高鉻鐵基硬質合金焊絲修復磨煤輥的應用實踐
2019-07-17 01:05:34陳勇劉鵬
新疆鋼鐵 2019年1期
陳勇,劉鵬
(1.新疆德勤互力工業技術有限公司;2.新疆八一鋼鐵股份有限公司軋鋼廠)
1 前言
據統計新疆地區約有76臺(套)煤電發電機組,每臺(套)煤電發電機組配3~5臺煤磨機,每臺煤磨機裝3套磨煤輥和1套磨盤,對磨煤輥的修復再制造技術有穩定的市場需求。針對磨煤輥修復新疆采用的是傳統的高碳鐵基硬質合金焊絲,磨煤機磨煤輥及磨盤焊后使用壽命分別達到6000小時和8000小時,磨煤輥磨損量≤40mm,磨盤磨損量≤40mm。與目前國內磨煤輥及磨盤焊后使用壽命分別達到10000小時和13000小時的技術指標存在較大差距。
針對疆內磨煤輥技術現狀及潛在的市場需要,新疆德勤互力公司與北科大產學研基地北京奧邦開展合作,通過反復試驗及研究分析,探索應用高鉻鐵基硬質合金焊絲對磨煤輥進行焊接的工藝方法。實踐應用表明,通過優化焊接工藝使修復后的磨煤機磨煤輥及磨盤焊后使用壽命達到國內先進水平,為開發疆內磨煤輥的修復市場提供了技術保障。
2 兩種焊絲試驗對比與分析
使用高碳鐵基硬質合金和高鉻鐵基硬質合金焊絲分別對磨煤輥進行焊接后取樣分析。通過腹膜金相檢驗共晶碳化物和二次碳化物的分布情況、碳化物的面積含量;使用洛氏硬度計測量焊層硬度;在相同壓力和轉速條件下使用磨粒磨損實驗機測試兩塊試樣的磨損量。對比分析比較不同焊絲焊接后試樣的耐磨性。
2.1 化學成分對比
高碳鐵基硬質合金和高鉻鐵基硬質合金焊絲化學成分的對比見表1。
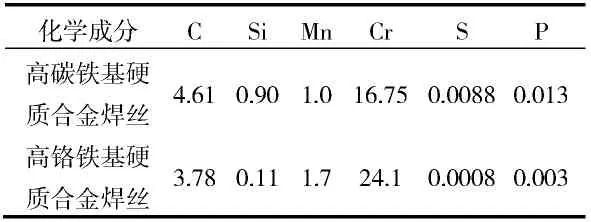
表1 化學成分對比 %
2.2 金相組織對比
金相組織的對比分析見圖1,圖2。
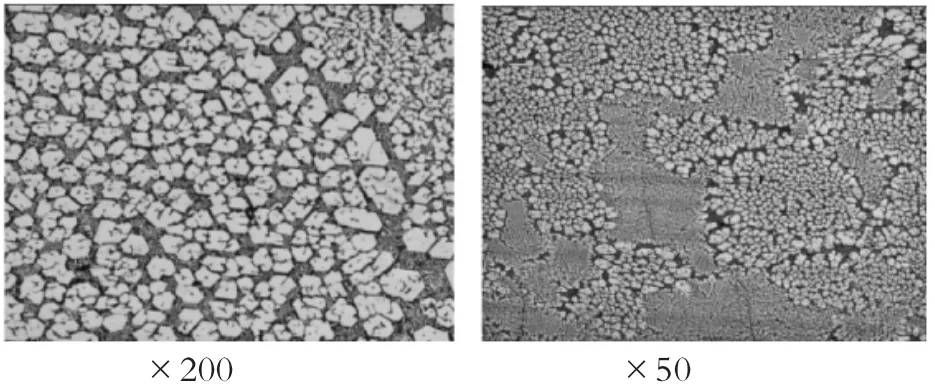
圖1 高碳鐵基硬質合金金相圖

圖2 高鉻鐵基硬質合金金相組織
使用一批焊接材料進行堆焊時,應在首件耐磨件上進行腹膜金相檢驗,金相測點兩點以上。自動堆焊耐磨件的金相組織類型應為萊氏體基體上分布著各向同性的共晶碳化物和二次碳化物,碳化物的面積含量應達到60%以上。
由圖1和圖2可看出,高鉻鐵基合金碳化物分布更均勻,晶粒更細小。分析原因是由于鈮元素的加入,起到了細化晶粒、提高沖擊韌性的作用。
2.3 焊后硬度對比
使用高碳鐵基硬質合金和高鉻鐵基硬質合金焊絲堆焊2塊試樣塊,用平磨機磨平焊層表面,使用洛氏硬度計測量焊層硬度。測量結果如表2。使用高鉻鐵基硬質合金焊絲焊后平均硬度約HRC62,高碳鐵基硬質合金焊絲焊后平均硬度約HRC56。
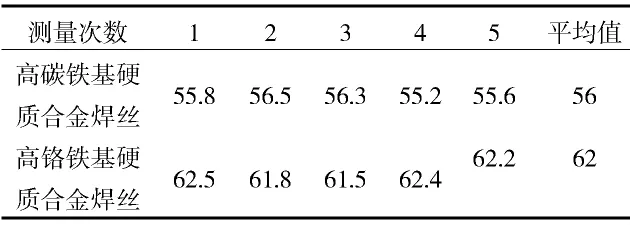
表2 焊后硬度對比 (HRC)
2.4 焊后耐磨實驗的對比
使用磨粒磨損實驗機檢測對比兩種焊接試樣在6個轉速條件下的磨損量,如表3所示。在相同的磨損情況下,高碳鐵基硬質合金焊絲堆焊層的磨損量是高鉻鐵基硬質合金的磨損量的1.6倍以上。
試驗檢測表明,高鉻鐵基合金碳化物分布更均勻,晶粒更細小。使用高鉻鐵基硬質合金焊絲焊后平均硬度高于高碳鐵基硬質合金焊絲焊后平均硬度。在相同的磨損條件下,高碳鐵基硬質合金焊絲堆焊層的磨損量是高鉻鐵基硬質合金的磨損量的1.6倍以上。
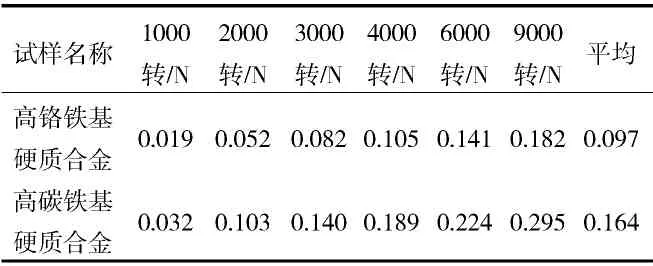
表3 焊接磨損后失量比較 △m/g
3 高鉻鐵基硬質合金焊絲修復應用
優化焊接工藝,采用高鉻鐵基硬質合金焊絲修復磨煤機,在伊犁新天煤化工磨輥的修復過程中進行了應用。高鉻耐磨輥堆焊選用直徑2.8mmYF102高鉻鑄鐵型藥芯焊絲。要求每一部件堆焊層的硬度測點不少于三處,每處測量三次取平均值。焊接修復后自動堆焊耐磨件的硬度值達到洛氏硬度HRC61以上。
3.1 焊前的準備工作
3.1.1 外觀染色探傷檢查
用角向磨光機安裝鐵刷將磨煤輥及襯板表面打磨,直到露出金屬光澤,進行染色探傷,檢查磨煤輥及襯板是否存在開裂,避免由于輥子及襯板內部裂紋引起的焊接缺陷。
3.1.2 磨煤輥的準備工作
用行車將磨煤輥調至ZHB-30型自動焊接變位機上,調整磨煤輥位置與自動焊接變位機轉臺軸中心重合,在內部焊接擋板并用螺栓堆磨煤輥進行可靠固定。翻轉臺架使磨煤輥磨損最低點朝上,用角向磨光機將磨煤輥打磨見金屬光澤。
3.2 堆焊工藝及措施
堆焊工藝參數:采用自動明弧堆焊,堆焊電流370~400A,堆焊電壓28~32V,焊絲伸出長度30mm,焊接速度1000~1300mm/min,進絲速度3000~3500 mm/min,跳高距離 3~6mm,橫移距離10mm,橫移速度1000 mm/min。堆焊時根據焊接角度和堆焊軌跡半徑,在范圍內進行調整。
為了減少堆焊時的飛濺,使焊道成型美觀,施焊前應試驗焊接參數。磨輥及磨輥襯瓦局部磨損嚴重的地方要用鎳基鑄鐵焊條補焊找正。補焊時宜多層、多道分段堆焊,運條速度要快,道間溫度低于200℃,每焊完一道,用小鐵錘敲擊焊道金屬,有助于防止補焊金屬的剝離。堆焊時從磨損最嚴重的地方開始補焊,要先將磨損嚴重部位逐步堆焊到與其他部位尺寸基本一致。堆焊修復的焊道布置原則是同一層間焊道要求后續焊道壓住前一焊道約1/3,不同層間要求后一焊層的焊道安排在前一焊層的兩焊道中間。
要求每道焊道表面出現分布均勻的致密龜裂紋,堆焊層不得有貫穿性裂紋和密集氣孔等缺陷。為了降低道間溫度,便于連續堆焊,焊道采用水霧冷卻或采用強制風冷,同時在磨輥內部添加適量的水,嚴格控制磨輥溫度<100℃,降低道間溫度,防止磨輥炸裂,提高焊縫硬度。焊接到接近尺寸時用樣板進行檢驗,根據檢驗情況重新布置焊接層次和焊接道數,使堆焊修復的外形尺寸盡可能接近設計尺寸。
3.3 修復后的檢查和檢驗
焊后磨煤輥表面無貫穿性裂紋和密集氣孔等缺陷,外形尺寸用樣板檢驗,樣板尺采用數控線切割機一次切割成型,用紅丹粉均勻涂抹在磨煤輥表面,用樣板尺研磨,樣板尺與堆焊面的接觸在70%以上,用便攜式里氏硬度計檢測每一部件堆焊層的硬度測點不少于三處,每處測量三次取平均值。檢測結果表明,自動堆焊耐磨件的硬度值達到洛氏硬度HRC61以上。
4 結束語
使用高鉻鐵基硬質合金焊絲和優化焊接工藝后,伊犁新天煤化工磨輥修復實踐顯示,磨煤輥及磨盤焊后表面無貫穿性裂紋和密集氣孔等缺陷,樣板尺與堆焊面的接觸在70%以上,焊后磨煤輥表面硬度HRC61以上,使用壽命分別達到10000小時和13000小時,達到了國內先進水平。使用高鉻鐵基硬質合金焊絲焊接修復工藝可以在新疆市場推廣應用。