冷軋酸再生裝置低溫酸液吸收的工藝優化
2019-07-17 01:05:30陳剛
新疆鋼鐵 2019年1期
關鍵詞:煙氣
陳剛
(新疆八一鋼鐵股份有限公司軋鋼廠)
1 前言
新疆八鋼冷軋酸再生裝置運行至今已經10年,當初設計時焙燒爐尾氣采用的是GB16297-1996《大氣污染物綜合排放標準》,顆粒物排放標準為120mg/m3,HCl為100mg/m3。隨著國家環保要求的日趨嚴格,八鋼冷軋焙燒爐尾氣中HCl排放指標達不到最新國家標準GB28665-2012《軋鋼工業大氣污染物排放標準》中<30 mg/m3的要求。為此,對八鋼冷軋酸再生裝置進行了優化改造。
2 酸再生煙氣排放指標超標原因分析
酸再生濃縮廢酸噴入焙燒爐內進行反應,焙燒爐尾氣從焙燒爐頂部排出后進入雙旋風除塵器除塵、預濃縮器降溫、吸收塔吸收其中的HCl,再經洗滌塔洗滌,最終的尾氣排入大氣中。焙燒爐尾氣成分為燃燒形成的燃燒廢氣、過剩空氣和水蒸氣組成,其中水蒸氣占50%~60%,排放溫度約為80℃。由于攜帶了大量熱量和水蒸氣,出煙囪后,速度減慢,壓力減小,又將所含的熱量釋放出來,水蒸氣遇冷液化凝結成含有小液滴的狀態,形成可見的大量的白霧。八鋼冷軋酸再生工藝流程見圖1。
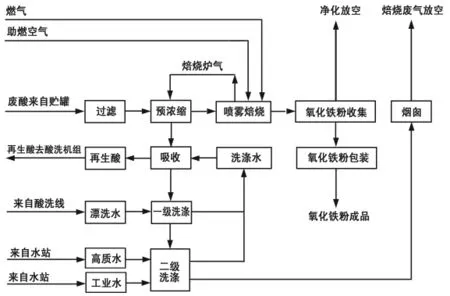
圖1 八鋼冷軋酸再生工藝流程
改造前八鋼酸再生焙燒爐尾氣排放溫度實際檢測值78.5~80.3℃。計算焙燒爐尾氣中HCl和水蒸氣含量同溫度的變換[1],計算不同溫度下對應的的HCl
含量。

式中:P——鹽酸溶液上的HCl分壓,mmHg;
A,B——常數;
T——氣體溫度,K。
計算各濃度在不同溫度下對應的的HCl氣體分壓為對應蒸汽壓 /760mmHg×1000÷22.4×36.5×1000。
當溶液中含HCl為2%時(現場執行濃度),計算出各溫度下排放指標見表1和圖2。

表1 焙燒爐尾氣中HCl和水蒸氣含量同溫度的關系
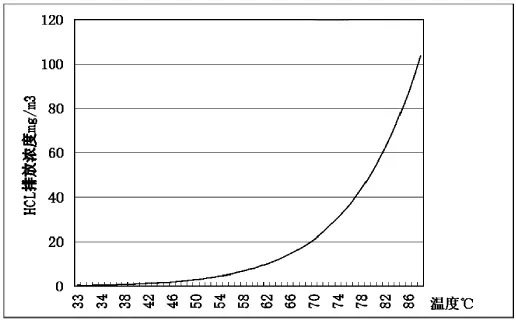
圖2 焙燒爐尾氣中HCl濃度同溫度的關系
如果溶液中HCl含量超過2%,常數A,B值將發生改變,那么計算出來的HCl含量將明顯加大。
從表1和圖2可以看出,當酸再生排煙溫度超過70℃的時候,HCl含量已經超過20mg/m3,國家標準GB28665-2012規定HCl排放限制小于30mg/m3,按合同要求排放指標低于20mg/m3。如果焙燒爐尾氣排放溫度超過70℃,那么尾氣中HCl含量將超標。在原設計在焙燒爐尾氣排放進入大氣前增加一段脫鹽水洗滌,脫鹽水的生產成本較高,而且運行不正常。
為了使現場煙氣排放達標,改造中通過降低酸再生排煙溫度來實現。
3 改造方案的優化
根據對焙燒爐尾氣排出的水蒸氣、HCl含量與溫度的關系分析,通過降低焙燒爐尾氣的溫度來實現。將吸收和一級洗滌工藝中采用的填料塔改為冷卻換熱器,以降低焙燒爐尾氣的溫度。依據表1,煙氣溫度越低煙氣中的HCl含量將越低,相關試驗表明煙氣溫度由約80℃降低到40℃以下能源消耗增加,增加了運行成本。從運行經濟性考慮將尾氣溫度降低的目標值設定為40℃。
煙氣冷凝產生的冷暖水,作為吸收塔的吸收水使用。減少水蒸氣的排放,減少系統脫鹽水的消耗,同時降低焙燒爐尾氣中HCl的含量。焙燒爐運行參數見表2。

表2 焙燒爐參數
3.1 換熱器材料的選擇
鹽酸是還原性強酸,是腐蝕性最強的物質之一。大多數金屬的標準電極電位都在氫標準電極電位以下,所以當和含有大量氫離子的鹽酸溶液接觸時,金屬離子迅速進入溶液,氫離子成為氣體放出,構成強烈放氫型腐蝕。只有一些貴金屬如鉭、鉑、金、銀等和少數合金如鎳鉬鐵合金和含鉬高硅鐵對鹽酸有良好耐腐蝕性。這些金屬價格昂貴且稀少,但非金屬材料對鹽酸都有良好腐蝕性能。石墨就是其中之一,石墨具有高熱導率,又耐熱濃鹽酸,所以廣泛用作鹽酸換熱器,其價格比鉭便宜得多。
石墨及不透性品種對一切濃度和溫度的鹽酸都有優良的耐腐蝕性。對于高溫氯化氫氣體,不論含有水分與否,有氧存在時,石墨的最高應用溫度為400℃;氧不存在時,石墨的最高應用溫度為650℃,不透性品種隨浸漬劑的耐溫性能而不同約為170~180℃。酸洗生產加熱18%鹽酸時也采用此類換熱器,因此將換熱器的材料選定為石墨。
因為焙燒爐尾氣中含有HCl氣體,因此換熱器材料選擇用石墨材料。石墨有圓塊孔和列管式可供選擇,圓塊孔石墨換熱器和列管式石墨換熱器區別見表3。

表3 圓塊孔和列管式石墨換熱器比較
從表3可以看出,圓塊孔石墨換熱器同列管式石墨換熱器相比,具有結構堅固、結構緊湊、占地面積小、適應性強、零件互換性好、不需要粘接劑鏈接、傳熱系數高等優點。
圓塊式石墨換熱器中常規的圓柱形石墨塊上鉆有互相垂直的兩組圓孔:軸向排列的縱向孔流通腐蝕性物料(焙燒爐煙氣);與其垂直排列的由圓塊外圓橫向鉆進的橫向孔流通工藝介質(冷卻水),通過二組孔間殘留石墨進行傳熱。
另外,氣液傳熱時,焙燒爐尾氣向石墨的傳熱系數要小,而冷卻水向石墨的傳熱系數要大。而圓塊孔石墨換熱器的孔是鉆制的,可以進行設計,將焙燒爐尾氣側的開孔面積增大,而冷卻水側的面積減少,以增大傳熱效果。兩種換熱器開孔對比見圖3。

圖3 換熱器介質開孔比較
因焙燒爐尾氣中還帶有氧化鐵粉粉塵,因此在考慮焙燒爐尾氣側開孔直徑時選擇了較大直徑的開孔,以避免堵塞。在酸再生裝置停車期間采用再生酸進行循環清洗焙燒爐尾氣側的石墨孔,以減少焙燒爐尾氣側氧化鐵粉的附著。
為了減少換熱器的阻力降,降低焙燒爐尾氣的流速,以增大焙燒爐氣體通過換熱器的時間,加強換熱,焙燒爐尾氣側的開孔總面積為管道面積的兩倍。
為了加大焙燒爐尾氣側的換熱效果,換熱器頂部設計一個霧化噴頭,噴霧一定量的液體,以加大焙燒爐尾氣同石墨材料之間的換熱效果。
3.2 換熱器參數的確定
改進后的換熱器如圖4所示。
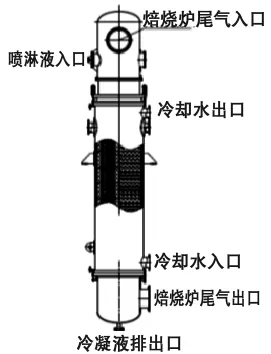
圖4 酸再生優化設計后的換熱器
(1)有效平均溫度差△tm
式中:△tm——有效平均溫度差,K;
△t1——焙燒爐氣體側溫度差,K;
△t2——冷卻水側平均溫度差,K。
焙燒爐尾氣設計計算溫度由80℃降低到37℃,冷卻水由32℃升高到37℃,根據公式計算出有效平均溫度差為17.66℃。
在穩定狀態下,當傳熱系數隨溫度變化不大時,傳熱速率式為[1]:

式中:Q——單位時間內的傳熱量,W;
K——總傳熱系數,W/(m2·K);
A——熱面積,m2;
△tm——有效平均溫度差,K。
焙燒爐尾氣換熱器采用氣-液的換熱形式,兩種流體的流向為錯流和簡單折流。即焙燒爐氣體從縱向由上向下的一個方向流動,而冷卻水由橫向先沿與縱向呈垂直的方向流動,然后折回向相反方向流動如此反復地做折流運動。其中,總傳熱系數的計算公式為[3]:

式中:a1——為物料(焙燒爐尾氣)側給熱系數,——為服務(冷卻水)側給熱系數,W/(m·2K);——為物料側污垢熱阻,m·2K/W;——為服務側污垢熱阻,m·2K/W;
其中,δ為厚度,λ為導熱系數。(2)焙燒爐尾氣換熱器平均傳熱面積:

式中:Am——換熱器的平均傳熱面積,m2;A1——焙燒爐尾氣側的傳熱面積,m2;A2——冷卻水側的傳熱面積,m2。
計算得出換熱面積大約為980m2,最終確定選用1000m2的換熱器。考慮到設備制造等因素,確定選用兩臺500m2的石墨換熱器替代原裝置的吸收塔和一級洗滌塔,計算認為可滿足工藝降溫的要求。
4 改造后的運行效果
酸再生機組改造于2018年3月開始施工,7月15日點火烘爐,正常運行后對煙氣進行了檢測,酸再生排煙溫度穩定在38~40℃,8月第三方檢測表明煙氣中HCl含量小于15mg/m3,達到了最新環保排放要求,改進實施后煙氣排放的水蒸氣含量大幅度下降,視覺效果也大幅改善。周邊環境得到改善。
5 結束語
通過降低酸再生的煙氣排放溫度可以有效降低HCl排放濃度,從而滿足更加嚴格的排放標準要求,此項技術不僅可用于酸再生機組,還可以廣泛應用于酸洗線酸霧排放和鍍鋅的堿霧排放系統等。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
建材發展導向(2021年12期)2021-07-22 08:06:28
應用能源技術(2020年11期)2021-01-26 00:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
電子測試(2018年1期)2018-04-18 11:52:15
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年3期)2016-01-22 07:28:16
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
有色金屬設計(2014年4期)2014-03-11 19:43:12