N-3M立式炮塔銑床盤銑刀的改進
2019-08-17 02:01:58李勇華
中國新技術(shù)新產(chǎn)品 2019年12期
關(guān)鍵詞:改進
李勇華
摘? 要:該文介紹N-3M立式炮塔銑床在加工平面時,使用盤銑刀加工平面零件時機床、刀具產(chǎn)生較大振動,工件表面粗糙度差,吃刀量較淺的問題,經(jīng)過改進后得出的直柄小型盤銑刀適合N-3M立式炮塔銑機床的使用,可以解決加工平面零件時出現(xiàn)的刀具與主軸的振動和背吃刀量的問題,提高了零件表面粗糙度,滿足加工平面零件的需求,提高生產(chǎn)效率和加工質(zhì)量。
關(guān)鍵詞:炮塔銑床;盤銑刀;改進
中圖分類號:TG54? ? ? ? ? ? ? ? 文獻標志碼:A
立式炮塔銑床是炮塔銑床的一種,立式炮塔銑床也可叫做萬能銑床、搖臂銑床,是屬于銑床大類。立式炮塔銑床與其他銑床主要區(qū)分于主軸與工作臺的夾角,立式炮塔銑床主軸與工作臺的夾角形成90°夾角,所此稱為立式炮塔銑床。立式炮塔銑床廣泛應(yīng)用于加工平面、角度、斜面、鍵槽、溝槽、鉸孔、鏜孔,其銑頭可以左右轉(zhuǎn)動90°,前后轉(zhuǎn)45°,滑枕可以平轉(zhuǎn)360°,配置機動進給裝置和數(shù)顯系統(tǒng)。
平面加工方法主要有車削加工、銑削加工、刨削加工、拉削加工、磨削加工等。而零件平面銑削加工占很大的比例,一般平面銑削就2種,一種是盤銑刀,俗稱飛刀,適合銑削寬平面,效率高,加工面光潔度也好。第2種是立銑刀,適合銑削小平面,象槽里的小平面,加工大平面效率低,表面也不如銑刀盤好。而炮塔銑床加工平面時所使用的盤銑刀(圖1)會出現(xiàn)刀具振動比較大,背吃刀量不大,對加工平面來說很不利,經(jīng)在加工中多次嘗試把刀具進行優(yōu)化改進可以減少刀具和機床的振動,增大背吃刀量,給零件加工提高了加工效率,提高零件質(zhì)量。
1 N-3M炮塔銑床盤銑刀的現(xiàn)狀,特點
盤銑刀在平面加工中適用范圍非常廣,根據(jù)不同材質(zhì)使用不同的刀片,可以加工不同材質(zhì),象剛件、鑄件、鋁件、不銹鋼和銅件等。盤銑刀有2種,一是安裝硬質(zhì)合金刀片,采用鍥塊壓緊在刀盤上,更換,拆裝刀片非常方便,多刀粒,刀粒的數(shù)量隨著刀盤的大小變化而變化,最少的只安裝一粒也片也可以正常進行銑削零件。另一種是整體式的盤銑刀,整體式是將刀粒焊接在刀體上,為一個整體。刀粒焊接在刀盤上,不可以拆卸,整體式盤銑刀缺點就是刀片更換復(fù)雜,象刀片發(fā)生崩裂后,無法正常使用,需要重新焊接,操作起來很復(fù)雜,浪費時間,所以應(yīng)用得不廣泛。
盤銑刀的特點是容屑空間比較大,排屑很好;有大的前角、切削負荷力小;裝夾的刀粒數(shù)量較多;可以用于粗、精加工中;市面上有著各種各樣的盤銑刀。以安裝刀柄形式,有直柄可轉(zhuǎn)位盤銑刀;有莫氏錐柄;有R8柄等,而N-3M炮塔銑床主軸特殊,只能安裝R8柄或R8刀套配合直柄的刀具。
2 N-3M炮塔銑床盤銑刀加工分析
N-3M炮塔銑床主軸比較特殊,主軸錐度是R8,與其他立式銑床有一定的區(qū)別,此時N-3M炮塔銑床只能安裝R8柄的盤型銑刀或者通過R8刀套結(jié)合直柄盤銑刀一起安裝在主軸上。利用炮塔銑床加工平面時,使用盤銑刀銑削加工精度一般可達IT9—IT8,表面粗糙度為6.3 μm~1.6 μm,盤銑刀可以安裝多個刀粒,有著較好的散熱性,有利于刀粒的磨損,而刀粒的磨損主要有以下幾種情況。
一是擴散磨損,擴散磨損是一種加劇磨損,它常常和黏接磨損同時產(chǎn)生,其磨損速度主要與切削溫度、刀具材料的化學(xué)成分有關(guān)。切削溫度越高,擴散越快。
二是黏接磨損,通常情況下,破裂面發(fā)生在軟的工件,因為銑刀盤表面結(jié)構(gòu)缺陷等原因,破裂也可能發(fā)生在銑刀盤體內(nèi),讓銑刀盤材料的顆粒被工件表面帶走,從而造成了銑刀盤的磨損。在加工溫度低與高的情況下都有可能發(fā)生黏接磨損,黏接磨損主要取決于刀具材料和工件材料分子的親和度,在加工中很難完全避免黏接磨損,一般通過改善刀具表面的粗糙度,選擇與加工件親和力低的刀具材料,控制切削條件等措施。
三是磨粒磨損,磨粒磨損是一種機械擦傷所造成的磨損,用各種銑刀盤材料在不同的切削速度下,都可能發(fā)生磨粒磨損。
如圖1所示的盤銑刀,刀具直徑為46 mm,采用3顆三角形刀粒硬質(zhì)合金加工碳素結(jié)構(gòu)鐵鋼,安裝TY15硬質(zhì)合金,采用蘑菇螺釘緊固刀粒,此盤銑刀銑削的平面較寬,可以高效高速切削工件。每一顆刀粒都參與切削加工,刀粒切削工件是斷續(xù)的,刀粒在切入切出過程中產(chǎn)生沖擊,參與切削的刀粒所切削的工件厚度在不斷地變化中,引起切削面積和切削力的變化,因此在加工平面銑削時產(chǎn)生不平穩(wěn),容易產(chǎn)生刀具振動,其次,刀盤、拉桿在刀具旋轉(zhuǎn)時,刀盤、拉桿有晃動,在平面上直接留下明顯的刀痕,直接影響了工件的表面粗糙度。
在銑削平面加工時產(chǎn)生的質(zhì)量問題主要與以下幾個方面有關(guān)聯(lián),銑削的方式、刀具、切削參數(shù)的選用、冷卻的方式有著密切的關(guān)系。
(1)銑削方式中有順銑和逆銑之分
順銑時刀刃切削厚度由大到零,刀粒磨損比較小,刀具的使用壽命高,已加工表面質(zhì)量好,加工時產(chǎn)生垂直向下的銑削分力,有助于工件的定位夾緊,不存在滑行現(xiàn)象,但是在加工零件時由于力的分解切削時振動較大,表面光潔度好,適合精加工。逆銑時銑刀不能馬上切入零件,在已加工表面上滑行一段距離后,才切削零件,刀具的使用壽命低,已加工表面質(zhì)量差,產(chǎn)生垂直向下的分力,有挑起工件破壞定位的趨勢,當(dāng)工作臺進給絲桿螺母機構(gòu)有間隙時,工作臺也不會竄動;因此刀粒磨損速度比較快,加工零件中消除工作臺絲杠與螺母的間隙,振動較小,加工比較平穩(wěn),加工出現(xiàn)的表面粗糙度較差,適用于粗加工中。
(2)刀具,盤銑刀主要是通過安裝硬質(zhì)合金刀粒進行切削加工
實際生產(chǎn)中加工不同零件材質(zhì)選擇不同的硬質(zhì)合金刀粒。硬質(zhì)合金刀具根據(jù)其切削不同的材料分為3種牌號YT類、YW 類、YG類三大類,其中YT類合金主要適用于加工鋼件、鑄鋼件、鋁件,不抗沖擊。YW類硬質(zhì)合金類主要適用于加工耐熱鋼,高錳鋼、不銹鋼等難加工材料。YG類硬質(zhì)合金主要用于鑄鐵件,鑄鋼件的粗車、耐沖擊、耐高溫。盤銑刀具根據(jù)加工不同零件材質(zhì)合理選用不同的牌號的合金,達到理想的加工效果,發(fā)揮刀具的良好加工狀態(tài)。
(3)切削參數(shù)的選擇
首先要確定主軸的轉(zhuǎn)速,而主軸的轉(zhuǎn)速一般根據(jù)工件或刀具的直徑來確定;其次確定背吃刀量,而背吃刀量則根據(jù)機床、工件、刀具的剛度來決定,在剛度條件允許的狀況下,盡量加大背吃刀量,從而提高生產(chǎn)的效率;最后是切削速度,切削速度主要取決于刀具的耐用度,提高切削速度,刀具的耐用程度會急劇下降。
(4)冷卻方式的選擇
采用冷卻方式用大直徑面銑刀銑削時,冷卻液難以噴射到整個銑刀,特別是斷續(xù)加工。刀片在頻繁地切入、切出,實際上冷卻液每分每秒噴射到刀尖,而是刀尖切入時被加熱,切出時被冷卻,這種很快地加熱、冷卻,極易引起熱裂紋。而不采用任何切削液冷卻,它的優(yōu)點是直接觀察切屑實際的形狀和顏色,由于工件的化學(xué)成分不同,鐵屑的顏色也不一樣,操作都可以通過觀察鐵屑的形狀和顏色改變調(diào)整切削參數(shù)。不用切削液加工的目標是調(diào)整切削速度與進給量,以便觀察飛濺的切屑,適當(dāng)?shù)卣{(diào)整主軸速度和進給量。
3 N-3M炮塔銑床盤銑刀改進
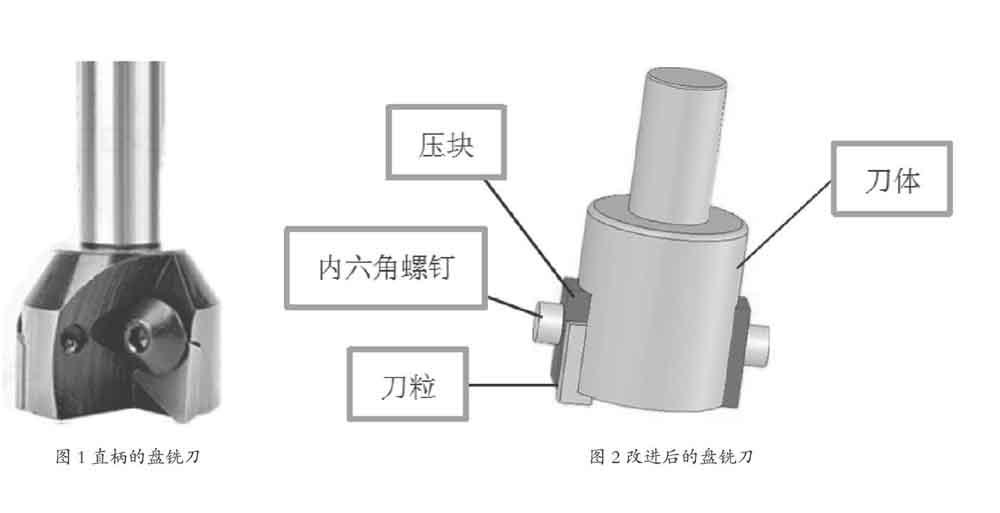
根據(jù)N-3M立式炮塔銑床具有的特性,選用直柄的盤銑刀,圖1是改進前盤銑刀,圖2是改進后的盤銑刀,此盤銑刀主要由刀體、壓塊、內(nèi)六角螺釘和合金刀粒構(gòu)成。從兩把盤銑刀的結(jié)構(gòu)上對比,刀具的刀柄部位沒有變化,直徑為φ20 mm,改進后的刀體部經(jīng)過調(diào)質(zhì)處理。主要變化在于刀具裝夾刀粒部位發(fā)生了變化,刀粒安裝位置設(shè)置成99°的傾角,采用內(nèi)六角螺栓加上壓塊壓住刀粒,刀粒與壓塊的接觸面積增大,受力點分散在壓塊上,內(nèi)六角螺釘堅固壓塊,拆卸方便。其次,安裝的刀粒形狀不一樣,原來使用是三角型刀粒,改進后使用長方形刀粒,改進后刀具安裝在炮塔銑床上比圖1的刀具充分發(fā)揮更好的性能,表現(xiàn)在更換刀粒更為容易,刀具在使用過程中振動小了,背吃量有所增加,提高了工件表面粗糙度,滿足了生產(chǎn)現(xiàn)場小件加工需求,使用起來比較實用,方便。改進后效果圖如圖2所示。
圖2盤銑刀的優(yōu)點有以下幾點:①加工平面時主軸與刀具的振動頻率降低了,刀具能平穩(wěn)地工作;②背吃刀量明顯增加;③刀具的痕跡比原來的小,提高了平面的粗糙度;刀具改進后對加工平面提高了生產(chǎn)的效率。
4 結(jié)語
炮塔床銑削加工平面是必不可少的,使用盤銑刀加工平面時大大節(jié)約時間及得到理想加工效果,為此必須具有一把好用的刀具盤銑刀,圖2為經(jīng)過改進后的盤銑刀,經(jīng)過多次反復(fù)的加工平面試驗,刀具在加工平面時表現(xiàn)出穩(wěn)定的性能,滿足炮塔銑床加工平面的生產(chǎn)要求,避免了刀具在加工平面時出現(xiàn)的刀具振動,背吃量、表面粗糙度等問題。
參考文獻
[1]蔡永軍,崔麗.端面銑刀盤直徑的確定[J].吉林化工學(xué)院學(xué)報,2012,29(9):69-71.
[2]丁進宇.利用立式銑床加工平面的探討與研究[J].企業(yè)導(dǎo)報,2012(2):285.
[3]劉世飛,蘇文斌.常用硬質(zhì)合金刀片及參數(shù)的選擇[J].機械工人,冷加工,2006(12):31-32.
猜你喜歡
電腦知識與技術(shù)(2016年24期)2016-11-14 01:49:16
文理導(dǎo)航(2016年30期)2016-11-12 15:19:07
經(jīng)營者(2016年12期)2016-10-21 09:36:17
現(xiàn)代經(jīng)濟信息(2016年19期)2016-10-20 15:44:35
中國科技博覽(2016年18期)2016-10-19 07:16:43
商(2016年27期)2016-10-17 06:57:20
商(2016年27期)2016-10-17 05:02:12
大學(xué)教育(2016年9期)2016-10-09 08:09:53
科技視界(2016年20期)2016-09-29 13:36:14
企業(yè)導(dǎo)報(2016年8期)2016-05-31 18:48:53
