發(fā)動機(jī)排氣歧管開槽環(huán)節(jié)生產(chǎn)工藝優(yōu)化研究
2019-06-10 09:31:49葉菁劉寒
科技創(chuàng)新導(dǎo)報 2019年5期
葉菁 劉寒
摘 ? 要:排氣歧管開槽環(huán)節(jié)是加工工序中必不可少的環(huán)節(jié),進(jìn)氣法蘭面開槽能夠消除鑄造過程中產(chǎn)生的應(yīng)力,減少熱脹冷縮疲勞形變量,但是開槽也會造成排氣歧管平面度與位置度的偏差,為了消除開槽對平面度與位置度的影響,對排氣歧管的加工工藝進(jìn)行優(yōu)化,將排氣歧管的開槽工藝放置在鉆銷固定孔后面,精銑進(jìn)氣法蘭面前面,保證了排氣歧管加工中平面度與位置度的要求。
關(guān)鍵詞:排氣歧管 ?開槽 ?生產(chǎn)工藝
中圖分類號:U463 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻(xiàn)標(biāo)識碼:A ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2019)02(b)-0099-02
發(fā)動機(jī)排氣歧管是一種鑄造類零部件,壁厚比較薄,工作溫度最高能達(dá)到925℃,最低溫度能達(dá)到-10℃,并且在低溫與高溫往復(fù)交替中工作,同時因?yàn)榕艢馄绻芙Y(jié)構(gòu)越來越復(fù)雜,各個部位的壁厚各不相同,導(dǎo)致熱脹冷縮疲勞形變量差別較大,容易造成排氣歧管出現(xiàn)斷裂、密封不良的問題,為解決此問題,需要在排氣歧管與缸體的工作面加工槽口,用以消除排氣歧管鑄造過程中產(chǎn)生的應(yīng)力,減少熱脹冷縮疲勞形變量,另外,排氣歧管進(jìn)氣法蘭面的平面度以及固定孔的位置度精度要求嚴(yán)格,為防止開槽對排氣歧管平面度與位置度的影響,需要對排氣歧管的開槽環(huán)節(jié)生產(chǎn)工藝進(jìn)行優(yōu)化,減少其負(fù)面影響,提升排氣歧管的產(chǎn)品品質(zhì)。
1 ?開槽環(huán)節(jié)工藝難點(diǎn)解析
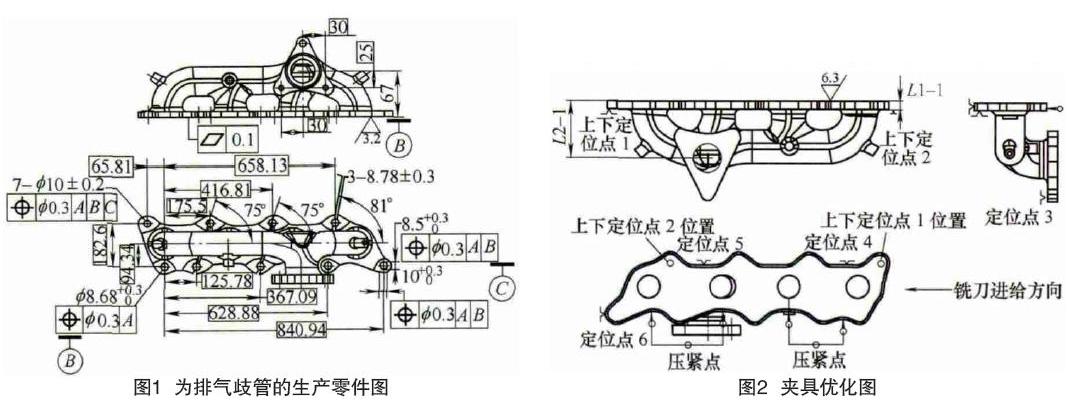
新型的排氣歧管在傳統(tǒng)排氣歧管的基礎(chǔ)上增加了開槽環(huán)節(jié),開槽環(huán)節(jié)完成后會釋放排氣歧管在鑄造中產(chǎn)生的應(yīng)力,造成排氣歧管結(jié)構(gòu)的形變,影響排氣歧管的加工精度,主要表現(xiàn)在表面位置度不達(dá)標(biāo)影響與缸體的裝配品質(zhì),平面度不達(dá)標(biāo)影響與缸體的密封性,增加漏氣的概率,都會直接關(guān)系到發(fā)動機(jī)工作性能,由此可以看出,合理設(shè)置排氣歧管的加工工藝是十分重要的,可以有效保障排氣歧管的產(chǎn)品品質(zhì)。圖1為排氣歧管的生產(chǎn)零件圖。
2 ?開槽后的問題及加工工藝優(yōu)化
排氣歧管的進(jìn)氣法蘭面總共需要加工三個槽口,并且根據(jù)生產(chǎn)經(jīng)驗(yàn)看出加工槽口會造成排氣歧管的變形。為此,對加工排氣歧管的專用夾具進(jìn)行優(yōu)化設(shè)計(jì),重點(diǎn)是對夾具夾緊機(jī)制的設(shè)定。排氣歧管的開槽工藝不能放在工序的最后,應(yīng)當(dāng)放置在鉆進(jìn)氣面各孔后面,精銑進(jìn)氣面的前面,通過這樣工藝的改變,不僅確保了工作面的平面度,同時又能夠保證進(jìn)氣面孔的位置度符合設(shè)計(jì)規(guī)范要求。實(shí)際優(yōu)化的加工工藝方案如下:
(1)夾具優(yōu)化。
夾具優(yōu)化主要是將夾緊力分散到排氣歧管的兩側(cè),加大受力面積,減少夾持過程中的形變量,對排氣歧管6個自由度進(jìn)行完全約束并適當(dāng)添加輔助定位,保證加工的穩(wěn)定性。圖2為夾具優(yōu)化圖。
(2)粗加工進(jìn)氣法蘭面。
該工序加工設(shè)備采用立式銑床,將排氣歧管放置到夾具上,夾緊時緩慢加力,減少工件固定時的局部形變量。設(shè)定科學(xué)的銑削進(jìn)給量,并提供充足的冷卻液,降低銑削熱應(yīng)力的產(chǎn)生,保證銑削精度。
(3)加工進(jìn)氣法蘭面孔。
該工序加工設(shè)備采用立式加工中心,將排氣歧管固定到夾具上,定位結(jié)合粗加工后的進(jìn)氣法蘭面與內(nèi)流道定位點(diǎn)。
(4)開槽。
該工序加工設(shè)備采用臥式銑床,工件的固定方式采用一面兩銷定位,切削進(jìn)給量的選擇應(yīng)當(dāng)依據(jù)排氣歧管的材質(zhì)進(jìn)行衡量,保證充足的切削液供給,增加刀具的耐用度,首先同步完成兩個槽口的加工,將夾具轉(zhuǎn)動6°進(jìn)行最后一個槽口的加工。
(5)精銑工作面。
該工序加工設(shè)備采用立式加工中心,工件的固定方式保持與粗加工進(jìn)氣法蘭面一致,保證進(jìn)氣法蘭面各尺寸符合規(guī)定。
(6)后序工序。
未完成的加工工序依照常規(guī)的排氣歧管加工方法進(jìn)行即可,定位方式為一面兩銷,一面即進(jìn)氣法蘭面,兩銷為基準(zhǔn)孔。
3 ?結(jié)語
對傳統(tǒng)的排氣歧管加工工藝進(jìn)行優(yōu)化,排氣歧管的開槽工藝應(yīng)當(dāng)放置在鉆進(jìn)氣法蘭面孔后面,精銑進(jìn)氣法蘭面的前面,通過這樣工藝的改變,不僅確保了進(jìn)氣法蘭面的平面度,同時又能夠保證基準(zhǔn)孔的位置度符合設(shè)計(jì)規(guī)范要求,提升了排氣歧管的加工品質(zhì),也為未來相同形式的零件加工提供了寶貴經(jīng)驗(yàn)。
參考文獻(xiàn)
[1] 張俊紅,張玉聲,王健,等.高溫環(huán)境下汽油機(jī)排氣歧管振動特性及疲勞壽命研究[J].振動與沖擊,2017,36(13):33-40.
[2] 楊云龍,曹占義,崔雷,等.汽車發(fā)動機(jī)排氣歧管用耐熱鑄造合金的研究與發(fā)展[J].汽車工藝與材料,2009(5):1-4.
[3] 李錦添.從發(fā)動機(jī)排氣歧管加工看提高加工中心生產(chǎn)效率的途徑[J].中國高新技術(shù)企業(yè),2008(8):77-78.
[4] 程芳,譚偉.多種數(shù)據(jù)采集方式在汽車排氣歧管逆向設(shè)計(jì)中的應(yīng)用[J].機(jī)床與液壓,2007(9):68-69,73.
[5] 張朝生.添加Mo型高耐熱性和高加工性汽車排氣歧管用不銹鋼的開發(fā)[J].焊管,2003(3):57-60,62.
[6] 陳恒慶.汽車發(fā)動機(jī)排氣歧管用Fe_2Nb Laves相強(qiáng)化不銹鋼的開發(fā)研究[J].冶金信息工作,1998(2):27-29,60.
