具有包覆結(jié)構(gòu)的PA6/PET共混體系的設計與制備
2019-06-03 06:56:46黃炎昊周一存楊鳴波
中國塑料 2019年5期
關鍵詞:體系結(jié)構(gòu)
閆 妍,王 越,黃炎昊,周一存,楊鳴波
(四川大學高分子科學與工程學院,成都 610065)
0 前言
PA6是一種結(jié)晶熱塑性塑料,其出色的硬度和強度使其在汽車工業(yè)中得到了廣泛地應用,并且由于PA6材料通過注射成型工藝可以將汽車許多不同功能區(qū)部位一次性制作完成,避免了復雜的后續(xù)加工過程,使其成為常見鋼板、鋁合金和玻璃纖維增強塑料的新生替代品[1-2]。然而由于PA6分子鏈中酰胺基團的存在,使得PA6長期暴露于化學溶劑時,其力學性能和尺寸穩(wěn)定性會顯著降低。因此目前大量的研究工作都致力于對PA6的耐化學腐蝕性進行改性。近些年來提高PA6耐化學腐蝕性的常用方法是將具有優(yōu)良耐水或耐化學腐蝕性的聚合物材料與PA6材料進行共混,通過分散相粒子的存在減緩或阻礙腐蝕性物質(zhì)對PA6材料的破壞作用[3-4]。其中PET作為一種廣泛使用的半結(jié)晶型聚合物,結(jié)構(gòu)高度對稱,耐化學性、耐候性及尺寸穩(wěn)定性較好,將其作為PA6的改性材料能夠?qū)崿F(xiàn)兩種材料間的優(yōu)勢互補,擴大PA6制品的應用范圍[5-6]。
不同于傳統(tǒng)加工方法制備的PA6/PET共混材料的海島結(jié)構(gòu),本文基于“黏性包覆”的理論制備了一種具有包覆結(jié)構(gòu)的PA6/PET共混材料。部分研究多層共擠出的學者發(fā)現(xiàn)兩種黏度比不同的組分在進行多層共擠出的過程中,兩組分的界面會發(fā)生一定的扭曲變形,產(chǎn)生低黏組分逐漸包覆高黏組分的現(xiàn)象[7]。在一些條件下甚至會出現(xiàn)高黏組分完全被低黏組分包覆的現(xiàn)象。從熱力學上來說,這是因為在加工過程中,由于低黏組分受到剪切作用發(fā)生流動所需的能量較低,因此低黏組分會自動向剪切作用較強的位置發(fā)生遷移以降低熔體整體流動過程中的能量損耗,以擠出過程為例,即低黏組分傾向于向靠近管道壁的位置發(fā)生遷移,從而以包覆高黏組分的形式被擠出口模[8]。這一現(xiàn)象與兩組分間黏度比的大小呈正相關,即兩組分間的黏度差異越大,“黏性包覆”現(xiàn)象越顯著[9]。
根據(jù)上述“黏性包覆”的原理,筆者認為可以通過控制兩種材料的原料配比、共混溫度、加工參數(shù)及原料黏度比等,使原本均勻混合的PA6/PET材料中低黏的PET相在加工過程中遷移至最終制品表面對高黏的PA6相產(chǎn)生包覆,從而提高PA6制品在腐蝕性環(huán)境中的使用壽命。本文利用高壓毛細管流變儀模擬擠出機的加工環(huán)境制備了一系列不同加工條件下的PA6/PET試樣,并利用掃描電子顯微鏡(SEM)、偏光顯微鏡(PLM)、拉曼光譜儀(Raman)等儀器對試樣的包覆結(jié)構(gòu)進行了表征,研究了兩種組分間的黏度比以及擠出過程中的剪切速率對最終包覆結(jié)構(gòu)的影響。
1 實驗部分
1.1 主要原料
PA6,B40,德國巴斯夫股份有限公司;
PET,D8501、FG600、EFR,四川東材科技集團股份有限公司。
1.2 主要設備及儀器
高溫干燥箱,PH-030(A),上海一恒科技有限公司;
雙螺桿擠出機,Leistritz ZSE-18,德國萊斯特瑞茲機械有限公司;
高壓毛細管流變儀,RH7,英國馬爾文儀器有限公司;
PLM,Olympus BX51,奧林巴斯(深圳)工業(yè)股份有限公司;
SEM,JSM-5900LV,捷歐路科技貿(mào)易股份有限公司;
Raman,in Via,英國雷尼紹股份有限公司。
(1)Sevage法[6]:量取50 mL香水蓮花多糖粗品溶液,依次加入10 mL氯仿,2 mL正丁醇,使溶液各成分的體積比為粗多糖溶液∶氯仿∶正丁醇=25∶5∶1。充分震蕩20 min,置于分液漏斗中靜置分層,除去兩相間的蛋白質(zhì)沉淀層及下方有機層,取上清液,同上操作,繼續(xù)加入氯仿-正丁醇(體積比為5∶1)試劑,重復5~6次。
1.3 樣品制備
將PA6和PET在高溫干燥箱中80 ℃下干燥24 h,按照PA6/PET=90/10的體積比在螺桿直徑為30.8 mm且長徑比(L/D)為40的同向旋轉(zhuǎn)雙螺桿擠出機中進行熔融共混,螺桿速度設定為100 r/min,從進料區(qū)到口模的加工溫度分別設定為205、235、270、270、270、265、185 ℃;將上述預混得到的粒料加入高壓毛細管流變儀中,在270 ℃下以不同的剪切速率(20、45、60、90、120、200、300、400、550、750 s-1)擠出得到PA6/PET試樣,其中所用口模的L/D均為32/2。
1.4 性能測試與結(jié)構(gòu)表征
材料黏度測試:將PA6和PET的原始粒料分別放入高壓毛細管流變儀中,在270 ℃下測試其在不同剪切速率范圍內(nèi)的黏度變化,并計算得到2種材料的黏度比曲線;
SEM測試:將PA6/PET試樣垂直于擠出方向的斷面在甲酸中浸泡1 h,部分除去表面中的PA6成分,再用蒸餾水洗凈樣品除去殘余甲酸,用高溫干燥烘箱烘干樣品后貼于導電膠上,將樣品在真空條件下噴金2次,排布在樣品臺上掃描觀測,加速電壓為20 kV;
PLM測試:將PA6/PET試樣沿橫截面方向切一厚度為20 μm的薄膜,在偏光模式下對其截面形態(tài)進行表征;為使兩相結(jié)構(gòu)差異更加明顯,表征時需利用熱臺將樣品薄膜升溫至220 ℃(略高于PA6的熔點)使PA6相略微熔融;
Raman光譜分析測試:取樣品橫截面方向的光滑截面進行Raman光譜分析,采用He-Ne激光,光斑為3 μm,功率為10 mW;
包覆比的計算:為了研究在本實驗的加工條件下共混體系中兩組分黏度比對最終包覆結(jié)構(gòu)的影響,本文自定義了反映PET相對PA6相包覆程度的參數(shù)AP,其計算方法如式(1)~(3)所示:
(1)
sPA6=πr2
(2)
式中SPA6——PET完全遷移至截面圓周位置時PA6相的理論面積,mm2
sPA6——實際情況下樣品橫截面中心被包覆PA6相的面積,mm2
r——實際情況下樣品橫截面中心被包覆PA6相的半徑,mm
將擠出試樣橫截面在220 ℃下的偏光照片,采用Photoshop和Image-Pro Plus軟件進行面積統(tǒng)計,如式(3)所示,Ap可定量描述二元體系的分相效果,Ap越接近100 %,說明包覆效果越好;
(3)
耐腐蝕性測試:測量由高壓毛細管流變儀在不同剪切速率下擠出得到的擠出試樣橫截面直徑d1,然后將所有試樣同時浸泡在濃度為70 %的甲酸溶液中1 h,超聲處理10 min后用蒸餾水洗去殘余甲酸溶液,再次測量試樣橫截面直徑d2,(d1-d2)/d1的大小即為相應的擠出試樣在被腐蝕后的直徑損失,可用來反映相應擠出試樣的耐腐蝕能力。
2 結(jié)果與討論
2.1 包覆結(jié)構(gòu)分析

(a)整體圖 (b)局部放大圖圖1 具有包覆結(jié)構(gòu)的PA6/PET(D8501)樣品的PLM照片F(xiàn)ig.1 PLM of PA6/PET(D8501) blends with encapsulation morphology
圖1(a)給出了在一定條件下形成了包覆結(jié)構(gòu)的PA6/PET共混物試樣橫截面的整體PLM照片。由于測試溫度高于PA6材料的熔點,PA6相部分熔融,因此圖中的亮區(qū)代表PET相,暗區(qū)代表PA6相。可以看出,即使內(nèi)部的PA6相發(fā)生熔融,外部的PET相仍然可以保持整體結(jié)構(gòu)不發(fā)生改變,說明PET相能夠在宏觀上對PA6相產(chǎn)生包覆。另外,從圖1(b)中可以看出,處于截面外層的PET相是以多個同心圓環(huán)的形式存在的,并且越靠近表層,PET環(huán)的分布越密集,說明該共混體系中的PET不會徹底與PA6發(fā)生分相并且遷移至材料表面而形成明顯的界面。這一結(jié)構(gòu)有利于提高最終共混材料外部的PET層的附著能力,在后續(xù)的使用過程中PET層不會輕易被剝離,從而能夠?qū)A6相提供長久的保護作用。
為了更直觀的體現(xiàn)共混體系中二者的包覆結(jié)構(gòu),將上述經(jīng)過PLM表征的PA6/PET試樣橫截面用甲酸溶液刻蝕以除去部分PA6并進行SEM表征,結(jié)果如圖2所示。可以看出,試樣截面圓周處的高度明顯高于截面內(nèi)部,該凸起部分為完全不溶于甲酸溶液的PET相,并且能夠觀察到一平行于截面圓周的“裂紋”,即被刻蝕掉的PA6相。另外,從圖2(a)可以看出,PET相具有較高的連續(xù)度,說明遷移至擠出物外層的PET能夠比較完全地包覆PA6。從放大圖2(b)中可以看出,PET相與PA6相的界面并不十分明顯,并且在甲酸的作用下,PET包覆層并未發(fā)生脫落,證明了外層PET相對芯層PA6具有一定的黏附性。
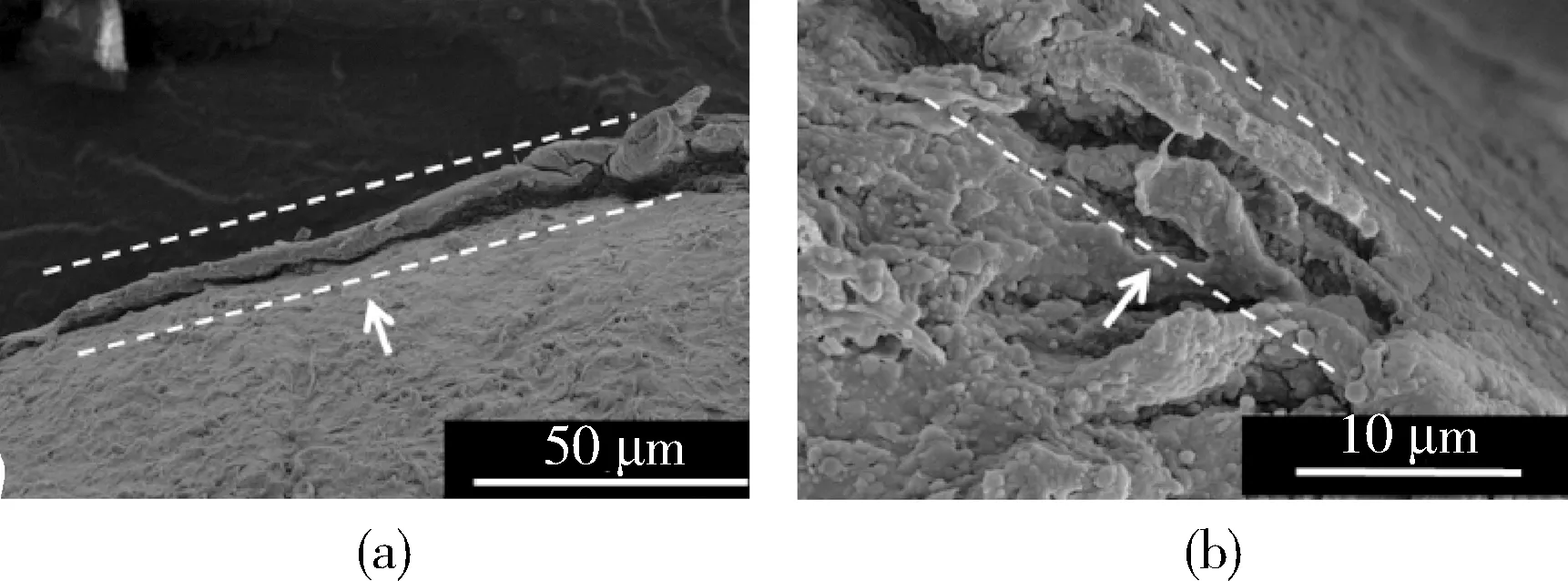
放大倍率:(a)×3 000 (b)×12 000圖2 具有包覆結(jié)構(gòu)的PA6/PET(D8501)樣品的SEM照片F(xiàn)ig.2 SEM of PA6/PET(D8501) blends with encapsulation morphology
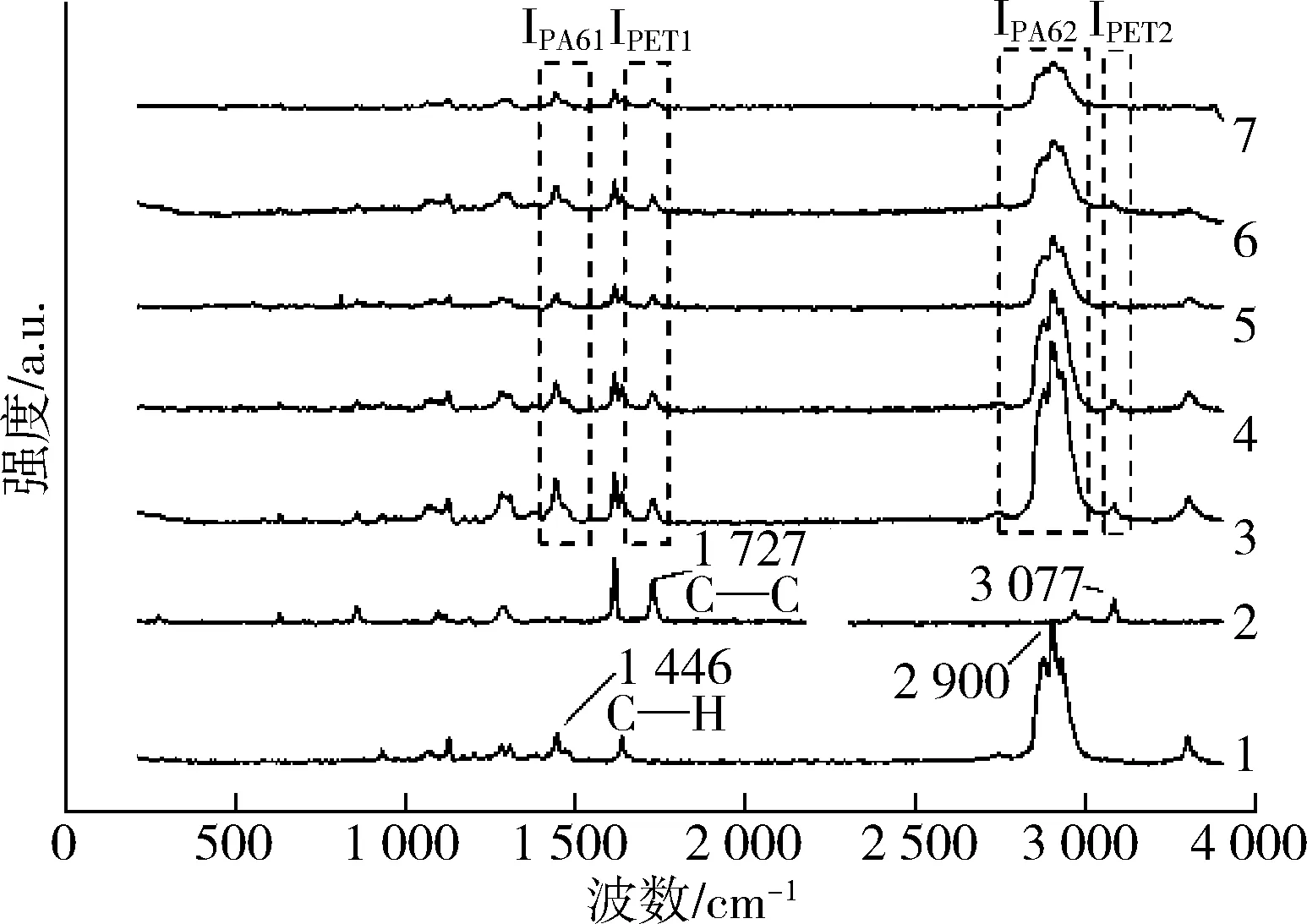
樣品名稱,同一樣品的不同測試位置:1—PA6 2—PET 3—PA6/PET,C 4— PA6/PET,B 5—PA6/PET,A 6—PA6/PET,B1 7—PA6/PET,A1圖3 具有包覆結(jié)構(gòu)的PA6/PET(D8501)樣品不同位置處的Raman光譜Fig.3 Raman spectroscopy obtained at different positions of PA6/PET(D8501) blends
Raman光譜分析結(jié)果表明,PET相的含量沿擠出樣品截面半徑方向由內(nèi)而外是逐漸遞增的。如圖3所示,其中A為試樣截面靠近表面的位置,C為試樣截面中心的位置,B介于兩者之間。首先根據(jù)PET和PA6純樣的Raman曲線確定了PET和PA6的特征峰IPET1(1 727 cm-1)、IPET2(3 077 cm-1)和IPA61(1 446 cm-1)、IPA62(2 900 cm-1)。可以通過交叉對比這兩種特征峰強度比的變化來反映PET相含量在樣品橫截面不同位置的變化,因此分別計算了橫截面不同位置處Raman曲線中PET相與PA6相特征峰的強度比,結(jié)果如表1所示,可以看出,IPET/IPA6的大小沿半徑方向從截面中心到截面圓周整體呈現(xiàn)增加的趨勢,說明了PET相富集程度在截面半徑方向上的梯度變化,在最靠近截面外圍的位置達到最高。這是由于PET相在擠出過程中受到的剪切作用在截面半徑方向上由內(nèi)而外是逐漸增加的,也就是說越靠近截面圓周的位置,PET相越容易發(fā)生遷移而聚集,從而導致PET相在靠近截面圓周處的分布更為密集。
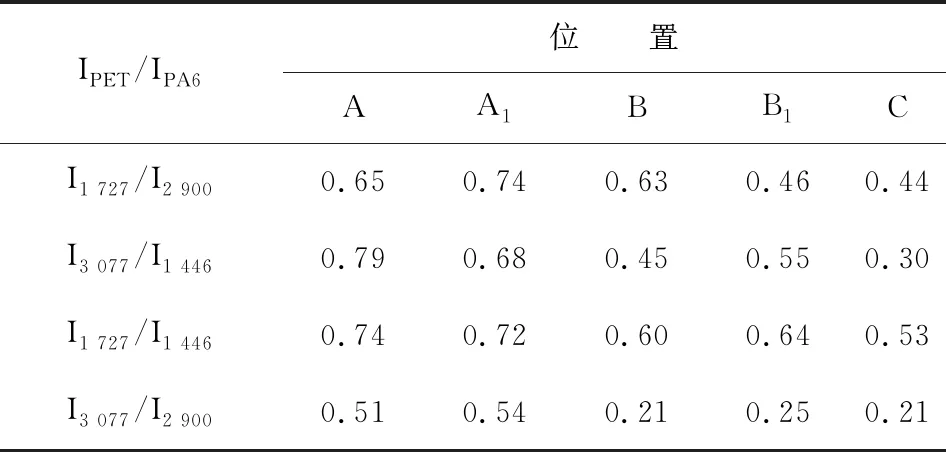
表1 具有包覆結(jié)構(gòu)的PA6/PET(D8501)樣品橫截面不同
2.2 包覆結(jié)構(gòu)形成的影響因素
2.2.1材料性質(zhì)對包覆結(jié)構(gòu)形成過程的影響
根據(jù)“黏性包覆”的原理,加工條件下2種材料具有相互匹配的熔體黏度是包覆結(jié)構(gòu)形成的關鍵。因此本文選擇了3種具有不同熔體黏度的PET材料與PA6進行共混加工,以探索PA6/PET共混體系中材料自身黏度對包覆結(jié)構(gòu)形成過程的影響。本文所用的PA6材料以及3種PET材料的黏度曲線及黏度比曲線如圖4所示。從圖4(a)可以看出,PET(FG600)在相應的加工條件下具有最低的黏度,由于材料性質(zhì)與加工溫度不同,從圖4(b)可以看出,PA6/PET(FG600)體系具有最高的黏度比。
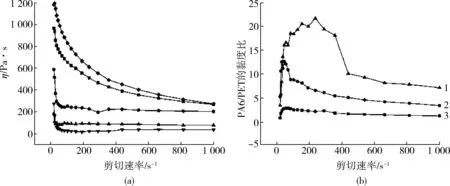
樣品,溫度/℃:◆—PA6,250 ■—PA6,270 ●—PET(D7591),270 ▼—PET(PG600),270 ▲—PET(EFR),250樣品:1—PA6/PET(FG600) 2—PA6/PET(EFR) 3—PA6/PET(D8501) (a)熔體黏度隨剪切速率變化的曲線 (b)PA6/PET黏度比隨剪切速率變化的曲線圖4 原始材料的流變學性能Fig.4 Rheological properties of selected materials
將3種PA6/PET共混體系按照相同的加工方法采用高壓毛細管流變儀制備擠出試樣,并利用PLM對其橫截面結(jié)構(gòu)進行表征。結(jié)果如圖5所示,可以看出,只有PA6/PET(D8501)體系在擠出過程中形成了明顯的包覆結(jié)構(gòu)。從圖5(a)可以看出,PA6/PET(EFR)擠出試樣橫截面中部分PET相能夠形成一定的環(huán)狀結(jié)構(gòu),但仍有一部分PET相以較分散的狀態(tài)分布于截面中心位置而無法對PA6相產(chǎn)生保護作用。對于PA6/PET(FG600)共混體系,如圖5(b)所示,PET相主要以團聚的形式分布在樣品橫截面的中心位置。這一結(jié)果是由于PA6/PET(EFR)和PA6/PET(FG600)共混體系在相應的加工條件下雖然具有較高的黏度比,但由于兩種體系中PET相的黏度過低,其遷移過程中會受到周圍黏度相對較高的PA6相的限制而難以發(fā)生遷移。因此只有在兩組分具有一定的黏度比并且其各自的熔體黏度相互匹配的條件下才能形成相應的包覆結(jié)構(gòu),低黏組分過低的熔體黏度,對包覆結(jié)構(gòu)的形成反而是不利的。
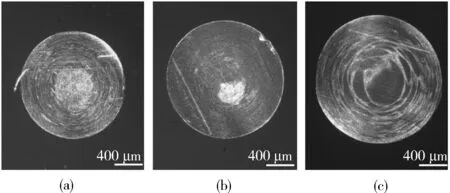
樣品:(a)PA6/PET(EFR) (b)PA6/PET(FG600) (c)PA6/PET(D8501)圖5 不同PA6/PET共混體系的PLM照片F(xiàn)ig.5 PLM of different PA6/PET blends
2.2.2剪切速率對包覆結(jié)構(gòu)形成過程的影響
由于聚合物材料大多為非牛頓流體,其熔體黏度與加工過程中的剪切速率顯著相關,因此PA6/PET共混體系中兩組分的黏度比可通過改變擠出過程中的剪切速率進行調(diào)節(jié)。本文選擇了能夠在擠出過程中形成包覆結(jié)構(gòu)的PA6/PET(D8501)體系研究了剪切速率對包覆結(jié)構(gòu)形成過程的影響。一系列不同剪切速率下得到的PA6/PET擠出試樣AP的大小可以利用PLM及相關軟件進行統(tǒng)計。圖6為不同剪切速率下AP的統(tǒng)計數(shù)據(jù)與黏度比曲線的對比,同時插入了相應剪切速率下得到的擠出試樣橫截面的PLM照片,反映了擠出試樣中PET對PA6的包覆情況隨剪切速率的變化趨勢和波動情況。
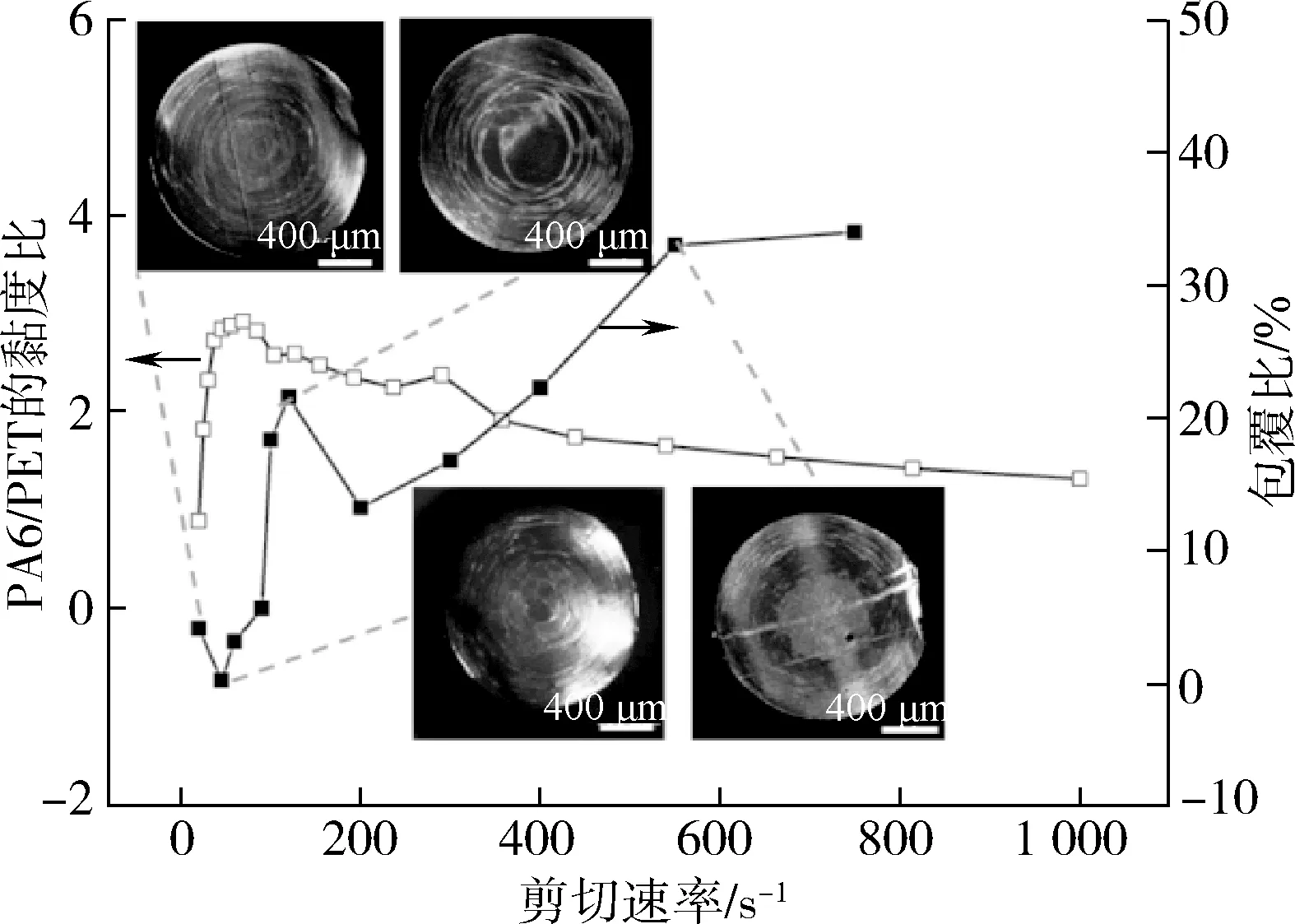
圖6 PA6/PET(D8501)共混體系的黏度比及包覆比隨剪切速率變化的曲線Fig.6 Viscosity ratio curve of PA6/PET(D8501) blends as a function of shear rate and area percentage of different samples obtained at different shear rates with PLM micrographs inserted
可以看出,在本實驗加工條件范圍內(nèi),當剪切速率大于50 s-1時,隨著剪切速率的增加,兩組分間的黏度比是逐漸降低的,而AP曲線與黏度比曲線的變化趨勢是相反的。如圖6中的PLM照片所示,當剪切速率為20 s-1及45 s-1時,PA6/PET的黏度比較高,已經(jīng)能夠觀察到PET環(huán)的存在,但由于剪切應力較小,共混體系中的包覆結(jié)構(gòu)并不明顯,AP不足5 %。當剪切速率達到100 s-1時,PA6/PET的黏度比雖然有所降低,但由于擠出過程中受到的剪切應力增大,最終樣品形成了明顯的包覆結(jié)構(gòu),AP接近20 %。而當剪切速率達到550 s-1時,黏度比降低至接近1,PET相發(fā)生遷移的驅(qū)動力不足,雖然AP增大到接近35 %,但是由于截面中心的PA6相中還存在較多的PET相,在這種情況下得到的樣品中PET層的厚度是低于在低剪切速率下得到的樣品的。
另外,通過分析不同剪切速率下AP的統(tǒng)計數(shù)據(jù),發(fā)現(xiàn)在100~400 s-1范圍內(nèi)AP雖然較低,但截面中心的PA6相中不存在PET相,包覆結(jié)構(gòu)的形成相對較為完善。而當剪切速率增加至高于400 s-1時,計算得到的AP雖然較高,擠出物橫截面圓周位置處出現(xiàn)了較為完善的包覆結(jié)構(gòu),但在截面中心位置卻出現(xiàn)了部分以聚集狀態(tài)分布的PET相。為研究這2種包覆結(jié)構(gòu)實際對PA6材料耐腐蝕性的改善情況,本文對上述試樣進行了耐腐蝕性測試,得到的結(jié)果如圖7所示。可以看出,擠出試樣被腐蝕后橫截面的直徑損失曲線與包覆比曲線的變化趨勢相近,當剪切速率范圍為100~400 s-1時,即AP較低時,樣品的直徑損失相比于高剪切速率(400~750 s-1)條件下得到的樣品較低,說明截面中心PA6相中不存在PET相的包覆結(jié)構(gòu),對PA6相具有相對更加優(yōu)異的保護能力。
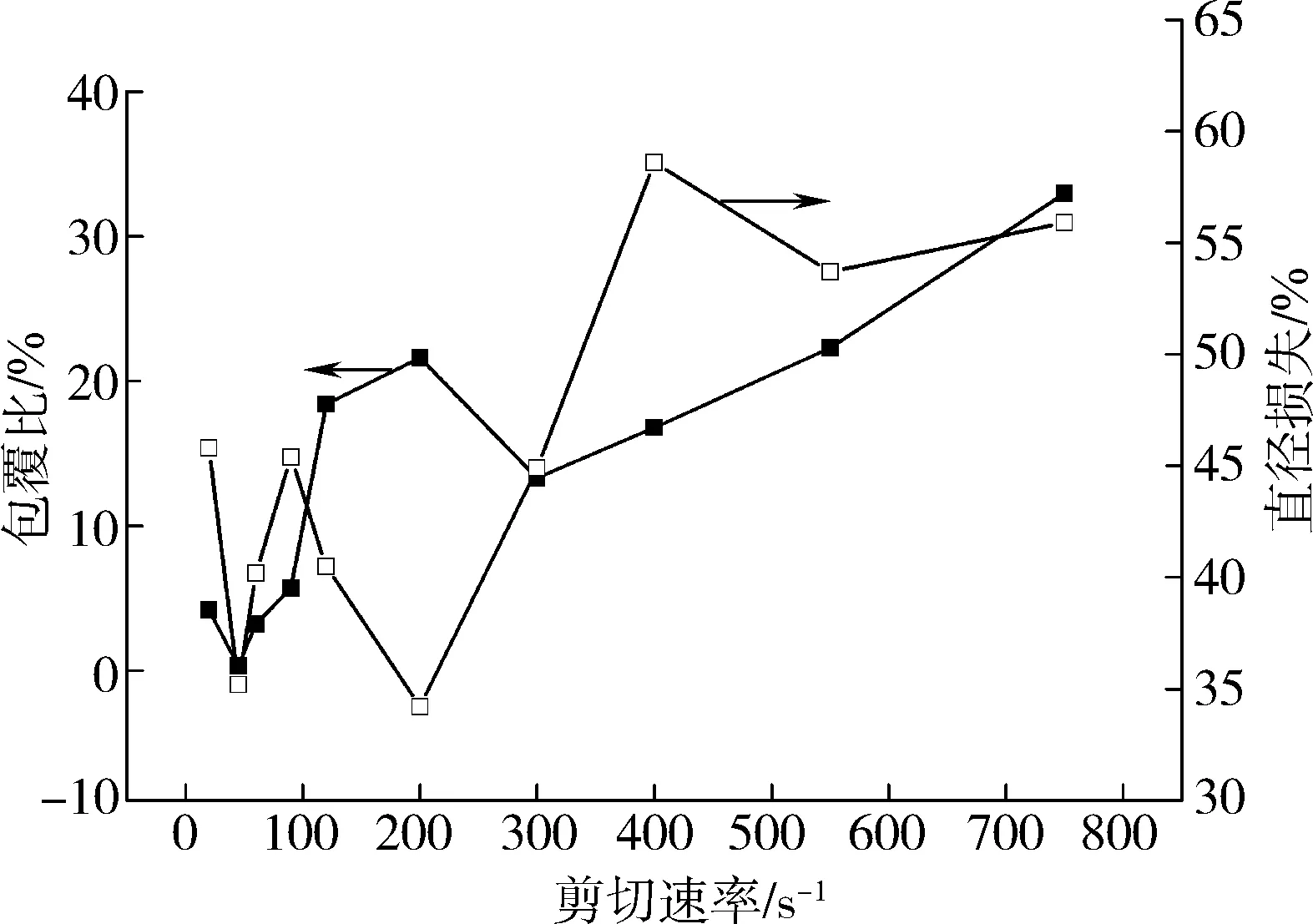
圖7 PA6/PET(D8501)共混體系包覆比及直徑損耗隨剪切速率變化的曲線Fig.7 Area percentage and diameter loss of different PA6/PET (D8501) samples obtained at different shear rates

(a)較低剪切速率 (b)較高剪切速率圖8 共混樣品被甲酸溶液腐蝕時直徑損失過程示意圖Fig.8 Schematic diagram of diameter loss process while the sample was etched by formic acid
產(chǎn)生這一現(xiàn)象的原因如圖8所示,當擠出過程中的剪切速率較低時,兩組分間的黏度比較高,PET相在擠出過程中向外遷移的驅(qū)動力較大,在剪切應力的作用下所形成的PET環(huán)中PET相的富集程度較高,PET環(huán)的厚度較厚,從而對腐蝕性物質(zhì)如甲酸溶液的隔絕作用較強,最終樣品的直徑損失較小。而當擠出過程中的剪切速率較高時,雖然共混體系的黏度比降低,使得在所形成的PET環(huán)中PET相的富集程度降低。并且一方面由于此時熔體流動速率過快,導致體系流動時間較短,部分PET相沒有足夠的時間發(fā)生遷移,另一方面由于在高剪切下,熔體的流動狀態(tài)會由穩(wěn)定的層流變?yōu)椴环€(wěn)定流動,阻礙了正常情況下PET相的遷移過程,導致了部分PET相被限制在PA6相中,所形成的PET環(huán)厚度較低。因此在該條件下得到的共混材料PET層隔絕作用較差,當樣品受到甲酸溶液腐蝕時,一旦最外層的PET相被破壞,內(nèi)層的PA6相將被快速溶解,從而直徑損失較大。因此在本文所采用的實驗條件下,當擠出過程中的剪切速率處于100~400 s-1內(nèi)時得到的擠出試樣中的包覆結(jié)構(gòu)最為完善。
3 結(jié)論
(1)黏度差異導致聚合物流變性質(zhì)存在差異,從而能夠產(chǎn)生“黏性包覆”現(xiàn)象;PA6/PET共混體系中熔體黏度較低的PET在加工過程中能夠徑向遷移至流場的高剪切區(qū)對高黏度的PA6產(chǎn)生包覆,并且兩相界面處PET的分布呈梯度變化,得到具有梯度界面的包覆結(jié)構(gòu);
(2)黏度比是上述包覆結(jié)構(gòu)形成的前提條件,并且決定了PET徑向遷移的趨勢和程度,通過調(diào)整剪切速率可以對PA6/PET的黏度比進行調(diào)節(jié);剪切速率過低,PET發(fā)生徑向遷移的驅(qū)動力不足,剪切速率過高,流場開始出現(xiàn)不穩(wěn)定流動,并且流動時間過短,對包覆結(jié)構(gòu)的形成產(chǎn)生阻礙,因此存在一個適宜包覆結(jié)構(gòu)產(chǎn)生的最佳剪切速率范圍;
(3)本文所討論的研究內(nèi)容并不局限于PA6和PET這兩種材料,可以根據(jù)實際加工中的需要將兩種具有互補性能的材料按照其熔體特性等進行匹配,為工程塑料的耐化學腐蝕行為的改進提供了新的思路及方法。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
新世紀智能(數(shù)學備考)(2020年11期)2021-01-04 00:38:16
中華詩詞(2019年7期)2019-11-25 01:43:04
中國外匯(2019年17期)2019-11-16 09:31:14
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
現(xiàn)代企業(yè)(2015年1期)2015-02-28 18:43:18
新高考·高一物理(2014年1期)2014-09-18 01:26:07
土木建筑工程信息技術(2013年2期)2013-10-17 03:14:12
