頂蓋拉延模網格加工技術運用
2019-11-15 07:21:30楊亮亮劉波徐寧劉文峰米齊春神龍汽車有限公司
鍛造與沖壓 2019年22期
關鍵詞:區域
文/楊亮亮,劉波,徐寧,劉文峰,米齊春·神龍汽車有限公司
頂蓋作為汽車大型覆蓋件之一,其表面積大,質量要求高,采用傳統拉延工藝,凸模全符型接觸板料,對板料、模具清潔度要求很高。如果凸模與板料之間一旦有輕微臟點就會在零件表面壓出凸包缺陷,造成零件返修率高,且需要頻繁停機擦模,嚴重影響生產效率。本文介紹的新工藝是對一款SUV車型非天窗頂蓋拉延凸模(鍍鉻后)表面實施網格加工,相當于減少了凸模與板料的直接接觸面積,從而降低了由于板料、模具清潔度差造成零件凸包的概率,降低了零件返修率,同時減少了停機擦模次數,提升了生產效率,減輕了臟點導致的模具拉毛,保證了模具表面光潔度質量。
加工范圍確定
此頂蓋零件(圖1),A面表面積大且比較平坦,凸模適合于做網格加工,網格加工范圍的劃定是根據零件造型、沖壓方向與加工面法向角度及實際研合區域綜合確定的,一般禁止在中等或重度研合面上加工網格,加工區域需要距離中等或重度研合邊界至少10mm,區域平面圓角至少R15mm,圖2為此拉延模研合示意圖,凸模黃色區域要求中等研合,白色區域可不做研合,上凹模已避空,圖3是此頂蓋最終確定的加工區域圖,距圖2黃色研合邊界往里收10mm,R角取30mm。
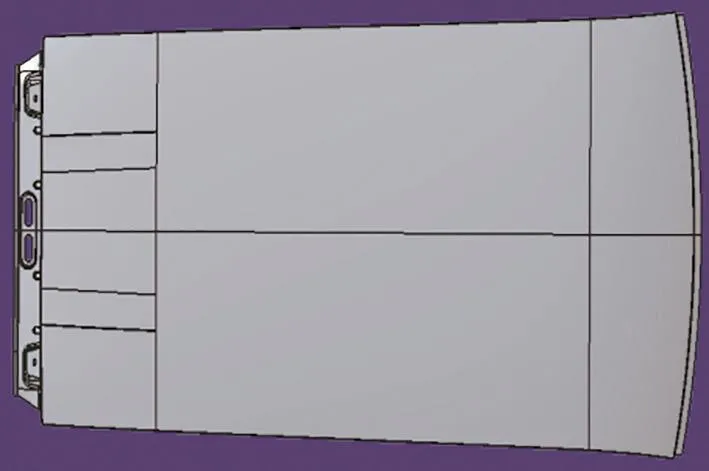
圖1 零件圖
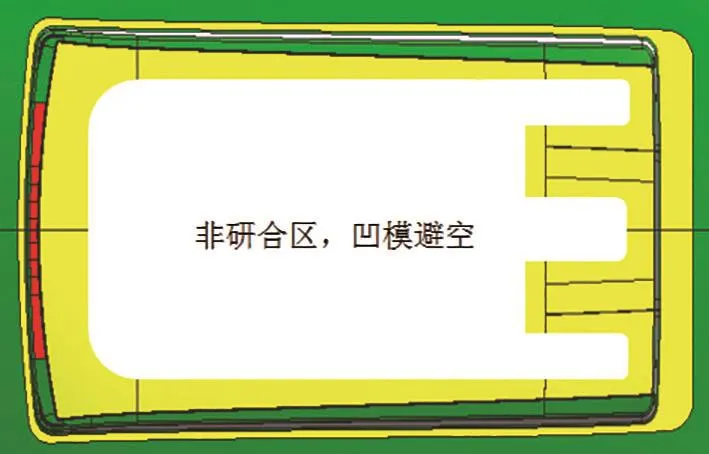
圖2 拉延模研合示意圖
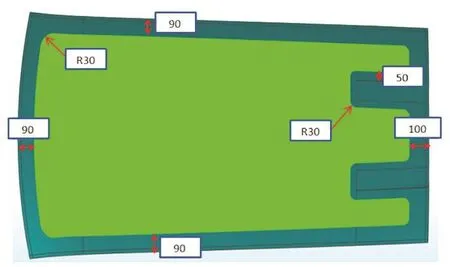
圖3 網格加工區域圖
加工要求及試加工
⑴加工網格要求。網格加工采用φ2mm球刀,最大加工深度不超過0.2mm,最小網格間距2.5mm。
⑵試加工參數。此頂蓋凸模材質為QT600且表面已鍍鉻,我們取同樣材質的試驗塊進行加工試驗,試驗塊大小為185mm×145mm×50mm,將此試驗塊劃分為四個區域按不同參數進行加工,每個區域大小為85mm×45mm,此次加工試驗,設備轉速10000轉/分保持不變。我們共組合了四種加工深度及進給量進行試驗。參數1:加工深度0.1mm,進給量1000mm/min,兩次加工完;參數2:加工深度0.1mm,進給量2000mm/min,兩次加工完;參數3:加工深度0.2mm,進給量1000mm/min,一次加工完;參數4:加工深度0.2mm,進給量2000mm/min,一次加工完。
⑶加工后效果對比(圖4)。區域1網格標準、均勻、質量好、無毛刺,手感光滑不刮手,耗時16.5min;區域2網格標準、均勻、質量好、無毛刺,手感有輕微刮手,耗時13.5min;區域3網格標準、均勻、質量好、無毛刺,手感光滑不刮手,耗時8.5min;區域4網格標準、均勻、質量較好、無毛刺,手感有輕微刮手,耗時6.5min。
綜上對比及考慮到頂蓋特點:⑴加工面積大(約1.9m2),如采用兩次加工太耗時;⑵零件型面有弧度,加工時刀具進給量取小值以保證更安全可靠。最終選擇參數3作為后續正式加工用參數,即0.2mm深度一次加工到位,加工進給量取1000mm/min,此參數加工既能保證網格質量又用時較少。
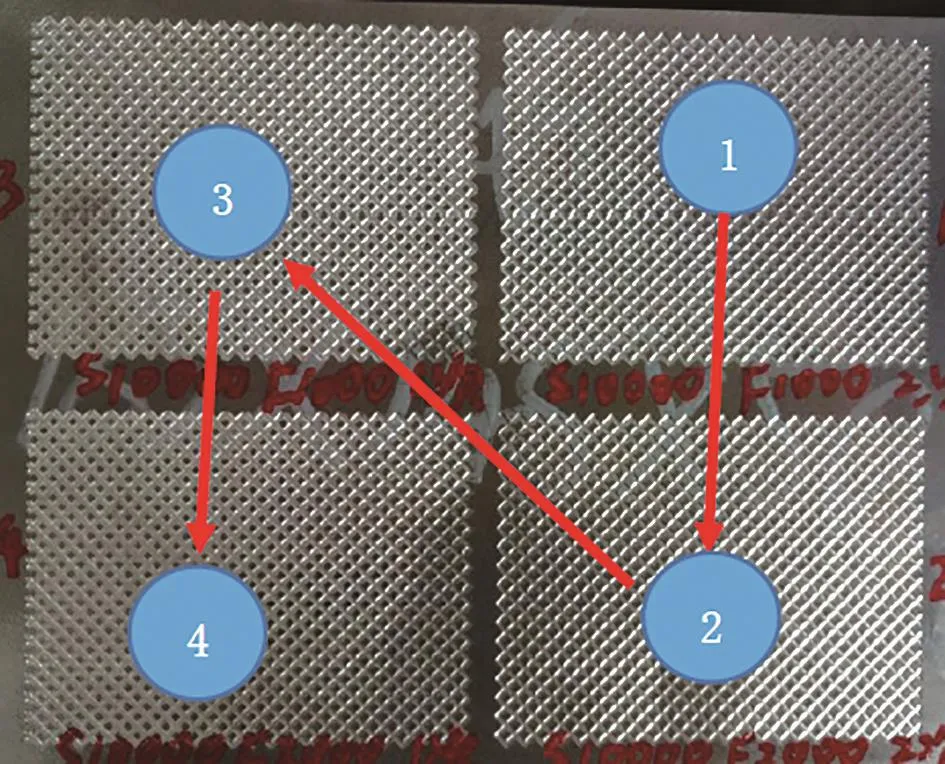
圖4 加工后效果對比
加工前數據采集
加工編程之前,必須掃描待加工區域型面,以現場真實模具型面作為編程依據,而不能將加工數模作為編程依據,因模具經調試之后,模具型面與加工數模可能已經不一致。本次加工前對凸模型面進行了多次掃描確認,包括藍光掃描(圖5)、三坐標測量儀對凸模密集采點測量、數控加工設備對凸模密集采點測量,最后數據對比分析:藍光掃描數據與數模型面有0.2mm差異,三坐標采集數據與加工設備采集數據基本一致,僅有0.05mm差異,最后決定采用三坐標測量與數控設備測量平均值作為編程依據,編制加工程序。
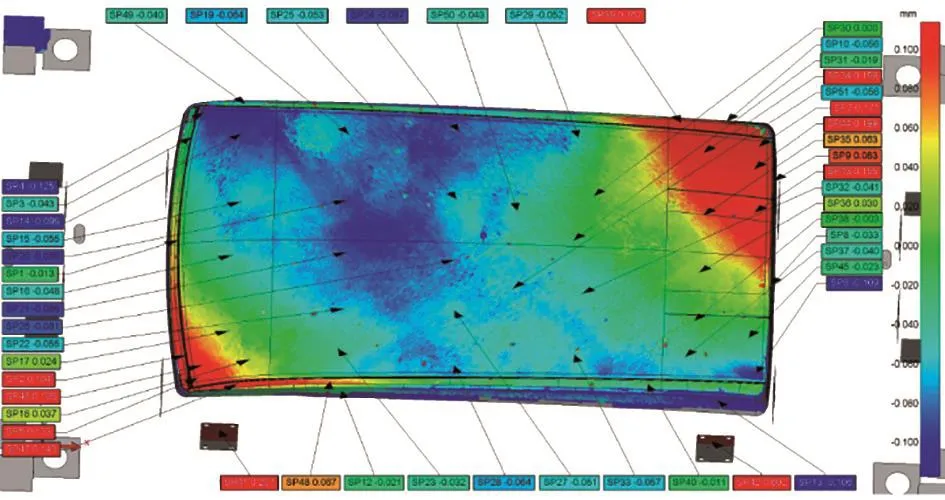
圖5 藍光掃描數據
編程及正式加工
根據所采集模具實際數據在加工區域內進行編程。網格加工走刀方向需與模具沖壓坐標系下X向成45°,以降低網格線垂直于板料流動方向對零件成形造成影響。此次正式加工前,另外增加選取了8條45°的寬間距線分別編制0.03mm和0.1mm的加工深度進行預加工(圖6),以便對編程加工深度一致性進行全面驗證,結果顯示加工深度從始至終保持一致,證明了數據采集及編程的準確性。

圖6 寬間距加工走刀示意圖
正式加工選用參數3:加工深度0.2mm,轉速10000轉/分,進給量1000mm/min,一次加工到位。此次加工使用φ2mm合金刀,加工分兩步,第一步單向45°加工(圖7),第二步交叉45°加工。第一步單向45°加工1小時后,檢查刀具磨損情況,未發現明顯磨損,繼續加工2小時后,顯微鏡觀察刀頭已有明顯磨損,需更換,后續每加工2小時換一把刀,第二步交叉45°加工時考慮到刀頭每次走刀會與前面已加工完網格線產生沖擊,影響刀具壽命,所以每加工1小時換一把刀。

圖7 加工放大圖
頂蓋凸模全部加工完檢查:網格標準均勻,線條平直無扭曲,無肉眼可見毛刺,手摸感覺有輕微刮手,鍍鉻層完好,無起皮脫落現象,總體質量好(圖8、圖9)。
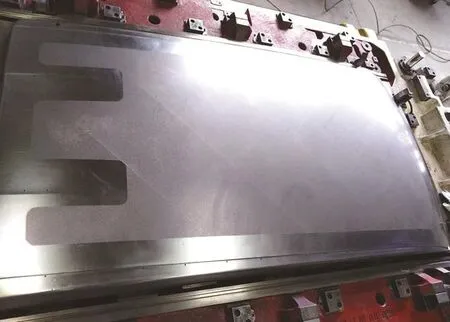
圖8 加工完整體圖

圖9 局部加工完放大圖
試壓件驗證
⑴網格未處理壓件驗證。為了解對加工后網格不做任何處理壓出零件狀態,我們對加工后的凸模網格未進行拋光除毛刺,直接上壓機壓件,結果零件背面全部拉毛(圖10),正面密集凸點(圖11),且零件拉毛嚴重導致進料阻力大,零件直接開裂(圖12)。
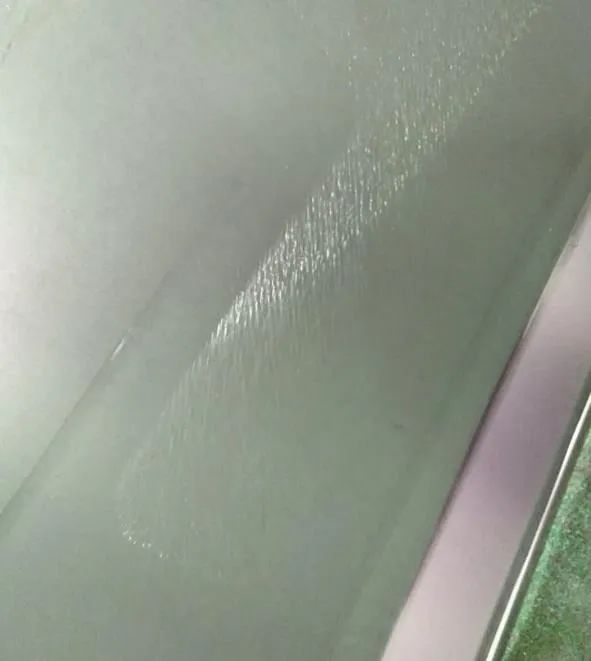
圖10 零件背面拉毛
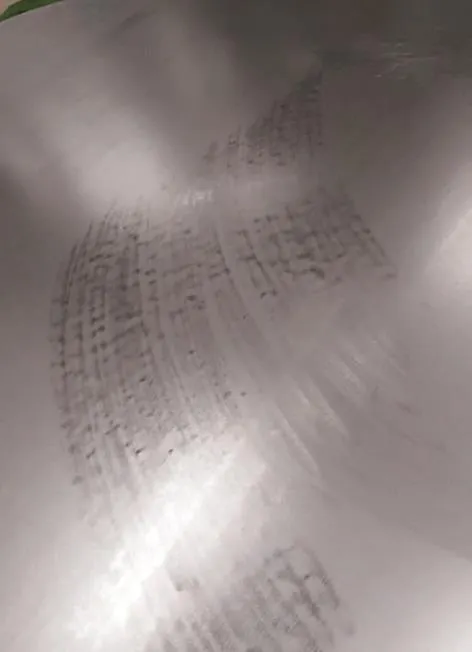
圖11 零件表面凸點
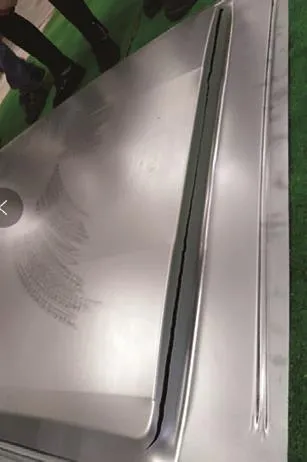
圖12 零件開裂
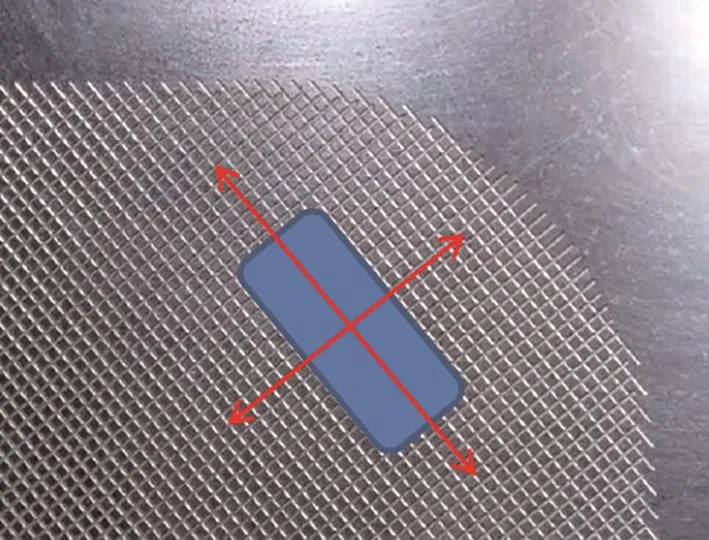
圖13 模具拋光方向示意圖

圖14 模具拋光后零件背面
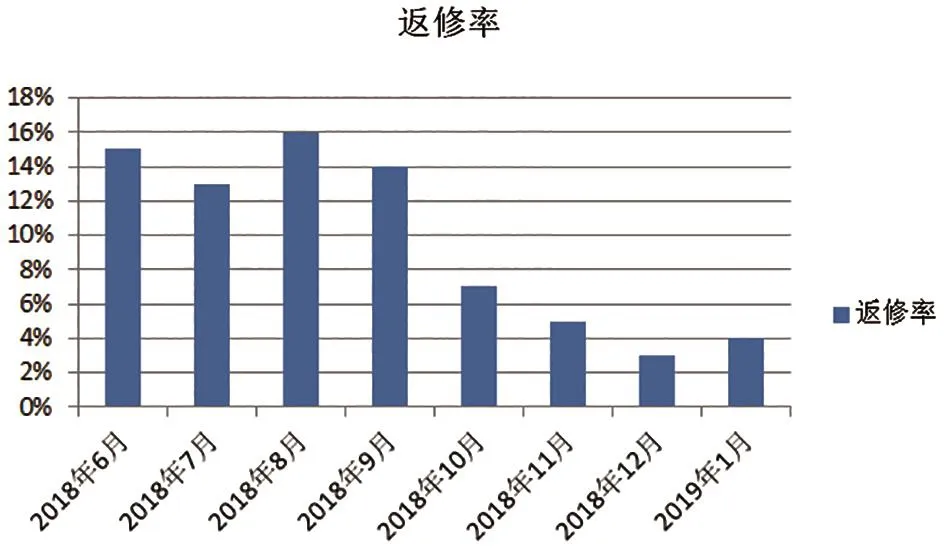
圖15 改善前后返修率對比
⑵網格處理后壓件驗證。對網格區域先用油石,后用砂紙拋光,拋光方向須沿加工的45°方向進行(圖13),油石選用800#,砂紙選用1000#。注意拋光時用力適當、均勻,嚴禁在局部區域拋光過度,因為如果局部拋光過度,可能造成零件局部變形,難以修復,采用多次拋光、多次壓件驗證,每次壓件后僅對拉毛區域再拋光即可,如此經過幾輪反復,最終壓出無拉毛合格零件(圖14)。
批量生產驗證及收益
此模具自2018年10月完成網格加工后已進行過多批生產,網格區溝槽經拋光后對零件基本不會造成新拉毛,由于網格區凸模與板料直接接觸面積減少,模具、板料臟點造成的零件凸包減少,零件返修率明顯下降,平均返修率由15%降到6%(圖15),擦模造成的設備停機次數也對應減少,由平均擦模6次降到平均擦模2次,改善效果明顯。
此模具有網格溝槽,如果用白色無紡布直接擦模,會刮掉擦模布纖維,粘連在模具表面造成零件凸包,所以我們先用塑料刷清潔溝槽,然后用氣槍吹,并常備平板合金銼或1000#及以上砂紙,以便模具偶爾拉毛時拋光模具。模具平時存放時需保證表面有一層油膜,以防止模具網格區生銹。
結束語
通過此次對鍍鉻后頂蓋拉延模實施網格加工,驗證了此工藝的可行性、有效性,為后續其他覆蓋件外板類零件(頂蓋、門外板、發動機罩外板)實施積累了經驗,并在實施過程中收集了從理論分析到實踐運用一系列數據,包括準備、加工各階段數據(模具型面數據采集、對比分析用時;編程、加工用時;模具調試用時;加工刀具更換頻次、數量等)及網格加工前后生產數據對比,為后續運用此工藝評估風險、預估周期積累了數據。此次加工還是在模具鍍鉻后進行,模具表面硬度增加,加工難度更大,為已量產鍍鉻模具運用此工藝奠定了基礎。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
