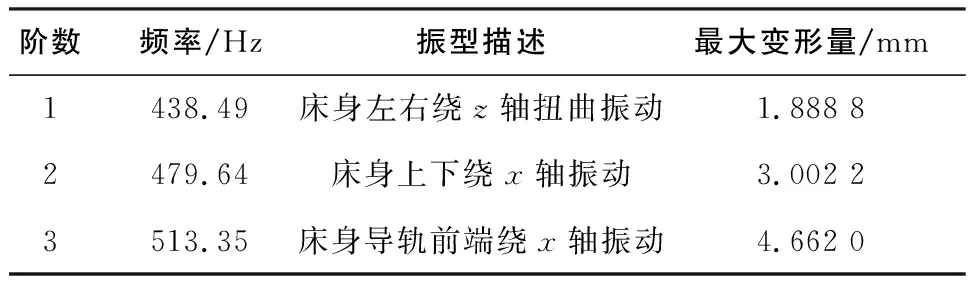
表3 床身模態分析結果表
通過表3及分析云圖放大比例后可知,床身的導軌安裝面變形較大,呈現繞z軸扭曲振動和繞x軸翻轉振動。
3 床身材料性能分析
3.1 材料參數分析
在床身結構形狀及尺寸不變的情況下,為進一步提高其靜動態特性,對床身的材料進行優化分析。在床身鑄造常見材料中,選取了3類,共8種材料作為參考。表4中材料參數參閱GB/T9439-199B及文獻[11]所得。
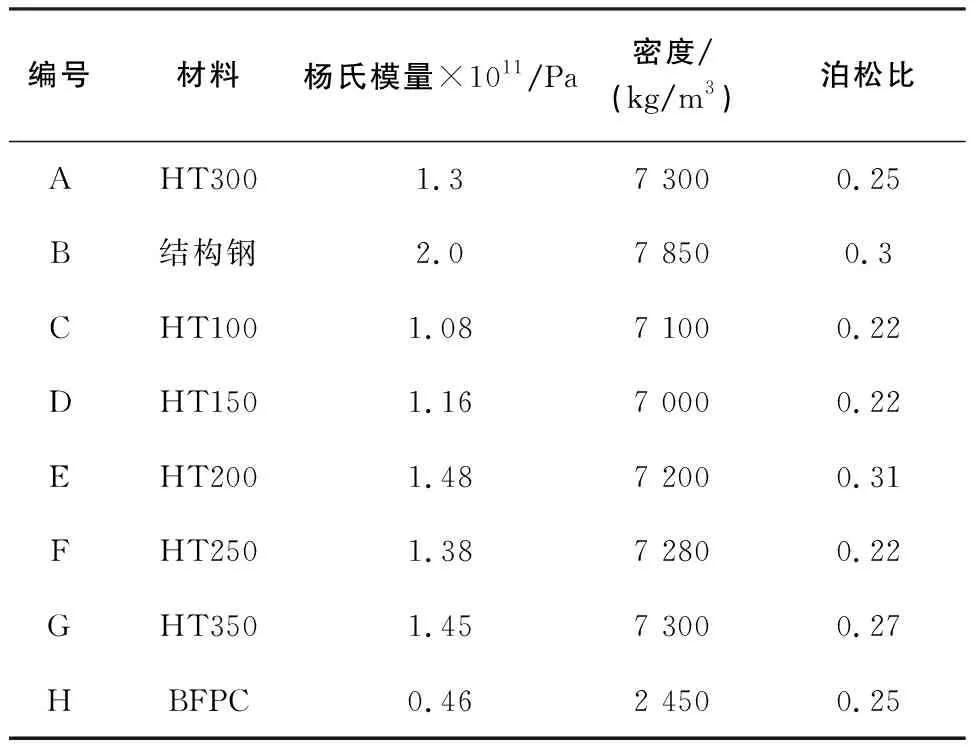
表4 各材料物理參數表
因為低階模態特性基本決定了結構的動態性能,所以模態分析取前3階模態頻率的加權平均值,f為加權模態,fi為i階模態[12]。
f=0.7×f1+0.2×f2+0.1×f3
(7)
將表4參數導入仿真軟件,得出8種材料對床身的總變形、質量、加權固有頻率如表5所示。

表5 材料對床身影響詳細參數
3.2 選擇最優材料
床身材料選擇的目的是在許用變形量的范圍內,盡可能地減少質量,提高靜動態特性,所以各指標的優化目標如表6所示。
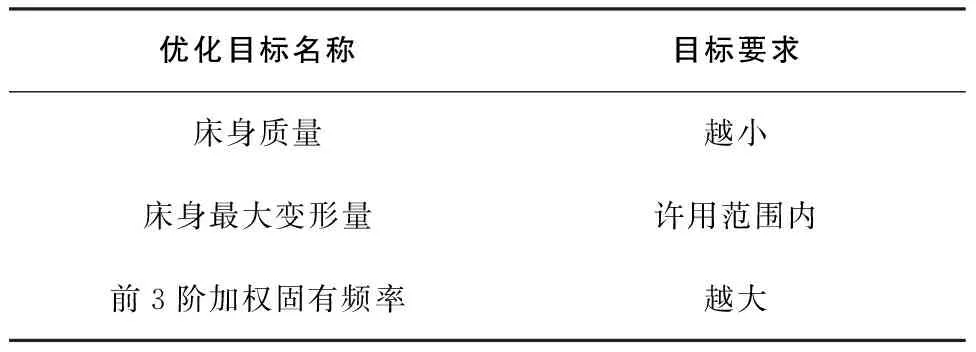
表6 優化目標
多個優化需通過一定的方法確定最終的一兩個方案作為結果。這種方法一定是直觀、高效的。進行優化就需要相應的優化指標。優化過程中通常具有多個評判要素,本文采用一種基于層次分析法的數學優化方法,通過判定矩陣值的大小來確定材料的優劣性,數值越大材料越優[13]。從表5可以得知,結構鋼在加權頻率上最高,BFPC材料變形量最大但質量最低。在實際運用中,往往某種材料不能同時兼具各項指標,因此本文運用層次分析法對8種材料按照表6的優化目標選取最優解。層次模型有3層,分別為:總目標層、準則層、方案層。總目標層為:在許用變形量的范圍內,減少床身質量,提高加權固有頻率。準則層:床身質量、床身最大變形量、加權固有頻率。
在滿足床身強度的前提下,床身質量越小越好。也就是床身質量的倒數越大越好。給出A、B、C、D、E、F、G、H 8種材料的質量倒數矩陣如式(8)所示。
分別比較8種材料的質量倒數。即以A質量為除數,其他為被除數。即A的質量倒數除以A的質量倒數為第1行第1列數據,A的質量倒數除以B的質量倒數為第1行第2列數據,以此類推,得到矩陣式(9):
(8)
(9)
分別求式(9)各列的和,得到矩陣式(10):
(10)
將矩陣式(9)第1行各列的數據分別除以矩陣式(10)對應列的數據,所得結果求代數平均和,依次對矩陣式(9)的每一行各列的數據計算,得到矩陣式(11):
(11)
矩陣式(11)則是床身質量的優先級矩陣。以此類推,最大總變形量優先級矩陣如式(12)所示,加權固有頻率優先級矩陣如式(13)所示。
[0.130 3 0.192 6 0.104 5 0.112 3 0.142 5 0.133 6 0.139 8 0.044 4]
(12)
[0.120 9 0.143 9 0.112 2 0.117 1 0.129 1 0.125 2 0.127 4 0.124 2]
(13)
分別將質量、最大總變形、加權固有頻率權重比例設置為1∶1∶1。分別將對應的優先級矩陣乘以對應的權重比例,得到最終的優先級矩陣式(14)。

(14)
鑒于以上結果,可從式(14)判斷出0.1555數值為最大,即采用BFPC材料對于床身的整體靜動態效果的提升最好。將BFPC材料導入模型中,重新仿真,將結果與原模型材料HT300仿真結果進行比較,如表7所示。其床身質量減少了-66.4%,前3階加權固有頻率提高了+2.7%,最大變形量為20μm,在其許用變形量范圍之內[14]。
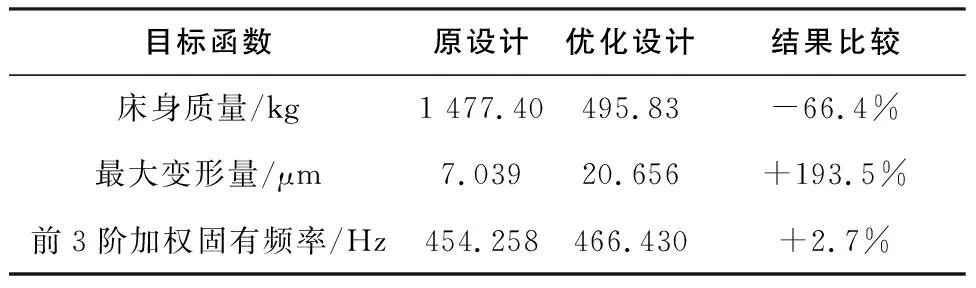
表7 優化前后結果比較
4 結語
1) 靜力學分析發現,在相同加工條件、不同工況下,床身最大變形量有較大差別,當刀具位于工件右側時,變形量最大。為保證仿真有效性,應采用刀具位于工件右側工況為首要考慮條件。
2) 運用層次分析法,合理地比較了8種材料的靜動態特性。通過最終優先級矩陣得出:在保持床身原有結構不變的前提下,BFPC總體性能優于其他材料,可以直接運用于現有結構中,并可保證其靜態性能在許用要求之內,但是針對不同類型機床還需進一步驗證。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中華詩詞(2020年1期)2020-09-21 09:24:52
中國生殖健康(2019年2期)2019-08-23 08:12:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車觀察(2016年3期)2016-02-28 13:16:26
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00