汽車零件頂針(印)痕優化
2019-06-11 15:48:29郭銀風嚴勝義郝勇
科技風 2019年13期
郭銀風 嚴勝義 郝勇
摘要:頂針(印)痕是指出現在成品外觀上所見的頂白或頂凸,以及在頂針位置正對面可見的光澤不同所顯現的暗痕或陰影跡。是產品上常出現的外觀問題,極大程度影響了產品外觀質量。以汽車開關面蓋為研究對象,分析其產生的原因,從產品結構、模具、工藝角度提出優化方案。有效的改善零件頂針(印)痕問題。
關鍵詞:頂針(印)痕;頂白;頂凸;光澤不同;外觀;產品結構;模具;工藝
本文以汽車開關面蓋為研究對象,分析其產生頂針(印)痕的原因,從產品結構、模具、工藝等方面提出優化方案,有效的改善零件頂針(印)痕問題。
1產生頂針(印)痕的機理
是零件頂針或斜頂處存在應力痕。
2產生應力痕因素
(1)零件成型時頂針或斜頂受力較大。
(2)頂針或斜頂的裝配間隙較大。
(3)頂針或側抽機構選用的金屬材料剛性較差,當熔膠以一定的壓力和速度作用在頂桿和斜頂表面時,會引起較大的震動,使得零件頂針區域產生較大摩擦,摩擦越大產生的摩擦熱也越大,最終導致該區域局部熔體溫度升高,該區域在冷卻過程中形產生殘余內應力,制件被頂出后,制件頂針區域內應力釋放,導致頂針處外觀質量與周圍的制件表面不同,表現出發白、暗淡或陰影等問題,嚴重時,頂針與制件接觸位置還會出現燒焦現象。
3研究對象
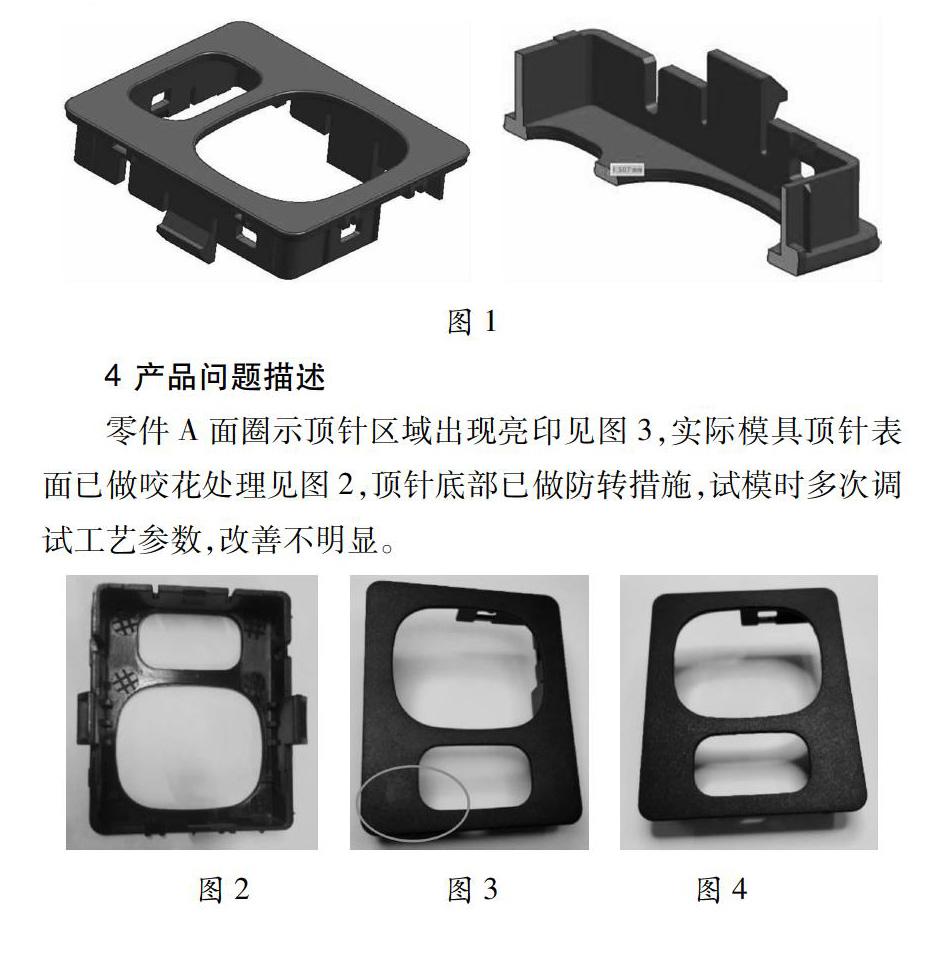
研究對象為某汽車開關面蓋如圖1所示,面蓋為外觀件,外觀要求較高。此零件尺寸為41.5mm×50mm×14mm,材料為PC+ABS,由剖視圖可知產品A面壁厚均勻,不存在壁厚突變現象。
4產品問題描述
零件A面圈示頂針區域出現亮印見圖3,實際模具頂針表面已做咬花處理見圖2,頂針底部已做防轉措施,試模時多次調試工藝參數,改善不明顯。
5優化內容
5.1頂針頂降面0.08mm
降面、咬花目的:頂針位置降面0.08mm,目的是讓熔膠跑到頂針區域時發生不規則的流動模式從而降低熔體分子鏈之間的拉伸力,從而相對降低頂針區域在熔體冷卻后的應力集中現象。
5.2頂針處開排氣
頂針開排氣的目的:①模具中采用不同尺寸和材料的頂桿,熔體流到頂針區域的排氣效果也存在差異,從而產生不同的流動效果,使產品表面產生頂針痕跡。②頂針一般都具有排氣功能,當頂針處排氣間隙較小時,熔體以高速高壓流入型腔內,氣體會瞬間從頂針處排出,排氣的同時頂針處的溫度瞬間升高,頂針局部高溫與相鄰區域形成溫度差,溫度差會導致塑料局部冷卻速度不一樣,從而使產品表面表現出來不同的亮度。
6結果
優化后產品A面頂針處亮印問題得到解決(見圖4),零件通過客戶外觀認可,已批量生產。
7結論
產品頂針(印)痕是塑料外觀件經常出現的一類問題,目前客戶對品質要求越來越嚴格,類似問題也急需解決,產生頂針(印)痕的因素很復雜,牽涉到產品結構,模具結構,工藝參數、材料等,日常工作中完全防止或消除頂針(印)痕的發生很難。但是,產生此類問題的因素也是有據可依的。所以,工作中需要多總結歸納,累積經驗,找出問題產生的根本原因,以便提早的發現問題,并在前期把問題解決掉,縮短零件的生產周期。
參考文獻:
[1]陳嘉真.塑料成型工藝與模具設計[M].北京:機械工業出版社,1995,10.
[2]JayShoemaker.Moldflow.設計指南[M].美國:四川大學出版社,2010.
[3]曹宏深,趙仲治.塑料成型工藝與模具設計[M].北京:機械工業出版社,1993.
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
Coco薇(2015年1期)2015-08-13 02:23:50
電測與儀表(2015年5期)2015-04-09 11:30:52
民生周刊(2012年10期)2012-10-14 09:06:46
玩具(2009年10期)2009-11-04 02:33:14