柔性生產線中工件定位精確度的提升措施
2020-01-20 05:32:43周寬
今日自動化 2020年8期
關鍵詞:提高方法
周寬
[摘? ? 要 ]工件定位精準度是確保生產質量的一項重要因素。本文對產品的再夾緊、氣密測試等方法進行了詳細地探究,以案例方式介紹了提高產品定位精準度的方法。通過采取這種方法,產品定位精準度獲得明顯提高,劣質品數量也明顯減少,停機時間縮減,柔性生產線正常運轉。
[關鍵詞]柔性生產線;產品定位;精準度;提高方法
[中圖分類號]U468.2 [文獻標志碼]A [文章編號]2095–6487(2020)08–00–03
Improvement Measures of Workpiece Positioning Accuracy in Flexible Production Line
Zhou Kuan
[Abstract]Workpiece positioning accuracy is an important factor to ensure the quality of production. In this paper, the re clamping, air tightness test and other methods are discussed in detail, and the methods to improve the positioning accuracy of products are introduced by case study. By adopting this method, the accuracy of product positioning has been significantly improved, the number of inferior products has been significantly reduced, the downtime has been reduced, and the flexible production line operates normally.
[Keywords]flexible production line; product positioning; accuracy; improvement method
隨著加工制造產業的快速發展,新技術、新思路逐漸涌現,人們對產品性能及功能提出了更高要求,逐漸朝著高效率、高柔性化趨勢轉變,柔性生產線由此產生,變成制造業注重的焦點。現今,我國針對柔性生產線的工作原理及體系構成已有了比較廣泛的了解,但針對柔性生產線生產精度管理體系理論認識與把握還需要更為深入,影響到柔性生產線的充分應用與功能的徹底發揮。主要有兩點問題:①柔性生產線機械種類復雜,作業臺數量大,導致柔性生產線生產精度創模與分析困難;②因為繁瑣工件的生產工序很多,各工序間相互影響關系繁瑣,難以精準預計工件最后的生產偏差。
1 柔性生產線偏差來源與分類
1.1 車床生產偏差
1.1.1 幾何偏差
由于構成車床的零配件在生產制造中有偏差,及其整個車床在裝配期間有裝配偏差,導致車床運行期間的幾何參量偏離預期的幾何參量[1]。因此車床在未執行生產操作前已經有了偏差,這種偏差被稱為車床幾何偏差,屬于車床自帶的偏差。
1.1.2 伺服偏差
伺服偏差是由車床控制結構性能決定的,涉及伺服平臺的響應落后于伺服驅動每個軸輪在相關節點上有多位移與少位移的性質。
1.1.3 熱誤差
車床在執行生產操作環節,因為車床的各零配件之間有相對運動,車床床體內的一些零配件會出現升溫情況,造成零配件變化,從而影響到最后刀尖點的位置偏差。
1.2 操作臺定位偏差
1.2.1 平面配合偏差
平面配合偏差主要指因為2個相互搭配的平面和理想平面間有規格、形狀及位置等誤差,相互搭配后形成的偏差。
1.2.2 孔銷配合偏差
孔銷搭配偏差主要指因為2個相互搭配的圓柱銷與圓柱孔,因為和理想參數有偏離情況,相互搭配后會形成一些偏差。
1.3 工序傳輸偏差
工序傳輸偏差主要指在柔性生產線多工序制造環節,各工序間的干擾。針對多工序生產的工件,工件生產性能是多工序間偏差傳送、累積與耦合引起的。
基準偏差主要指零件在生產以前因為定位基準有誤差造成零件位子偏差,多工序生產中會把上個工序的生產特點視為下個工序的定位基準融入下個工序內,所以會出現偏差的傳送效應。
2 工件再夾緊提高定位精準度
在主動錐齒輪(簡稱主動輪)加工中,配備SINUMERIK 802D平臺的YKX3132M型數控滾齒設備(下稱MC1),負責主動輪表面花鍵切削工作。
2.1 現狀與規劃方案
機器人RT機爪夾住主動輪朝MC1裝料時,如果主動輪定位錯誤,那么竣工后花鍵齒圈徑向移動公差Fr<0.02mm、跨六齒的公法線總長Fw≠(33.19±0.1)mm。盡管把尾架頂尖(簡稱尾架)負荷從2.5 MPa上升到3.5 MPa,可是每班依舊存在3~5件殘缺品[2]。由此,項目組規劃工件再夾緊梯形圖輸進CNC系統中,通過PLC控制電氣部件與液壓過程,完成尾架夾緊設備的重新頂緊零件任務。
2.2 工件再夾緊梯形圖
原來,MC1尾架頂尖不僅能夠在JOG形式通過MCP按鍵10.2手動升高或降低,還能在MDA和AUTO形式下通過生產程序中M20或M21代碼智能提升(降低)。可是在柔性生產線上,MC1尾架既要具有單機調整的手動升或降機能與單機運行的智能升或降功能,也要具有聯機運動的RT使之升或降機能,且能夠在1次信號Ι8.2下2次頂緊零件。
2.3 工件再夾緊控制方法
RT管理MC1尾架再夾緊零件的控制方法是:
(1)基于AUTO形式(V31000000),MC1作業門已經開啟到位使M60.7=1。
(2)MC1尾架已經升高到位后,RT朝MC1傳遞尾架降低信號。
(3)輸出線圈連接電源后,液壓閥啟動,使之閥口P3和B3連通、A3和T3連通。這樣一來,尾架一次降低夾緊零件,在降低延時T6=3s后,觸動二次上升指令M70。
(4)輸出線圈連接電源后,液壓閥啟動,使之閥口P3和A3連通、B3和T3連通。由此,尾架升高松件,在延時0.7s后,觸動二次降低指令M70.1。
(5)傳輸線圈Q2.4重新連接電源,液壓開關YV4啟動,尾架二次降低夾件且保持[3]。當加計數設備C2計數滿足預設值PV時,MC1通過輸出指令Q0.6朝RT傳輸MC1已2次降低夾件完成數據。接著,RT回退到安全位。
2.4 工件再夾緊運用成效
如今,RT管控MC1尾架二次頂緊零件的控制方法已經在2條主動輪柔性生產線中4臺MC1上運用,花鍵齒圈徑向移動公差Fr與跨六齒的公法線總長Fw等規格都滿足工藝標準,每班殘次品率是0。
3 工件氣密測試提高定位精準度
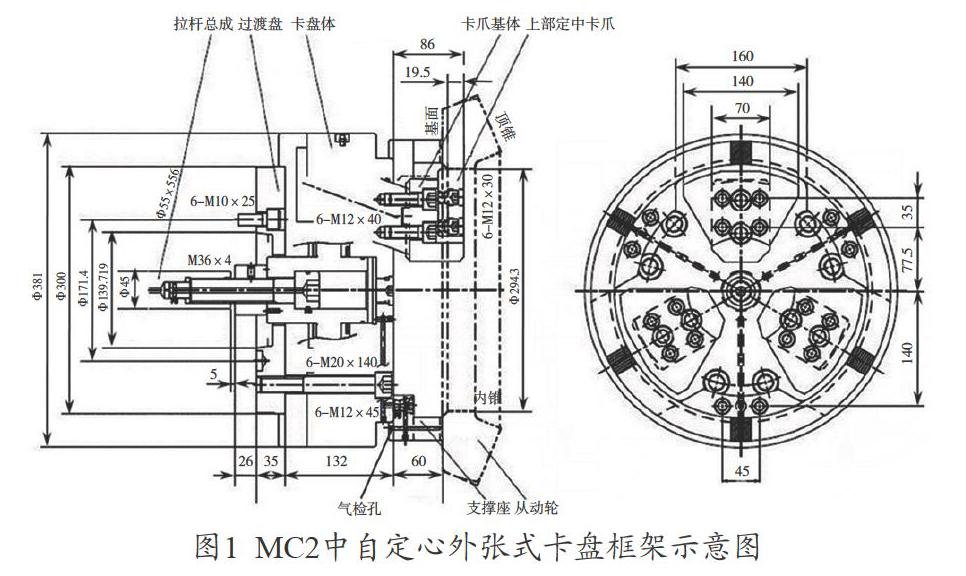
從動錐齒輪(簡稱從動輪)加工中,配了FANUC0iTD平臺的PUMAV405號數控立式機床(簡稱MC2),負責從動輪中頂錐與內錐等位置的切削工作。MC2中自定心外張式卡盤(簡稱卡盤)框架示意見圖1。
3.1 現狀與規劃方案
桁架機械爪RT機爪夾住從動輪給MC2裝料時,如果卡盤的基礎座上存在鐵屑以及定中卡爪纏上長屑,那么從動輪將產生定位異常[4]。繼續生產時,工件大小偏離圖紙引起質量問題,或者零件飛出夾具造成操作門變化、防護玻璃損壞等機械事故。由此,項目組制定規劃方案,裝料時,根據卡盤氣檢孔和非接觸式傳感儀了解從動輪生產基面是否貼合在基礎座上;卸料后,依靠卡盤高速運動以及側面吹氣清理夾具體的附帶鐵屑。
3.2 氣密測試方案運用
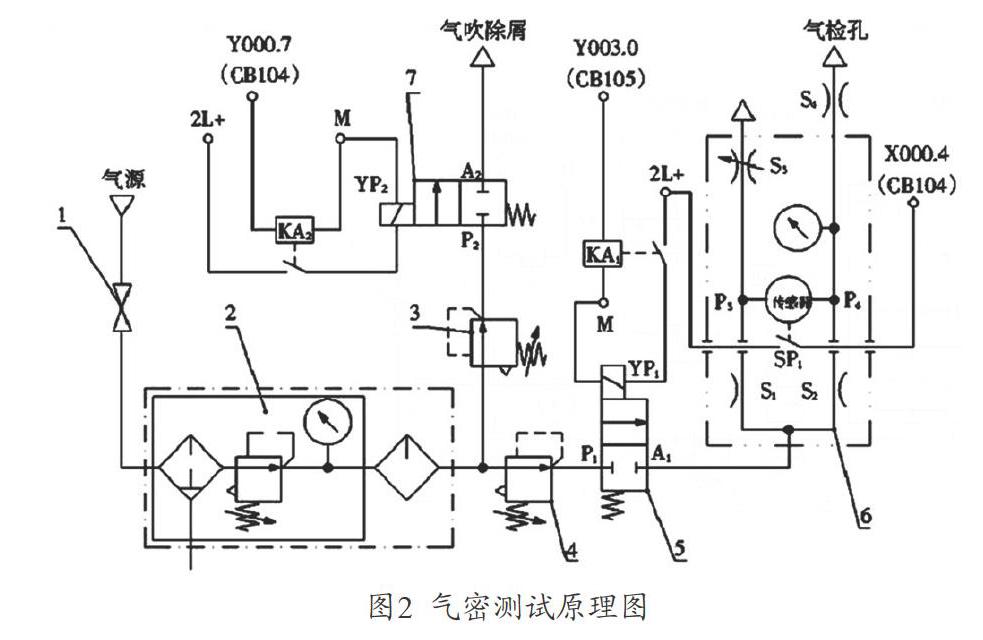
項目組調整使用有3個氣檢口的液壓卡盤,制作氣密測試原理圖(圖2),采取直動式二通電磁開關VX210CA與位置傳感儀ISA2-GE45N等部件,統一設置在車床后面的恰當部位[5]。銜接好氣路后,按照電路圖銜接好線路。為確定零件基面貼合基礎座,項目組制定了梯形圖,現場調整MC2的PMC流程且融入FlashROM中。然后連通氣源,啟動MC2,調整支護座高度,設置最長檢出間距0.025mm,保障從動輪夾好后,其基面和基礎座的空隙均勻。
氣密測試準備好后,采用AUTO形式,RT機爪夾住從動輪朝MC2卡盤填料時,RT將管控MC2運轉。其運轉過程如下。
(1)MC2先閉合操作門然后夾好從動輪,接著MC2的傳輸線圈Y3通電,促使中間繼電設備KA1運行。
(2)當KA1常開觸點關上后,二通電磁開關YP1運行且使之P1與A1連通。
(3)壓縮氣體通過3個氣檢口吹到從動輪表面,如果表面和支護座貼合,就會令P4-P3之間氣壓差保持在(0.03-0.2) MPa。這時,傳感儀SP1關上令X0.4=1,生產流程就一直朝下執行。
(4)當基面和支護座無法貼合時,P4-P3之間氣壓差將超過范圍,導致SP1斷開,由此引起X0.4=0,指負邏輯的X0.4=1。這樣一來,氣密測試超時線圈R651.6通電,引起氣動部位傳感儀警戒線圈R608.7啟動。隨后,MC2屏顯命令2072,柔性生產線制造循環暫停。
3.3 旋轉氣吹清屑方案運用
項目組把吹氣管道(0.5 MPa)加裝到卡盤側面,制作氣吹清屑原理圖(圖2),采取直動式二通電磁開關VX210CA與降壓開關AR20-01-A等部件,將之與氣密測試用件統一設置在車床后側的適當部位[6]。銜接好氣路后,按照電路圖銜接好線路。為完成RT管控MC2卡盤轉動和側面吹氣,項目組制定出梯形圖,現場調整MC2的PMC流程且融入FlashROM中,于[TIMER]畫面中設置吹氣時間的定時設備TMR12=5s,在參數畫面上設置主軸定向時的運轉參量No.3732=300r/min。
卡盤運轉氣吹清屑的主要機理是:
(1)柔性生產線工作時,RT機爪夾住從動輪由MC2卡盤完成卸料。
(2)卸料結束,MC2通過X8.6獲取RT傳遞的卸料好且吹氣的脈沖;而且,RT通過中間線圈R623.7與傳輸線圈Y1.5操控MC2的作業門關上,直到門關到好令R550.6=1。接著,卸料好并吹氣的指令R622.4智能鎖上。
(3)當RT通過中間線圈R580與傳輸線圈G70.5操控MC2主軸運動時,傳輸線圈Y0.7通電,導致中間繼電設備KA2運行且使之常開觸點關閉。
4 結束語
綜上所述,柔性生產線被廣泛用于各行各業中,充分體現其自動高效的優勢,滿足了廣大客戶的急切需求。始終采取人工除屑、扳手緊固等傳統方法,已無法再適應現今的智能生產模式。這就需要工程技術者持續創新觀念,在數控流程中加入除屑命令,在梯形圖上加入氣密測試控制,于電氣支路上銜接零件定位控制部件,在操作流程上裝上中心孔吹屑系統,在預裝配過程添加導向設備等。這樣,在工件定位過程,零件粘住臟污、夾具纏繞殘屑和手爪夾住歪斜等不良因素,實現智能清屑,進而保障了工件定位精準度。
參考文獻
[1] 古文宇,王紅軍,邢濟收.基于遺傳算法與Flexsim的生產線緩沖區優化研究[J].組合機床與自動化加工技術,2020(10):51-54,58.
[2] 李雪霞,張志斌,褚建立.基于智能化縫制單元的服裝柔性生產線的構建[J].毛紡科技,2020,48(10):77-80.
[3] 陳應飛,李彥儒,殷鳴,等.基于專家系統的柔性生產線快速設計系統研究[J].機械,2020,47(9):56-60.
[4] 韓鳳霞,王紅軍,邱城.基于模糊貝葉斯網絡的生產線系統可靠性評價[J].制造技術與機床,2020(9):45-49.
[5] .中航國際工程能力中心聯合Fastems為西飛建立高端機加柔性生產線[J].世界制造技術與裝備市場,2020(3):10-11.
[6] 劉勝勇.柔性生產線中工件定位精確度的提升措施[J].汽車工藝與材料,2019(12):55-59,64.
[7] 楊程. 淺談柔性制造中工業機器人的高精度定位方法[J]. 科技視界,2018(30):25-26.
[8] 鄧文強. 現代機器人在汽車焊接生產線柔性化中的管理[J]. 山東工業技術,2018(23):26-26.
[9] 吳清一,董平. 柔性生產線中間作業倉庫工件調度仿真系統的構建和運行[J]. International Journal of Minerals Metallurgy and Materials,1996(1):31-35.
猜你喜歡
都市家教·下半月(2016年12期)2016-12-30 10:17:58
未來英才(2016年22期)2016-12-28 13:19:23
科學與財富(2016年29期)2016-12-27 16:06:03
中國高新技術企業(2016年33期)2016-12-27 11:47:58
考試周刊(2016年21期)2016-12-16 10:56:24
博覽群書·教育(2016年9期)2016-12-12 11:02:14
考試周刊(2016年88期)2016-11-24 21:48:32
新一代(2016年15期)2016-11-16 15:29:18
考試周刊(2016年79期)2016-10-13 23:12:31
考試周刊(2016年77期)2016-10-09 12:26:26