列管式熱交換器換熱管-管板焊縫無損檢測方法
2019-10-11 07:07:30,,,,,,
石油化工設備 2019年5期
, , , , , ,
(1.甘肅藍科石化高新裝備股份有限公司, 甘肅 蘭州 730070; 2.上海石油化工換熱設備工程技術研究中心, 上海 201518; 3.北方華錦化學工業股份有限公司 檢驗中心, 遼寧 盤錦 124000)
列管式熱交換器是目前石油化工生產上應用最廣的一種熱交換器,它主要由殼體、管板、換熱管、封頭及折流板等組成。按結構特征分為固定管板式、浮頭式、U型管式等形式。無論何種形式,在使用中均存在泄漏風險。熱交換器滲漏是熱交換器使用中最為常見的設備故障之一,而管板與換熱管連接處的換熱管與管板焊縫尤其容易發生泄漏,導致熱交換器失效。
滲漏主要是腐蝕和制造缺陷造成的,而某些類型的腐蝕也是由于制造過程的缺陷間接引起的,因此在產品制造時保證換熱管與管板焊縫質量達標至關重要。無損檢測是保證焊縫質量的重要手段,在不損壞試件的前提下,以物理或化學的方法為手段,借助先進的技術和設備,對試件內部及表面的結構、性質和狀態進行檢查和測試。
射線檢測、超聲波檢測、磁粉檢測和滲透檢測是開發較早、應用最廣的4大常規無損檢測方法。射線檢測和超聲波檢測主要用于試件的內部缺陷檢測,磁粉檢測和滲透檢測主要用于探測試件表面缺陷。管頭管板焊縫形式較多而且結構復雜,其焊縫缺陷的檢測需要運用多種常規和非常規無損檢測方法。文中基于熱交換器生產制造實踐,針對幾種常見換熱管與管板焊縫形式,分析不同焊縫缺陷適用的無損檢測方法[1-4]。
1 常見換熱管與管板連接焊縫形式及易產生缺陷
1.1 換熱管與管板連接焊縫形式[5]
換熱管與管板連接的形式有強度脹接、強度焊接、密封焊、脹焊并用及內孔焊等,其中密封焊和強度焊在生產制造中應用較多。密封焊形式見圖1,強度焊形式見圖2~圖5。
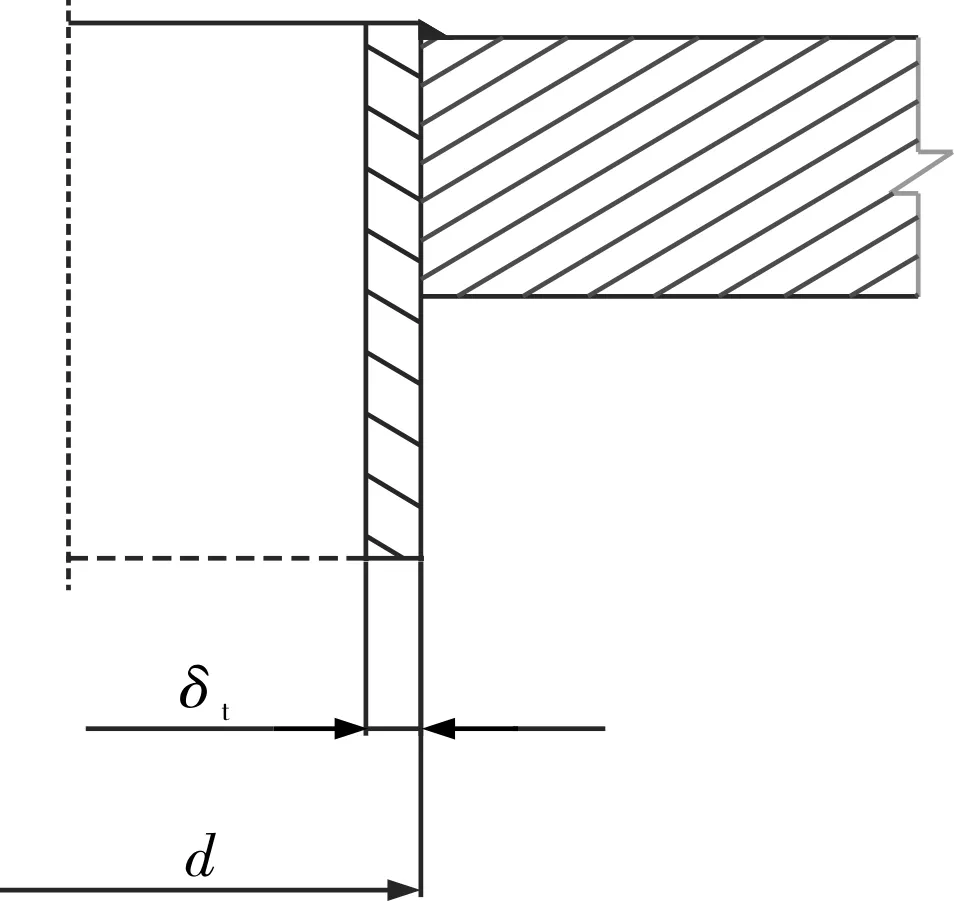
圖1 換熱管與管板密封焊形式
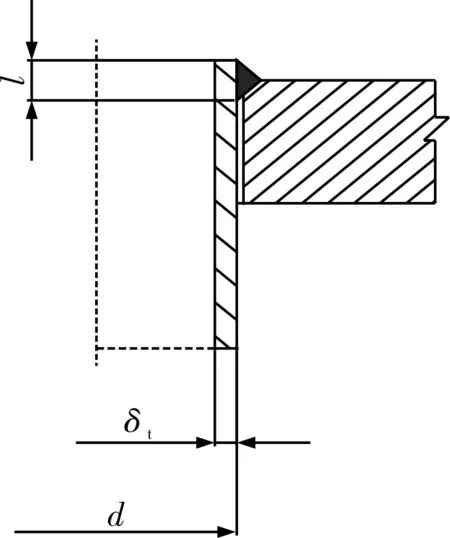
圖2 換熱管與管板強度焊形式1
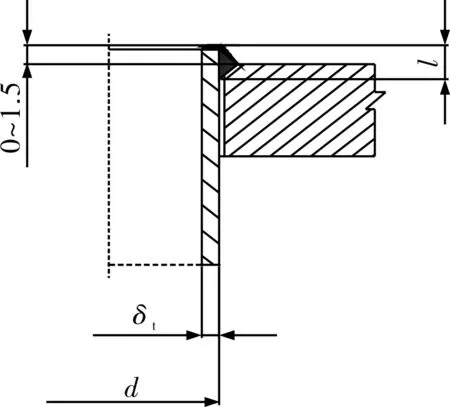
圖3 換熱管與管板強度焊形式2
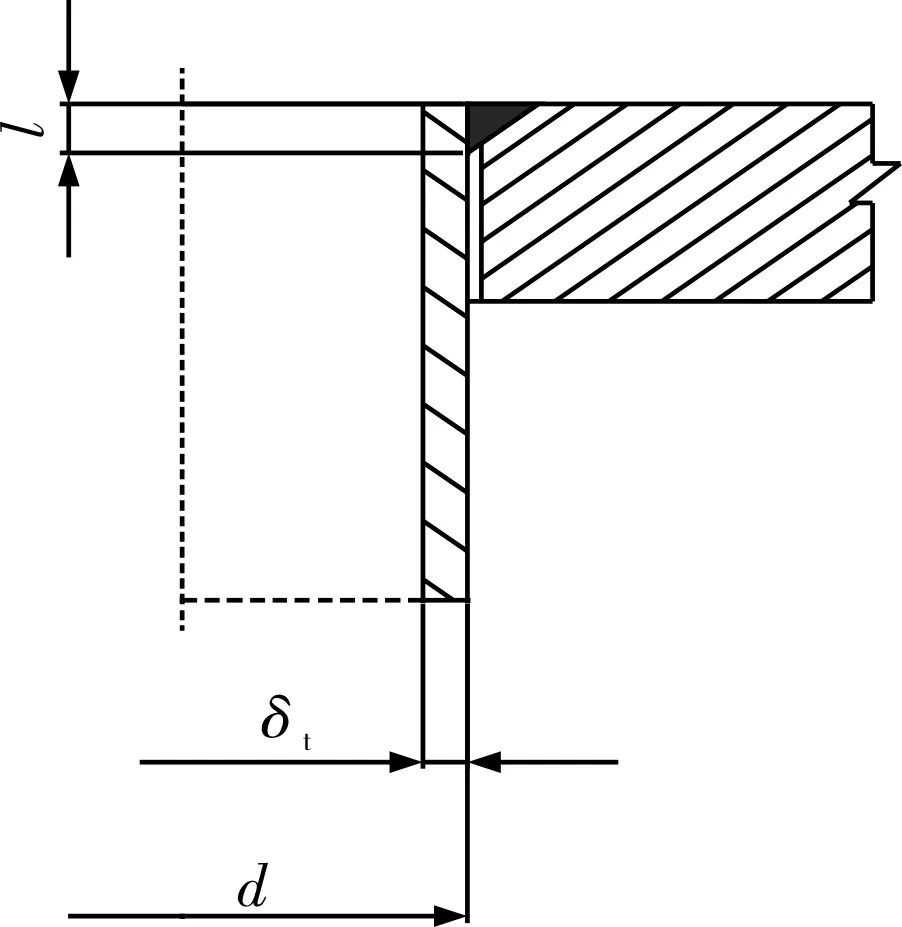
圖4 換熱管與管板強度焊形式3
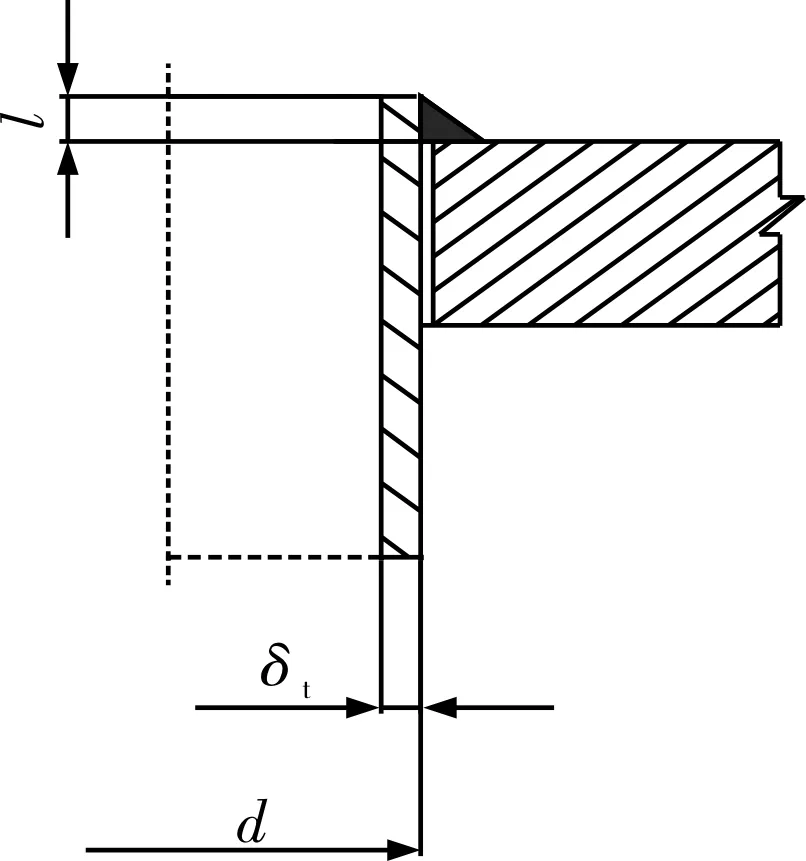
圖5 換熱管與管板強度焊形式4
圖1~圖5中,d為換熱管外徑,δt為換熱管壁厚,l為強度焊焊腳高度,mm。
1.2 換熱管與管板連接焊縫常見缺陷[6-7]
1.2.1熱裂紋
由于管板一般較厚,而換熱管與管板焊縫熔池冷卻速度較快,故焊縫結晶時易造成晶內和晶間偏析。偏析物多為低熔點的共晶物及雜質,其熔點低,再結晶過程中以液態存在的物質受到拉應力作用可能開裂產生熱裂紋。裂紋缺陷多在此焊縫中,常垂直于焊縫存在。
1.2.2氣孔
焊接熔池在高溫時吸收了過多的氣體,冷卻時來不急逸出而留在焊縫金屬內形成氣孔。再有,焊縫坡口、管頭等位置清理不當存在油污、水分等也可引起氣孔。焊接操作氣體保護不到位、保護氣體不純及操作不當等都可產生氣孔缺陷。換熱管與管板焊縫中有單個氣孔、條形氣孔、蟲形氣孔、鏈狀氣孔及密集氣孔等形態。所有氣孔中,貫穿性或近貫穿性氣孔危害最大。
1.2.3夾鎢夾渣
氬弧焊焊接操作時,保護鎢極燒損熔進焊縫熔池,形成夾鎢缺陷。坡口有污物時也可能產生夾渣缺陷。夾渣和夾鎢多單個存在,也有多個或密集存在。
1.2.4未焊透
坡口加工不合理、焊接電流過小、電壓過高或焊接參數不當等可造成焊縫根部未焊透,此缺陷可能是縫隙腐蝕裂紋的源頭。未焊透發生在焊縫根部,有可能在局部,也有半圈或整圈存在的。
1.2.5未熔合
焊接操作不當,如焊接電流過小、焊接速度過快等可能造成根部、層間和坡口的未熔合,此缺陷是面積型缺陷,較少焊縫承載,造成應力集中。
2 換熱管與管板焊縫無損檢測常用方法及其選用
2.1 滲透檢測法
滲透檢測是在制造中和在役應用最多的一種換熱管和管板焊縫檢測方法,能檢測任何金屬材料的表面開口缺陷,包括換熱管和管板焊縫外表面存在的缺陷。對于換熱管和焊縫數量多的熱交換器,焊縫之間距離較近,采用溶劑去除法即可方便檢測所有焊縫。滲透檢測用時短、結果直觀,可針對任何金屬材料進行。對普通碳鋼、不銹鋼及鈦、鎳基等其他材料均可采用滲透檢測,對開口氣孔、表面裂紋的檢測效果尤其明顯。
滲透檢測也有局限性,不能用于表面下的任何缺陷以及內部或根部缺陷的檢測。應用到強度焊的幾種焊縫時,很多內部缺陷都不能有效檢出,而這些缺陷對產品的使用性能有時是關鍵性的。此外,換熱管和管板焊縫表面有油污等雜質時也會影響檢測效果,有過滲透檢測后產品壓力試驗時發生泄漏的情況。檢測結束后的清理也需要注意,需要把滲透劑、顯像劑(圖6)等清理干凈才可進行后續壓力試驗。對于要求較高的焊縫可采用熒光法檢測。
2.2 磁粉檢測法
磁粉檢測可檢測被檢對象的表面及表面下缺陷,不管缺陷是否開口,均可檢測出。對于深度不是很深的焊縫缺陷,磁粉檢測應該是表面檢測的不錯選擇。磁粉檢測方法能有效檢測出換熱管和管板焊縫表面下各種隱藏缺陷,不管缺陷是否開口,均可檢測出。需要注意的是,磁粉檢測對檢測對象的材質有限制,只能針對鐵磁性材料制成的換熱管和管板焊縫,如10鋼、鉻鉬鋼等,對奧氏體不銹鋼則不適用。
磁粉檢測方法有多種,進一步的選擇應基于材料性質、換熱管數量及管間距等設備參數進行。當換熱管間距較大時,可選擇單磁軛法;當間距較小時,可選觸頭法。不管哪種方法,由于換熱管的開孔破壞了管板的連續狀態,磁力線均變形嚴重,因此必須用試片驗證。要保證磁極和被檢工件之間的有效可靠接觸,采用觸頭法還要注意工件過熱對材料性能的影響及打火燒傷問題。

圖6 換熱管與管板焊縫表面滲透檢測圖片
2.3 棒陽極射線檢測法[8-14]
棒陽極射線檢測技術原理見圖7。
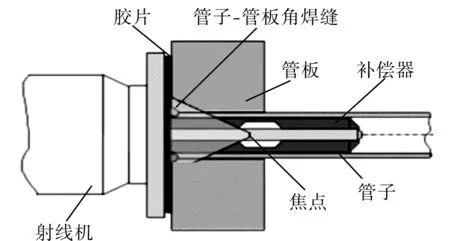
圖7 棒陽極射線檢測原理圖
該技術是一種管子-管板角焊縫射線檢測技術。按照射線的種類和射線發生裝置,管板角焊縫射線檢測技術分為X射線和γ射線2種。
X射線技術采用的射線源為棒陽極X射線機,γ射線技術一般用小焦點Ir192放射源。X射線具有檢測靈敏度高、曝光時間短、對人員傷害小和防護方便等優點,在實際生產制造中得到了廣泛應用,而γ射線只是X射線技術受限時的補充方法。因此,棒陽極射線檢測技術實為管子-管板角焊縫X射線檢測技術,其現場檢測實物圖見圖8。
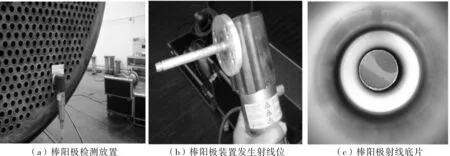
圖8 換熱管-管板焊縫棒陽極射線檢測現場實物
棒陽極射線檢測技術采用特殊的微焦點X射線發生裝置,對換熱管進行適當的厚度補償,采用向后透照的技術,能夠拍攝出清晰的角焊縫影像,靈敏度高、檢測速度快且現場適應性好。從檢測功能劃分,棒陽極射線檢測是一種內部缺陷檢測方法。棒陽極射線檢測技術的使用,有效降低了熱交換器的腐蝕隱患和泄漏幾率。
據德國巴斯夫公司統計,棒陽極射線技術的應用使該企業的熱交換器意外泄漏率從17%~18%下降到2%~3%。NB/T 47013.2—2015《承壓設備無損檢測 射線檢測 》附錄A 中規定,管子-管板角焊縫射線照相技術的檢測范圍為,被檢測的管子內徑應在12.5~80 mm,厚度在1.5~5 mm,用于制作焊接接頭的金屬材料包括鋼、鈦及鈦合金、鎳及鎳合金、鋯及鋯合金。但此規定只針對密封焊結構,對強度焊結構無具體要求,當強度焊坡口較深或換熱管伸出管板較長時,缺陷影像的放大作用明顯,具體實施時可根據實際情況確定。
采用棒陽極射線檢測換熱管-管板焊縫有3個關鍵點,①選擇合適的檢測設備。不同設備的焦距不同、其能量電壓不同,探測焊縫的尺寸就有差異,包括換熱管直徑、壁厚、焊縫形式等,應根據被檢對象的特點選用最優的檢測設備。②選擇合適的棒陽極適配器。要想拍攝出效果理想的射線底片,必須制作精良的棒陽極適配器,即適合配置的射線附屬儀器,其按照焊縫(強度焊、密封焊、焊腳)、換熱管(直徑、壁厚)、管板(壁厚)的不同需要均勻化補償射線的能量差,保證投影到射線底片上的影像基本均勻,焊縫清晰,靈敏度高。③準備適宜的靈敏度試片。靈敏度試片的形式和缺陷對比尺寸,需要依據相關無損檢測標準并結合用戶的具體要求進行個性化制作。其他相關注意事項包括防止背散射、膠片準備等。
2.4 超聲波檢測法[15]
2.4.1技術特點
超聲波檢測方法是檢測換熱管-管板焊縫內部缺陷的另一種方法。相比射線檢測方法,該方法特點突出,優勢明顯。在技術上,它適用的檢測范圍更廣,對缺陷的定位更準確,檢測結果的靈敏度更高,檢測速度更快。在經濟性上,它的檢測成本更低。在操作上,使用的設備輕便,對人和環境無害。
2.4.2技術應用注意事項
(1)探頭的選型 進行管頭超聲波檢測時,探頭放置在換熱管內部,其接觸面應能對換熱管的曲面有良好的適應性,不能選用常規探頭。由于是穿透管子檢測焊縫,探頭種類選雙晶探頭為佳。針對橫向和縱向缺陷,分別選擇縱波探頭和橫波探頭用于檢測。橫波檢測時,要調整晶片角度使聲束交叉于檢測區,還要使聲束傾斜入射,在被檢測工件中產生橫波。由于管壁薄,管子外壁底面反射波和缺陷波容易混淆。
(2)檢測設備的定制 根據換熱管規格、厚度及應用等具體信息確定適宜的檢測靈敏度,同時還要保證檢測設備使用的穩定性,檢測結果要有良好的水平和垂直線性,分辨率也要高。超聲波檢測儀器與探頭的組合性能要在專制試塊中進行調節,參數準確無誤才能進行檢測。
(3)檢測過程控制 對于管頭焊縫檢測,由于換熱管的內部空間非常有限,容易產生探頭放置后接觸嚴重不良、耦合不好、聲能損失大、雜波多及探傷靈敏度低等情況。檢測焊縫時,需要穿透換熱管壁厚進行檢測,檢測操作容易造成焊接結構的徑向及橫向損傷。
(4)檢測中的協同配合 檢測過程中,綜合考慮各因素的影響,協同配合各參數。檢測時要邊掃查邊觀察波形,掃查速度不能快,要找出缺陷確定最高回波準確位置。綜合考慮管頭形式、管壁等結構形成的回波對檢測結果的影響。
(5)人員培訓 實施檢測前,需要對人員進行管頭超聲波檢測各項參數的培訓,使其充分了解設備儀器與探頭的組合性能,了解小管頭檢測探頭與常規探頭檢測的不同。在檢測過程中,務必嚴格按照各項要求進行,隨時了解各參數的變化。檢測后,還要認真分析,做好記錄。
2.4.3檢測實踐
采用超聲技術檢測換熱管與管板焊縫時,需選定管頭焊縫超聲波檢測用的設備,根據不同焊縫形式選定適合管頭焊縫超聲波檢測的檢測工藝,包括不同尺寸、不同頻率、不同聚焦深度的探頭,特殊的靈敏度試塊,增益大小,掃查方向和速度等。采用雙晶曲面縱波、雙晶曲面橫波小尺寸超聲波專利探頭可分別檢測出管子-管板角焊縫內部的周向和徑向缺陷[16-17]。換熱管-管板焊縫超聲波檢測工作現場見圖9。
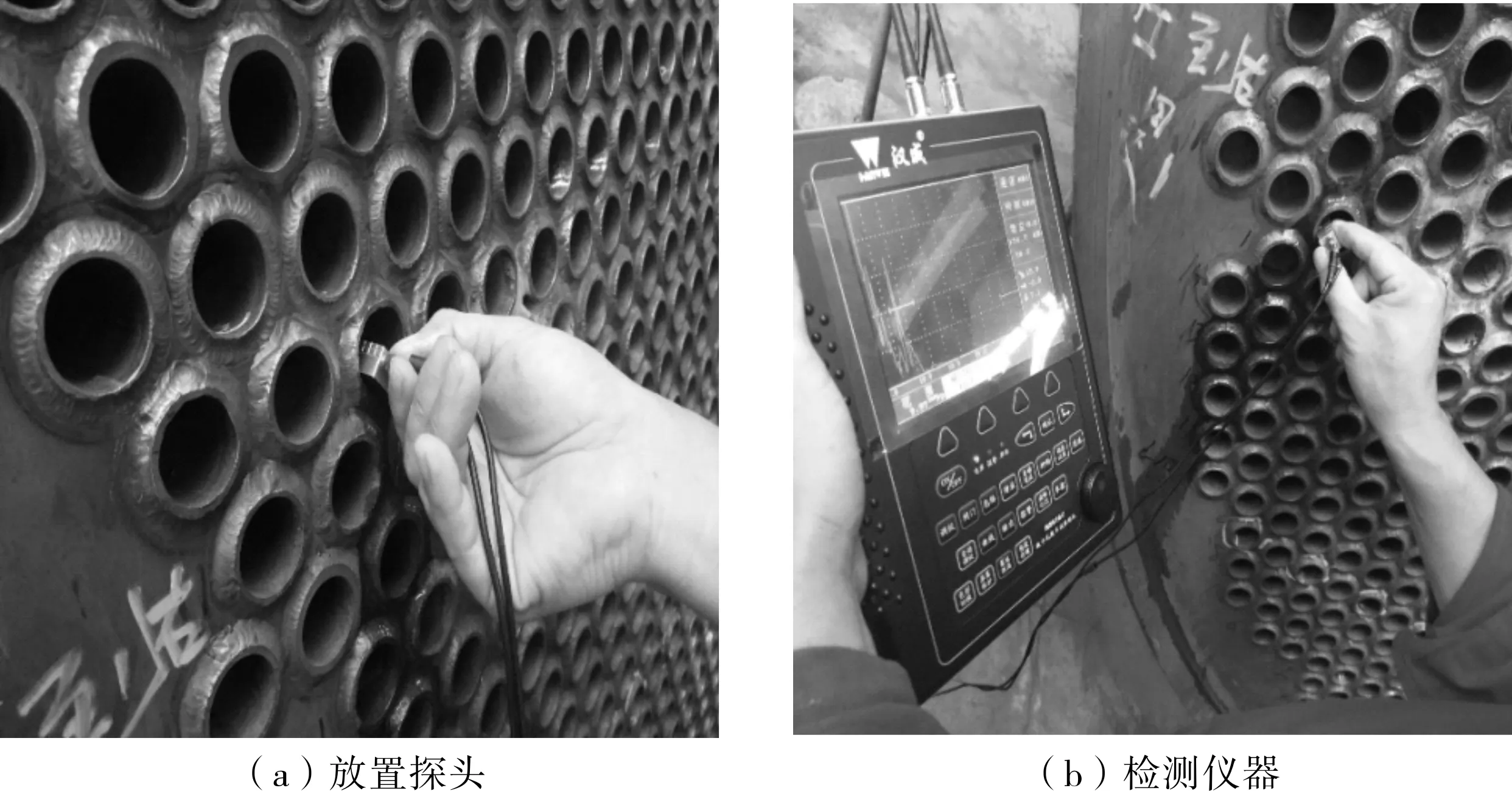
圖9 換熱管-管板焊縫超聲波檢測工作現場
使用超聲波方法檢測焊縫內部缺陷的實踐表明,對于直徑25 mm以下的換熱管-管板焊縫,由于換熱管內徑小、管壁薄且檢測的難度較大,故該方法針對密封焊的檢測效果不佳。對直徑大于25 mm的換熱管焊縫,超聲波方法可達到1 mm×2 mm的孔檢測靈敏度,但檢測時需要制作特殊探頭和專用曲面校準試塊。
2.5 相控陣檢測法
相控陣檢測技術采用相對超聲波探頭晶片更小尺寸的相控陣探頭,將其放置在換熱管內部,對換熱管和管板焊縫進行掃查。設置好掃查角度及焦距,針對焊縫中的不連續可通過反映焊縫結構形式有效檢出焊縫缺陷,同時可用編碼器周向定位。但是同樣受限于換熱管尺寸及多晶片探頭尺寸,檢測有一定的局限,如換熱管尺寸較小、探頭需要制造成更小尺寸及存在放置空間有限等。
2.6 檢測方法選擇要點
在熱交換器介質不太苛刻,不嚴禁發生泄漏或有強度脹部分保障,或有基本的密封焊結構時可只進行滲透或磁粉檢測。對于鐵磁性材料,優先選用磁粉檢測。但是若結構或設備受限,也可采用滲透檢測,要求較高時可每焊接一層進行一次滲透檢測,同時注意滲透劑要清理干凈,否則會對后續的焊接及其他工作造成質量影響。
當介質很苛刻,嚴禁發生泄漏或用戶明確要求的情況下,要進行內部缺陷檢測。根據產品、現場及設備結構等情況合理選用棒陽極射線檢測、超聲波檢測、相控陣檢測或幾種方法共同使用。棒陽極射線檢測結果直觀,靈敏度較高,但是設備投入較大,檢測費用也高,底片評定需要一定經驗,同時有輻射危害,不同管頭伸出長度對檢測結果影響較大。超聲波檢測需要制作專用的雙晶曲面小尺寸探頭,同時需要專用的校準試塊,對檢測人員要求較高,但檢測速度快,檢測靈敏度也較高,檢測費用低,不受場地和空間限制。相控陣技術還沒有相應的檢測標準,但檢測結果也較直觀,對設備、探頭及人員的要求較高。
不論是內部的棒陽極射線檢測、超聲波檢測和相控陣檢測,還是表面的滲透和磁粉檢測,都有其一定的局限性,萬不可相信檢測后焊縫質量就一定可靠。
3 換熱管與管板焊縫其他檢測方法[18-19]
3.1 氣泡檢測法
氣泡檢測就是氣密試驗,可以在熱交換器換熱管-管板焊縫表面噴刷起泡液或直接把設備浸泡進液體內,起泡液不可用家用洗滌劑,要保證形成氣泡時不會迅速破裂。設備的檢測一般采用干燥的空氣,壓力至少保持15 min,若焊縫表面有連續氣泡出現,可判斷有穿孔缺陷存在。
3.2 氦檢漏檢測法
氦檢漏法利用氦檢漏儀對氦原子的高度敏感特性檢測焊縫致密性。氦檢漏檢測現場見圖10。

圖10 氦檢漏檢測現場
按照充氦部位, 氦檢漏技術劃分為嗅吸探頭技術、示蹤探頭技術和護罩技術3種。常規換熱管-管板焊縫的缺陷檢測一般使用嗅吸探頭技術。檢測時,先對氦檢漏儀預熱和校準,對設備殼程充入體積分數不低于10%的氦氣,保壓時間不小于30 min,從下往上按順序逐個焊縫檢測。當有微小泄漏時,檢測儀器就會及時報警,一般檢測泄漏率可以達到10-5Pa·m3/s。
4 結語
當熱交換器介質不太苛刻,不嚴禁發生泄漏或有強度脹部分保障的情況下,可只進行滲透或磁粉表面檢測。當介質很苛刻,嚴禁發生泄漏或用戶明確要求的情況下,要進行內部缺陷檢測,根據產品、現場、設備情況等合理選用棒陽極射線檢測、超聲波檢測和相控陣檢測。根據協議或用戶要求可進行泄漏或氦檢漏檢測,保證致密性。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
工業設計(2016年12期)2016-04-16 02:52:00
