渦輪發動機復合材料葉片用增強織物研究進展
2019-01-21 01:24:42容治軍
天津工業大學學報 2018年6期
陳 利 ,陳 冬 ,容治軍 ,孫 穎 ,孫 緋
(1.天津工業大學 紡織科學與工程學院,天津300387;2.天津工業大學先進紡織復合材料教育部重點實驗室,天津300387)
自20世紀50年代末出現第一代渦輪發動機后,渦輪發動機的發展取得巨大的成就[1-4].風扇葉片作為渦輪發動機的關鍵部件,在工作狀態下與流體表面接觸,需要承受較大的流動載荷,當每個葉片產生0.1°葉角差時,葉片的快速旋轉會使氣體阻塞和失速,甚至發生喘震破壞,因此渦輪發動機的性能與風扇葉片的發展密切相關[5].傳統的金屬材料振動性能不夠理想,葉片在工作中易產生震顫破壞,而且改善振動性能的同時會增加葉片質量,給葉片的制作帶來了很多困難[6].
葉片是渦輪發動機最重要的部件之一,約占發動機總質量的30%~35%,其中葉片質量每減少1 kg,風扇機匣的質量相應減少1 kg,傳動系統質量減少1 kg,同時發動機結構質量將減少0.5 kg[7].以碳纖維復合材料為代表的先進復合材料具有高比強度和高比模量、良好的耐腐蝕性和疲勞耐久性以及整體成形性和非線性振動等特征,渦輪發動機采用先進復合材料是實現高效率和減重的唯一途徑[8].與鈦合金葉片相比,復合材料葉片數量減少50%,質量減輕60%,具有高效率、低噪音、低油耗等優勢,其抗鳥撞和吞鳥能力也得到了適航認可[9].
增強織物作為復合材料的結構骨架,它的作用類似于建筑物中的鋼筋結構框架,不但影響復合材料的結構和力學性能,而且決定著葉片的承載能力、疲勞性能以及運行穩定性等[10].本文在介紹國內外復合葉片發展的基礎上,對葉片用復合材料增強織物的研究現狀進行概述,提出了未來渦輪葉片用增強織物的發展方向,以期為復合材料葉片的設計提供技術參考.
1 復合材料葉片發展現狀
渦輪葉片的理想特性是:在軟物撞擊(鳥撞擊)試驗之后保持葉型剖面;對高循環疲勞不敏感;當發生葉片脫落時相鄰葉片損傷最小;兩次維修之間的平均時間間隔最長;安全裕度提高;一致/可重復加工性和尺寸穩定性;風扇葉片一體化[11].采用復合材料能夠更好地滿足以上要求,各國為此進行了大量研究.
早在20世紀60年代末期,英國羅-羅(Rolls-Royce)公司就開始了關于復合材料葉片的研制,并率先采用鋪層方法制備碳纖維復合材料葉片,應用于Conway42發動機,于西非航線上進行飛行鑒定,被暴風雨擊傷造成葉片分層[12-13].隨后,美國普拉特-惠特尼(Pratt-Whitney)公司和通用電氣(GE)公司在1968年分別研制了碳纖維復合材料葉片用于JT9D發動機和TF-39發動機.1985年,GE公司利用改性環氧樹脂,在GE36風扇研發中設計了一系列復合材料葉片.1991年,GE公司的GE90發動機葉片采用碳纖維增強高韌性環氧樹脂復合材料替代鈦合金材料制備掠形大流量寬弦葉片,至今安全飛行890×106h[14].
2006年,GE公司首次試車的GEnx發動機,采用了18個高模量碳纖維IMT/8551-7預浸料熱壓成型的實芯復合材料葉片,并首次開發了碳纖維復合材料機匣[15-16].至今,GEnx發動機是世界上唯一采用復合材料風扇機匣和葉片的渦扇噴氣發動機,其質量更輕,有效載荷性能更好,耐久性更高,其飛行成本、油耗和噪聲更低[17].2008年,法國斯奈克瑪(SNECMA)公司和美國GE公司聯合的國際發動機公司(CFM)研發了LEAP-X1C發動機,首次采用樹脂傳遞模塑(RTM)工藝制備碳纖維三維機織結構復合材料葉片,與現役CFM56系列發動機相比,LEAP-X1C發動機油耗降低16%,二氧化碳排放量減少16%,氮氧化物排放量減少40%,并且更為安靜[18].2014年,英國羅-羅(Rolls-Royce)公司Advance和UltraFan發動機的碳-鈦合金混雜復合材料葉片成功通過了首次裝機試飛[19].三維織物增強高韌性樹脂復合材料葉片技術為葉片損傷容限的提高提供了更廣闊的設計空間.
圍繞復合材料發動機風扇葉片,我國也開展了一些卓有成效的研究工作.2000年,航空材料研究院研發出二維編織復合材料葉片.2004年,北京航空航天大學和南京航空航天大學對RTM技術仿真和三維織物復合材料葉片的研究現狀分別作了綜述,呼吁我國盡早開展此方面研究[20].2016年,西安交通大學根據渦輪葉片在工作時的受力,設計出一種纖維定向增強陶瓷基復合材料渦輪葉片[21].巨大的全球航空市場使航空發動機的需求量迅速擴大,作為航空發動機的關鍵部件,發動機葉片的需求量十分可觀.
2 復合材料葉片增強織物的研究進展
目前國內外關于復合材料葉片的設計和制備取得了多項研究成果,例如實心碳纖維葉片、實心混雜纖維葉片、超混雜葉片等.增強織物織造技術是制備復合材料葉片的核心技術之一,根據發動機推力和適用性,國外主要采用了2種復合材料葉片增強織物制備技術.其中適用于B777、B787和A350等雙通道客機且具有較大推力和較大葉盤直徑的GE90、GEnx、Trent 1000和Trent XWB渦扇發動機葉片,其增強織物采用IM/8551-7及IM7/M91預浸料,并運用激光定位手工/自動化成型.而最新開發的適用于B737、A320、C919等單通道客機、具有較小推力的LEAP-X渦扇發動機葉片,其增強織物采用了IM7碳纖維預浸料和結合RTM自動化技術成型的三維編織結構[22].綜上所述,復合材料葉片增強織物的制造工藝主要包括預浸料鋪放(鋪層)技術和三維織物織造技術[23].
2.1 復合材料鋪層技術
復合材料鋪層技術是將二維纖維預浸料按設計角度、位置、層數精密鋪覆,形成三維紡織結構[24].鋪層結構復合材料葉片的缺陷是厚度方向沒有纖維連接,導致葉片抗沖擊性能不理想,當葉片受到外來異物沖擊時,容易產生分層破壞而導致葉片整體失效.
2.1.1 二維預浸料或織物鋪層復合材料
美國通用電氣公司GE90發動機風扇葉片由400層預浸帶從葉根到葉尖逐漸鋪層制得;俄羅斯研制的航空發動機風扇外殼機匣使用復合材料,葉片螺旋層區域由二維鋪層復合材料組成;日本JAXA宇航研究中心研制的鋪層復合材料葉片采用了反對稱鋪層方式,改善復合材料葉片的力學性能;捷克技術大學為往復式發動機驅動的帶導流罩的軸流風機設計的葉片和驅動軸采用了碳/環氧復合材料.上述材料主要由二維預浸料或織物鋪層構成.
2.1.2 混雜纖維復合材料和超混雜復合材料
單一纖維增強體復合材料存在自身缺陷,于是人們開發了用碳纖維、玻璃纖維等高性能纖維甚至輕質金屬材料混合的方法,這些方法是提高葉片的抗分層性能以及保護能力的有效途徑之一.為提高鋪層結構復合材料葉片的抗沖擊性能,Friedrich[25]提出了3種方案:①葉根和葉身表面采用碳纖維與玻璃纖維或芳綸纖維預浸料混雜,混雜比為4∶1,纖維鋪層結構為[0°/22°/0°/-22°];②14 層碳纖維或芳綸纖維預浸料制成葉芯,分別用碳纖維和芳綸纖維(或分別用碳纖維和玻璃纖維)預浸料交替包覆,交替包覆鋪層角為[0°/22°/0°/-22°];③在碳纖維復合材料葉片葉尖處設計4層角度為80°和45°的芳綸纖維層.經抗大鳥撞擊試驗驗證,3類7種鋪層結構復合材料葉片中,第①類和第③類混雜纖維鋪層復合材料葉片具有更好的抗沖擊性能.受到大鳥沖擊時,葉身表面和葉根部的玻璃纖維使葉片具有更高的失效應變,采用芳綸纖維可在解決抗分層問題的同時有效提高葉尖的局部抗損壞能力.
1975年,通用電氣公司Carlson等[26]采用高性能纖維與金屬纖維的超混雜鋪層結構提高復合材料葉片的整體性能,該設計將內部網狀層與長絲/基質材料的層壓結構相結合,與葉身邊緣呈45°方向配置鋪放類似于平紋布的金屬網,有效地保護了葉片的內部結構.1979年,通用電氣公司Salemme等[27]再次設計了復合材料葉片的超混雜結構,由碳纖維預浸料、金屬網、鎳鍍層組成,這種葉片前緣的混雜鋪層結構設計使得葉片受外物撞擊時能夠吸收和傳導更多的能量,更好地保護葉身;而且在鋪層結構內,金屬網層起到連接上下預浸料層的作用,顯著提高葉片的層間性能;制備過程中,要求金屬纖維網層與碳纖維預浸料層在模具作用下協調扭曲變形并固化,最終在葉片前緣固化一層金屬網并在金屬網上鍍一層厚度為0.005~0.127 cm的鎳.這種設計類似于文獻[26]的超混雜結構.
2.2 復合材料三維織造技術
三維織物是指由多層紗線立體交織構成的高厚織物,包括具有復雜形狀的中空結構或三維薄殼結構織物[28].三維織物結構復合材料葉片是三維織造技術和現代復合材料技術相結合的產物.進入21世紀,航空發動機對高損傷容限復合材料的強烈需求推動著復合材料技術的迅速發展,而通過不斷提高碳纖維/環氧樹脂預浸帶韌性的方法很難滿足高損傷容限的要求,在此背景下,三維織物結構復合材料應運而生.其中,三維織物結構具有多向纖維束構成的空間互鎖網狀結構,提高了沿厚度方向的力學性能[29],從根本上克服了分層現象,具有較好的抗沖擊韌性和抗疲勞特性,并能夠直接成型多種復雜形狀,為設計和制造凈尺寸復合材料部件提供了新思路.
葉片如何在織造過程中形成與模具相近的近凈體,在自然狀態下預制件緊密地鋪覆在腔膜內保持空間扭轉狀,一直是葉片用三維織物結構設計和工藝設計需要解決的難題.2006年,美國國家宇航局(NASA)Dambrine等[30]提出了一種葉片預成型體的三維織造方法,如圖1所示.
圖1(a)為織物組織沿經向的橫截面,共有10個類似的橫截面連接組成一個完整的循環結構;圖1(b)為葉片厚度區域分布圖,從葉根到葉尖厚度逐漸減小,圖中虛線為等厚度分隔線.
2011年,斯奈克瑪動力部件公司(Snecma)Coupet等[31]通過控制三維織物組織結構、紗線細度的方法實現了葉片厚度的連續變化,如圖2所示.
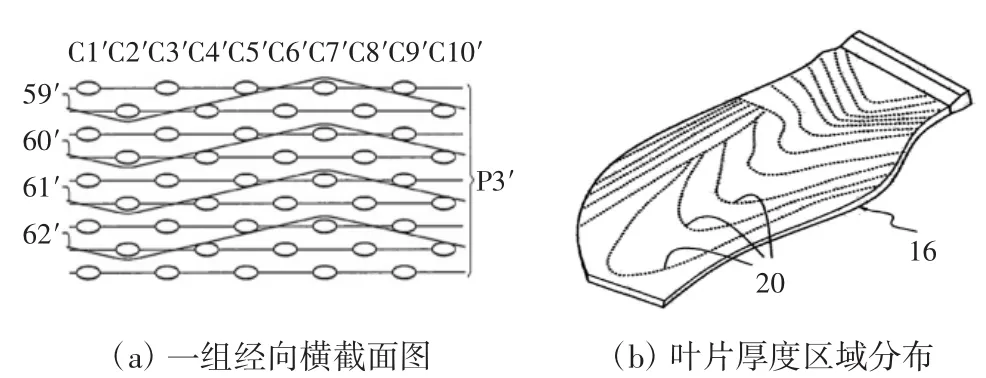
圖1 葉片預成型體三維織物設計示意圖Fig.1 3D fabric design diagram of blade preform
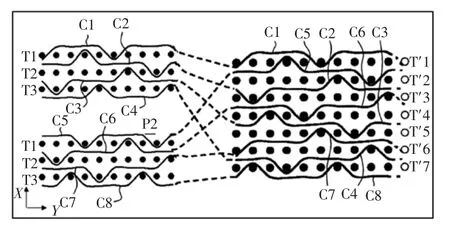
圖2 三維機織葉片預成型體減緯紗示意圖Fig.2 Weft subtraction diagram of 3D weaving blade preform
圖2中,沿Y方向作為織物厚度增加方向,其中右側8枚經紗與7層緯紗形成多重緞紋織物,在織物厚度變化的過程中,分成兩個4枚經紗和3層緯紗交織的多重緞紋結構,這種分層織造使一根緯紗不參與織造從而實現減厚的效果.在減紗過程中,經紗左右移動使得織物結構在減厚的同時改變織物寬度.
2017年,天津工業大學容治軍[32]織造了一種葉片用三維機織物,這種三維織物組織結構類似多層緞紋組織,在厚度方向整體連接,直接降低紗線交織密度,紗線在經緯向產生小范圍移動,實現了葉片預成型體擁有良好變形性和可定型性的復合工藝要求,其組織循環結構如圖3所示.
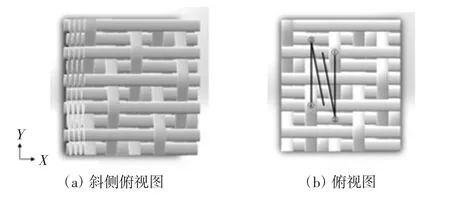
圖3 三維織物組織結構示意圖Fig.3 3D fabric structure diagram
圖3中,沿X方向為緯紗,Y方向為經紗,連接緯紗的直線為輔助線.緯紗的交錯配置使兩個交織點間的經紗段與水平方向的夾角約為3°,使得經緯紗近似的呈水平分布且層層相連.
綜上所述,增強織物制造技術主要包括預浸料鋪放(鋪層)技術和三維織物織造技術[33],值得注意的是,預浸料鋪放技術層間能較差,一直制約其發展,而三維織物織造技術更好的解決了這一難題.三維織物織造技術主要優點包括:①可以靈活地設計整個增強織物結構,比如葉片頂部更薄,根部更厚,減少鋪層設計分層缺陷的產生;②采取連續變截面設計能夠更好地承擔載荷;③擁有優異的綜合力學性能,更高的損傷容限;④設計匹配性好的一次成型結構,減少后續加工成本.
3 葉片用三維織物亟待解決的問題
三維織造技術[34]存在沿厚度方向的纖維,具有更好的綜合力學性能、更高的損傷容限等特性,但與傳統金屬材料和鋪層結構相比,三維織物增強復合材料葉片織造技術在應用中起步較晚,不夠成熟.因此,關于三維織造技術結構設計與工藝控制還存在很多挑戰,許多研究工作需要開展:
(1)三維織物結構靈活的可設計性,使其材料結構多樣化.結合復合材料的失效判據,采用類“積木式”實驗方法策略,建立整體化葉片預成型體微-細觀結構不規則性的定量表達,建立柔性化織造全過程的質量控制依據.制定與三維機織復合材料制備有關的系列工藝標準,進一步完善三維織物結構工藝設計.
(2)結合現代化紡織技術,進行多學科技術交流,進一步提高三維織物自動化制造技術,完善三維織物結構材料-設計-工藝一體化行業標準,盡早實現三維織物結構快速-低成本織造技術.
(3)葉片工作在極端載荷和惡劣環境下,受到鳥撞等外物撞擊、高周疲勞、振動、材料缺陷等因素影響,作為準確數值模擬仿真的基礎,建立用于制造葉片的三維機織復合材料按損傷容限設計的性能數據庫和按可靠性概率設計所需的統計性能數據庫.
(4)開展三維織物復合材料動態力學性能及本構關系研究,分析織物結構、界面結構、鈦合金工藝對性能影響的試驗驗證工作.
4 結束語
縱觀國內外渦輪復合材料葉片的現狀和發展,采用樹脂基復合材料是提高發動機效率最為有效的手段,國內外學者經過多年的探索和努力,取得了一定的研究成果.相較三維織造技術,鋪層技術更為成熟,應用廣泛,但是鋪層結構較差的層間性能是制約其發展的重要因素,三維織物成功解決了層間性能缺陷,并為先進復合材料設計提供了新的思路和方法.如今新型制造技術日新月異,希望不久的將來三維織造技術成為新一代渦輪復合材料葉片增強材料的主流.
猜你喜歡
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
汽車與新動力(2015年1期)2015-02-27 12:11:01
應用化工(2014年10期)2014-08-16 13:11:29
無機化學學報(2014年4期)2014-02-28 17:31:11
