EBM成型TC4鈦合金研究進(jìn)展
2019-03-25 15:18:10苗普李強(qiáng)潘登
有色金屬材料與工程 2019年6期
苗普 李強(qiáng) 潘登
摘要:電子束熔化成型技術(shù)(electron beam melting,EBM)是3D打印的代表性技術(shù)之一,特別適合傳統(tǒng)工藝不易加工的Ti-6A1-4V合金(TC4鈦合金)的快速成型,
目前在航空航天、化工、生物醫(yī)療等領(lǐng)域展示出巨大的應(yīng)用前景。從EBM的原理出發(fā),綜述了EBM制備TC4鈦合金的顯微組織、缺陷以及力學(xué)性能。分析了受成型工藝參數(shù)和成型件位置等因素影響的冷卻速度的變化所導(dǎo)致的TC4鈦合金的顯微組織發(fā)生變化;并指出了導(dǎo)致TC4鈦合金出現(xiàn)缺陷的主要原因。EBM成型TC4鈦合金的拉伸性能已與鍛造TC4鈦合金相當(dāng),其較低的疲勞強(qiáng)度可以通過熱等靜壓處理提高。
關(guān)鍵詞:電子束熔化成型;TC4鈦合金;顯微組織;缺陷;力學(xué)性能
中圖分類號(hào):TG 146.2+3文獻(xiàn)標(biāo)志碼:A
TC4鈦合金因具有耐腐蝕、比強(qiáng)度高、韌性好、生物相容性優(yōu)異等特點(diǎn),廣泛應(yīng)用于航空航天、化工、生物醫(yī)療等重要領(lǐng)域。但傳統(tǒng)工藝下加工TC4鈦合金存在材料利用率低、制造成本高、難變形等缺點(diǎn),嚴(yán)重限制了TC4鈦合金的推廣應(yīng)用,3D(threedimensional,3D)打印技術(shù)的出現(xiàn)將改善這一現(xiàn)狀。
3D打印其學(xué)名為增材制造(material additivemanufacturing,AM),起源于20世紀(jì)90年代的快速成型技術(shù)(rapid prototyping,RP)。區(qū)別于減材制造,它采用了離散/堆積原理,利用計(jì)算機(jī)技術(shù)將加工零件的3D實(shí)體模型切成一系列具有一定厚度的薄片,3D打印設(shè)備對(duì)加工數(shù)據(jù)分析處理后連續(xù)加工出每一個(gè)薄片并進(jìn)行堆疊,繼而形成致密實(shí)體零件。3D打印技術(shù)適用于加工任何形狀的零件,并具有材料利用率高、成本低、高柔性和高集成化等優(yōu)點(diǎn),特別適合TC4鈦合金的成型。3D打印技術(shù)主要有選擇性激光熔化成型技術(shù)(selective lasermelting,SLM)、激光近凈成型技術(shù)(laser engineered net shaping,LENS)和電子束熔化成型技術(shù)(electron beam melting,EBM)。其中,EBM成型相較于其他兩種成型技術(shù)有很多優(yōu)勢(shì):(1)EBM成型采用電子束為能量源,制造過程中無反射,能量利用率高;(2)EBM成型是在真空環(huán)境下進(jìn)行的,能夠有效避免空氣中其他元素的污染;(3)EBM成型由于能量輸入高,掃描速度快,所以成型效率比其他成型技術(shù)高;(4)EBM成型零件的殘余應(yīng)力較小,可不需要后續(xù)熱處理,節(jié)省能源。
本文從EBM技術(shù)原理出發(fā),對(duì)國(guó)內(nèi)外相關(guān)研究成果進(jìn)行歸納總結(jié),闡述不同工藝參數(shù)下EBM成型TC4鈦合金制件的顯微組織、缺陷及其力學(xué)性能,最后對(duì)其應(yīng)用前景進(jìn)行展望。
1EBM原理及主要參數(shù)
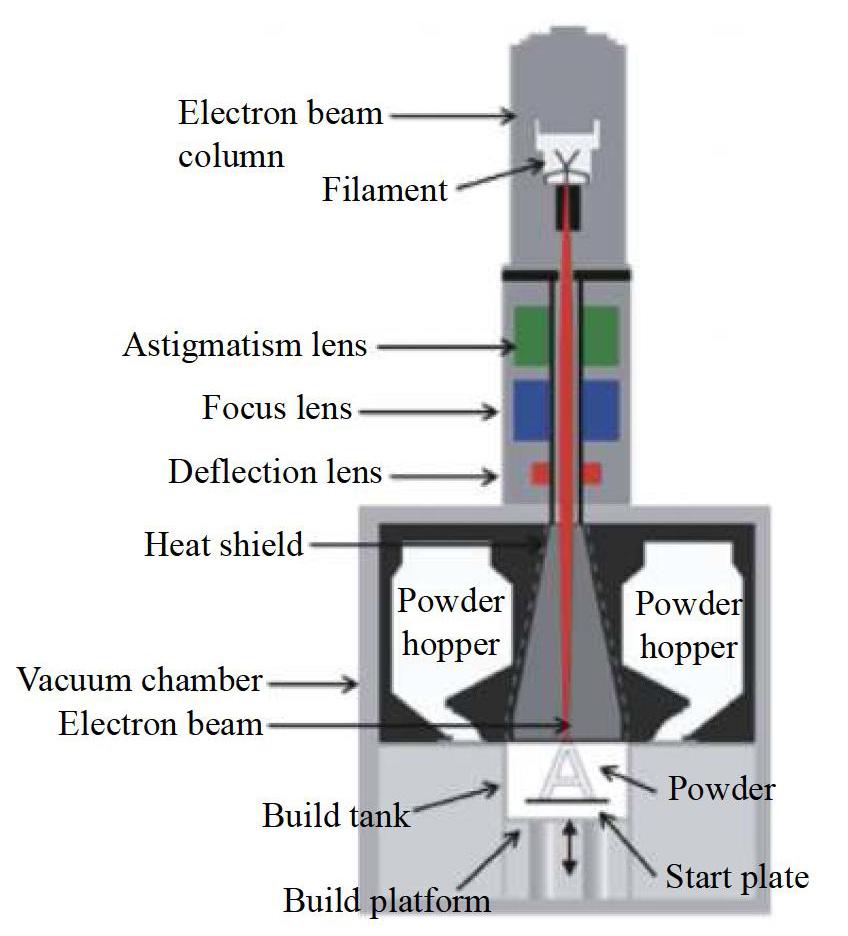
EBM技術(shù)的工作原理如圖1所示。首先,通過Magicsl9.0軟件對(duì)零件三維模型按一定的厚度進(jìn)行切片分層處理,從而獲得零件的整體二維信息。然后,EBM系統(tǒng)均勻地將合金粉末按照一定的厚度平鋪至基板上,并以電流通過鎢絲形成的電子束作為熱源,在聚焦線圈和電磁偏轉(zhuǎn)線圈的作用下,對(duì)基板上的合金粉末進(jìn)行掃描熔化。電子束每掃描熔化一層,工作臺(tái)就下降一個(gè)層高度,然后重新鋪粉,電子束重復(fù)掃描熔化加工,并且每個(gè)加工層相互凝結(jié)成為整體。整個(gè)制造過程是在真空環(huán)境下進(jìn)行的,從而有效地避免了鈦合金在加工過程中被氧化的可能性。制造完成后,EBM系統(tǒng)將零件從建造室中取出并放置在粉末回收系統(tǒng)(powderrecovery system,PRS)中,在PRS中使用高壓空氣以除去黏附在零件表面上的粉末,最終得到表面光滑的成型零件。
EBM技術(shù)的主要參數(shù)有電子束電流、加速電壓、掃描速度、層厚度、掃描線間距和焦點(diǎn)補(bǔ)償?shù)龋ㄟ^調(diào)整這些參數(shù)可以獲得不同的能量密度,如增大電子束電流或降低掃描速度,就可以獲得更高的能量密度。能量密度的大小很大程度上影響了成型件的顯微組織、缺陷及力學(xué)性能,合適的能量密度將會(huì)使合金具有更好的力學(xué)性能。由于EBM技術(shù)獨(dú)特的成型工藝,EBM成型TC4鈦合金成型件與常規(guī)制造(如鍛造)TC4鈦合金成型件的顯微組織和力學(xué)性能有所不同。
2 EBM成型TC4鈦合金顯微組織及缺陷
2.1EBM成型TC4鈦合金顯微組織與影響因素
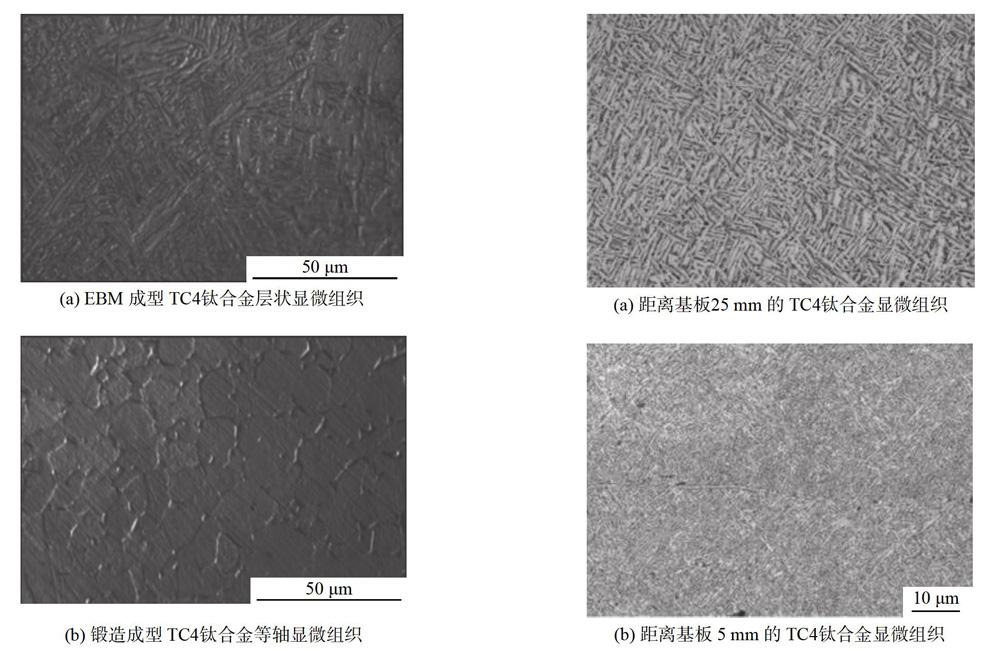
EBM成型TC4鈦合金在成型過程中的溫度變化影響了它的顯微組織。首先,粉末在電子束的作用下熔化,液態(tài)合金溫度達(dá)到1700℃左右,遠(yuǎn)高于TC4鈦合金β相轉(zhuǎn)變溫度(995℃),此時(shí)液態(tài)合金由原始的β晶粒構(gòu)成;而后,隨著電子束的遠(yuǎn)離,液態(tài)合金迅速冷卻至構(gòu)建溫度(一般為650-700℃)保持穩(wěn)定,變?yōu)楣虘B(tài),此時(shí)合金發(fā)生α→α+β,析出針狀α相與柱狀β相。A1-Bermani等認(rèn)為在此階段冷卻速度大于410℃/s時(shí),會(huì)析出亞穩(wěn)α馬氏體,長(zhǎng)時(shí)間處在高溫環(huán)境中又使之分解為α+β層狀結(jié)構(gòu),且大部分為細(xì)小的針狀α板條,少部分為β相。而后成型TC4鈦合金由構(gòu)建溫度緩慢冷卻至室溫,合金顯微組織沒有明顯改變,仍由α+β相構(gòu)成。EBM成型TC4鈦合金與鍛造成型TC4鈦合金顯微組織如圖2所示。
國(guó)內(nèi)外學(xué)者針對(duì)EBM成型TC4鈦合金顯微組織做了大量研究,發(fā)現(xiàn)成型工藝參數(shù)、成型件的位置、成型件尺寸等因素均會(huì)影響成型過程中合金的冷卻速率,進(jìn)而影響其晶粒尺寸。Hrabe等發(fā)現(xiàn),在保證能量輸入可以使TC4鈦合金粉末完全熔化形成致密零件的條件下,適當(dāng)增大電子束掃描速度,會(huì)造成熔池尺寸減小,冷卻速率增大,從而析出更細(xì)小的α板條及β相。Murr等和王等發(fā)現(xiàn)EBM成型TC4鈦合金不同位置的顯微組織不同。如圖3所示,沉積高度較低的位置,由于更靠近成型基板從而具有較高的冷卻速率,是不穩(wěn)定的生長(zhǎng)區(qū),易于析出細(xì)小針狀α相;沉積高度越高的位置,其α板條越厚,β晶粒越大;沉積一定高度后,處于穩(wěn)定生長(zhǎng)區(qū),α板條以及β晶粒尺寸趨于穩(wěn)定。Wang等也研究了成型件尺寸對(duì)EBM成型TC4鈦合金顯微組織的影響,發(fā)現(xiàn)在逐層熔化凝固過程中,尺寸較小的樣品的冷卻速率較大,因此析出更為細(xì)小的α相。Galarraga等進(jìn)一步研究發(fā)現(xiàn),EBM成型TC4鈦合金顯微組織的變化與其在構(gòu)建室的停留時(shí)間有關(guān),如果停留時(shí)間過長(zhǎng),反而會(huì)造成沉積高度底的位置沉積高度更低、顯微組織更粗大的結(jié)果。
2.2EBM成型TC4鈦合金缺陷
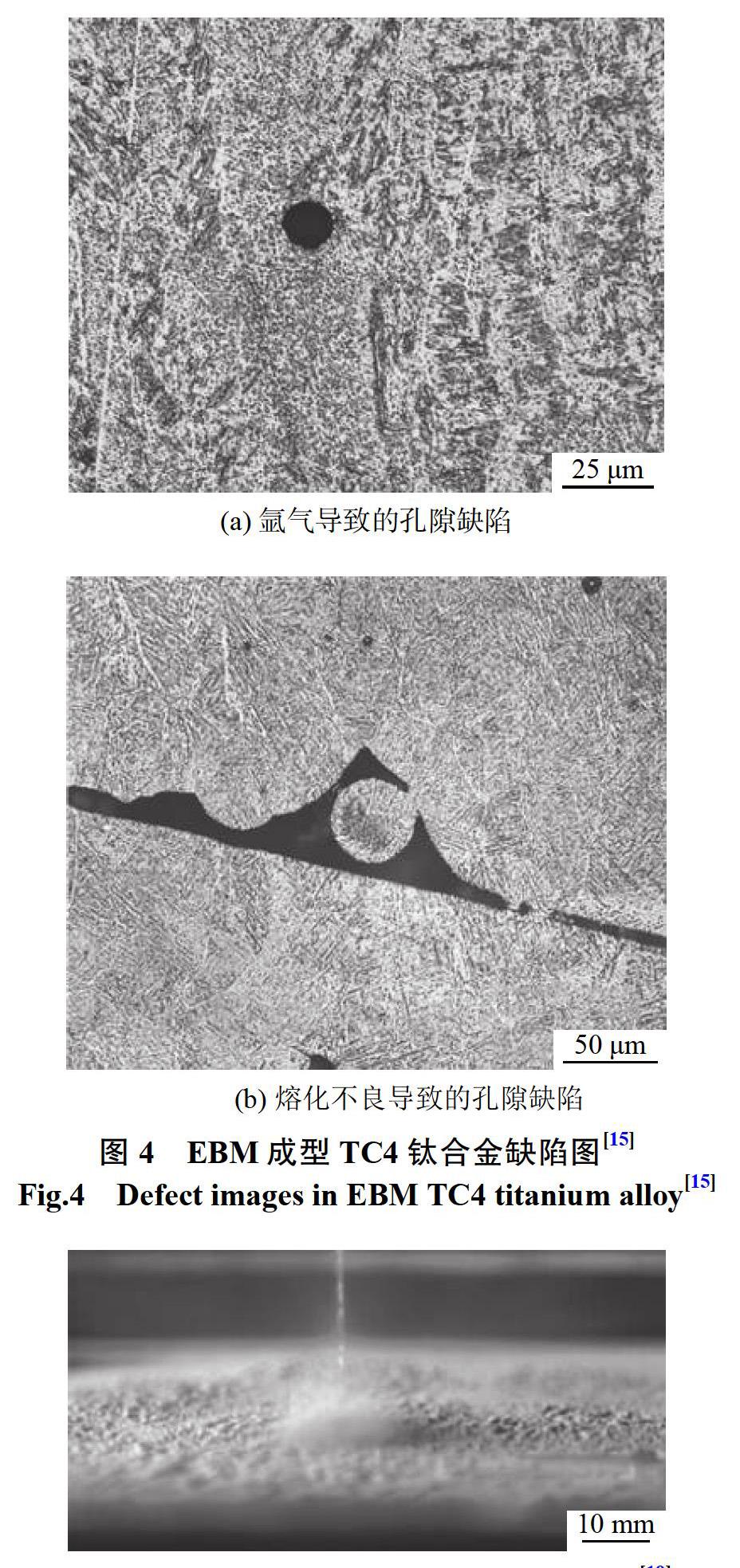
由于工藝參數(shù)的不當(dāng)選擇或工藝干擾,EBM成型TC4鈦合金零部件可能會(huì)產(chǎn)生各種缺陷。Zhai等發(fā)現(xiàn)EBM成型TC4鈦合金顯微組織中存在兩種典型的缺陷:一種是由缺陷粉末中夾帶的氬氣引起的孔隙,如圖4(a)所示;另一種是由于合金粉末的熔化不良導(dǎo)致的孔隙,見圖4(b)。
Gong等根據(jù)輸入電子束能量密度的高低將TC4鈦合金缺陷分為兩大類。當(dāng)能量密度過低時(shí),不足以使熔池與熔池、層與層之間完全連接,形成了不規(guī)則的熔化缺陷,并伴隨一定量孔隙。當(dāng)能量密度過高時(shí),導(dǎo)致局部熱量急速上升,粉末熔化時(shí)在表面張力的作用下球化(粉末的導(dǎo)熱系數(shù)低),進(jìn)而形成的孔隙。Kahnert等發(fā)現(xiàn)能量輸入過高,不僅會(huì)使成型件表面質(zhì)量變差,嚴(yán)重時(shí)還會(huì)導(dǎo)致涂粉系統(tǒng)的靶機(jī)停止工作,使得制造過程本身必須中止。此外,當(dāng)電子束電流超過某一閾值,合金粉末會(huì)被吹走,在層中留下了不規(guī)則的孔隙,嚴(yán)重時(shí)會(huì)使得整個(gè)粉末床發(fā)生潰散,如圖5所示;對(duì)粉末床進(jìn)行預(yù)熱,以提高其黏附性,克服電子束對(duì)合金粉末的推力,可以避免粉末潰散現(xiàn)象的發(fā)生。缺陷會(huì)對(duì)于C4鈦合金的力學(xué)性能產(chǎn)生不利的影響,必須優(yōu)化EBM工藝參數(shù),如控制掃描速度、調(diào)整掃描線間距和優(yōu)化電子束電流等,減少缺陷的產(chǎn)生。
3 EBM成型TC4鈦合金的力學(xué)性能
3.1EBM成型TC4鈦合金的拉伸性能
表1列出了不同EBM成型工藝下TC4鈦合金的力學(xué)性能。Bruno等研究了EBM成型與鍛造成型的TC4鈦合金的拉伸性能,由于EBM成型TC4鈦合金在成型過程中很容易出現(xiàn)孔隙缺陷,并且其顯微組織分布不均勻,導(dǎo)致它的抗拉強(qiáng)度、屈服強(qiáng)度最高分別為996MPa和919MPa,略低于鍛造成型的TC4鈦合金的強(qiáng)度(抗拉強(qiáng)度和屈服強(qiáng)度分別為1034MPa,991MPa:);王等也研究了EBM成型TC4鈦合金的拉伸性能,發(fā)現(xiàn)它的抗拉強(qiáng)度為1002MPa,屈服強(qiáng)度為932MPa,伸長(zhǎng)率為14.4%,所有的性能指標(biāo)均高于TC4鈦合金鍛件經(jīng)退火時(shí)效處理后的性能。
EBM成型TC4鈦合金的力學(xué)性能存在顯著的各向異性。Bruno等和Hrabe等發(fā)現(xiàn)EBM成型樣品的水平方向的抗拉強(qiáng)度強(qiáng)于豎直方向的抗拉強(qiáng)度(表1),而成型樣品的水平方向的伸長(zhǎng)率小于豎直方向的伸長(zhǎng)率。這是由于合金內(nèi)部B晶粒不均勻造成的:成型樣品主要沿垂直方向生長(zhǎng);水平方向形成較小的初生β晶粒減小了晶界處的應(yīng)力堆積,從而延緩了裂紋萌生,使之具有略大的伸長(zhǎng)率。
Hrabe等發(fā)現(xiàn)電子束掃描速度(與能量密度負(fù)相關(guān))增大會(huì)使α板條的厚度略微減小(1.16μm→0.95un),進(jìn)而使抗拉強(qiáng)度、屈服強(qiáng)度和顯微硬度分別提高了2%,3%和2%。
Formanoir等將EBM成型TC4鈦合金分別在950℃保溫60min和1040℃保溫30min,均采用水冷和空冷兩種冷卻方式,合金的抗拉強(qiáng)度和屈服強(qiáng)度略有降低,伸長(zhǎng)率未得到顯著提高,表明只有控制EBM成型關(guān)鍵參數(shù)是提高合金性能的有效方法。
3.2 EBM成型TC4鈦合金的疲勞性能
Chan等測(cè)試了EBM成型TC4鈦合金與軋制TC4鈦合金在600MPa(±10%)的交變彎曲應(yīng)力作用下的疲勞壽命(循環(huán)次數(shù))。結(jié)果表明EBM成型TC4鈦合金的疲勞壽命僅為軋制合金的疲勞壽命的17%;EBM成型TC4鈦合金的斷口處分布著由于熔化不良區(qū)域?qū)е碌牟煌螤畹目紫叮移浔砻娲植诙纫策h(yuǎn)高于軋制TC4鈦合金,這是其低疲勞壽命的重要原因。
Tammas-Williams等發(fā)現(xiàn)熱等靜壓(hotisostatic pressing,HIP)處理能有效地消除EBM成型TC4鈦合金中的絕大部分孔隙,如圖6所示。但如果樣品中存在一些隧道孔并且連接到表面,HIP處理下的高壓氬氣會(huì)滲透到隧道孔中,使得這些隧道缺陷輕微擴(kuò)張,造成HIP處理失效;在HIP前對(duì)樣品添加涂層,可去除隧道缺陷。Shui等發(fā)現(xiàn)EBM成型的TC4鈦合金經(jīng)HIP處理后,雖然。板條變厚,位錯(cuò)密度降低,抗拉強(qiáng)度以及屈服強(qiáng)度分別由870MPa和788MPa降至819MPa和711MPa,但HIP處理使組織變得更加均勻,合金相對(duì)密度由99.3%上升至99.8%,減少了裂紋萌生源,進(jìn)而使疲勞強(qiáng)度由460boa升高至580MPa。
4 結(jié)束語(yǔ)
綜上所述,國(guó)內(nèi)外針對(duì)EBM成型TC4鈦合金的研究結(jié)果表明:EBM成型TC4鈦合金宏觀組織為沿構(gòu)建方向生長(zhǎng)的柱狀晶,顯微組織為α+β層狀結(jié)構(gòu),冷卻速率越快,越易得到更精細(xì)的顯微組織。優(yōu)化工藝參數(shù)使EBM具有最佳能量密度,能有效避免大量缺陷的產(chǎn)生。后續(xù)HOP處理也能夠去除孔隙并使顯微組織均勻,雖然導(dǎo)致晶粒粗化、降低位錯(cuò)密度,合金強(qiáng)度略有下降,但卻能顯著提高疲勞性能。優(yōu)化EBM成型過程的各項(xiàng)參數(shù),輔以恰當(dāng)?shù)暮罄m(xù)處理,能夠獲得與常規(guī)鑄鍛方式性能相當(dāng)?shù)腡C4鈦合金。EBM節(jié)省原材料、速度快、效率高,便于復(fù)雜形狀工件成型,必將逐步取代目前的減材制造方式應(yīng)用于航空航天、化工和醫(yī)療等領(lǐng)域。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
文藝生活·下旬刊(2016年10期)2016-11-03 22:04:01
中國(guó)市場(chǎng)(2016年36期)2016-10-19 04:28:06
科學(xué)與財(cái)富(2016年28期)2016-10-14 21:45:00
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
河南科技(2014年5期)2014-02-27 14:05:46
環(huán)球時(shí)報(bào)(2014-02-17)2014-02-17 23:50:59