超聲波檢測鍛件中直探頭的調試方法
2019-01-14 02:44:25陳曉燕陳侖鄒金廷張悅
科技資訊 2019年31期
陳曉燕 陳侖 鄒金廷 張悅
摘 ?要:隨著社會主義市場經濟的蓬勃發展,我國的工業化程度有了大幅度提高,各種機械設備裝置大量應用的同時,也存在這著極大的安全隱患,尤其是鍋爐爆炸、管道泄漏等安全事故頻繁發生。超聲檢測就是發現這類安全隱患的直接而有效的手段。該文介紹的是超聲波鍛件檢測基本方法以及PXUT-330直探頭檢測鍛件操作步驟,幫助讀者快速掌握超聲檢測鍛件的基本原理、PXUT-330儀器使用方法、檢測步驟及相關公式的應用。
關鍵詞:機械設備 ?超聲檢測 ?鍛件檢測 ?直探頭
中圖分類號:TG115 ? 文獻標識碼:A 文章編號:1672-3791(2019)11(a)-0055-02
超聲檢測是工業上無損檢測的方法之一。超聲波進入物體遇到缺陷時,一部分聲波會產生反射,接收器可對反射波進行分析,就能異常精確地測出缺陷來,并且能顯示內部缺陷的位置和大小,測定材料厚度等,其鍛件超聲檢測主要分為以下3類。
(1)軸類鍛件采用直探頭徑向和軸向檢測以及斜探頭周向及軸向檢測。
(2)餅類、碗類鍛件采用直探頭端面檢測。
(3)筒形或環形采用直探頭,雙晶直探頭以及斜探頭檢測。
該文主要探測母材厚度大于3N(N為近場區長度)的鍛件,采用單晶直探頭用工件大平底法檢測。
1 ?基本步驟
使用儀器為友聯PXUT-330全數字智能超聲波探傷儀,2.5P20單晶直探頭,CSK-IA試塊。
1.1 調試步驟
(1)開機:按<電源>鍵,按<確定>鍵,進入探傷界面。
(2)初始化儀器:按最右邊快捷鍵
(3)參數設置:按兩下<通道>鍵調出設置菜單,按<1>鍵將探頭類型選為“直探頭”,并設置頻率、晶片尺寸以及所采用的探傷標準,按<確定>鍵退出菜單。
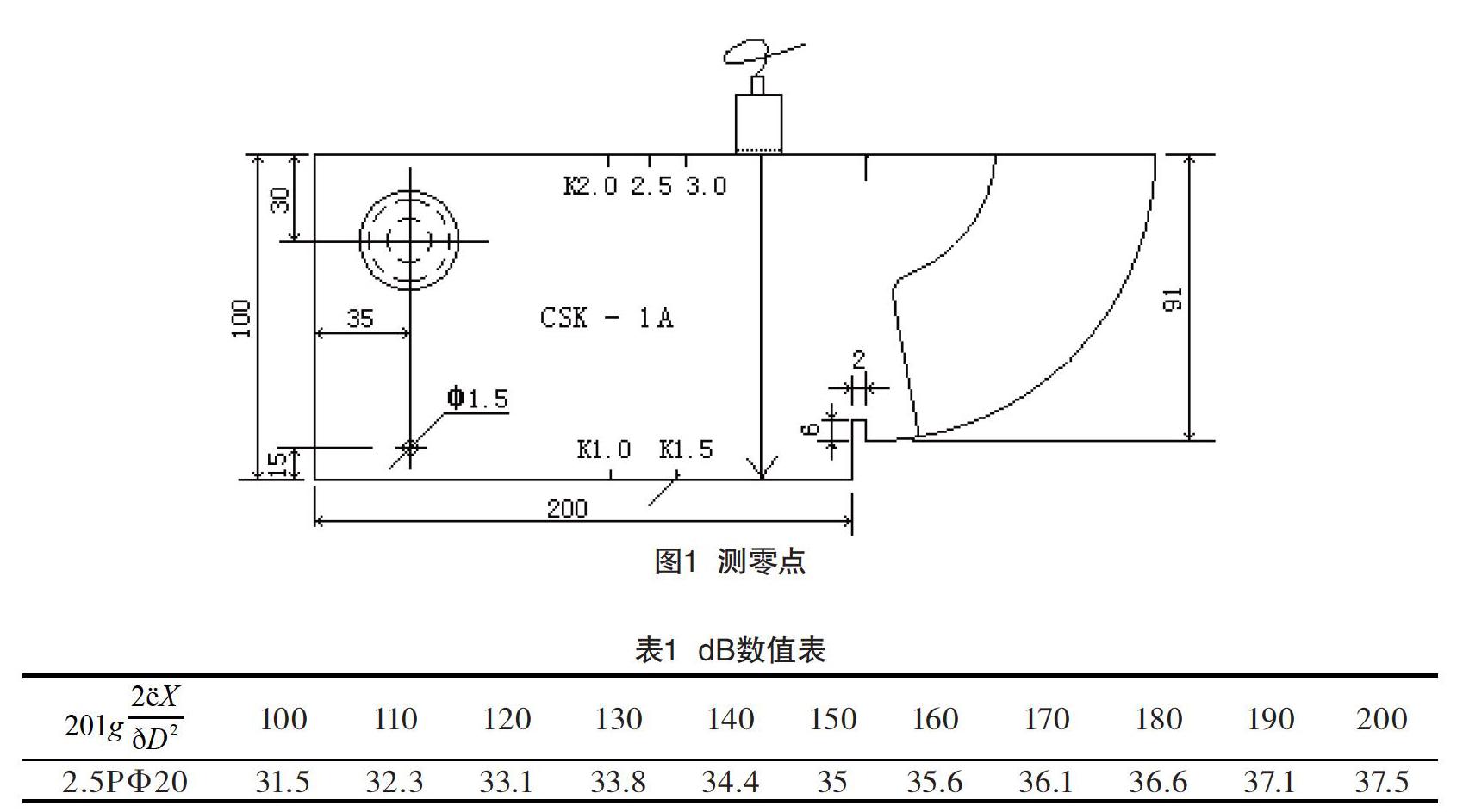
(4)測零點:按兩下<零點>鍵進入調教菜單,按<確定>鍵開始測試,儀器默認預置工件聲速5920m/s,一次回波聲程100mm,二次回波聲程0mm,按<確定>鍵進入測試,如圖1所示,將探頭置于CSK-IA試塊100mm大平底上,待回波自動降至屏幕80%高時按<確定>,此時零點即測完畢。
(5)探傷靈敏度調節。
①找到工件無缺陷處底波的最高波,將波門移到波上方,按<自動增宜>鍵將波高調至80%。記下此時增益讀數BG,工件厚度H。
②根據公式計算出工件大平底與φ2的dB差(參考表1),記為dB1,將儀器的增益屬調至BG+dB1,此時探傷靈敏度就調好了,即BG+dB1(λ=聲速/頻率, X=工件厚度,D=平底孔直徑φ2)。
1.2 檢測工件
將探頭置于工件上掃查,如發現缺陷回波,按<波門>鍵再按<+>或<->鍵將波門移至缺陷波上方,通過調節增益使得缺陷波的最高波置于屏幕的80%高,記錄下此時的增益值,記為dB2,同時記錄下屏幕上方顯示區缺陷的深度讀數XX.X記錄為h。
1.3 缺陷當量的計算
方法一:△dB=BG+dB1-dB2-12-40lg(X/h)即缺陷大小相當于4+△dB,查標準評級。
方法二:根據公式BG+dB1-dB2=40lg,其中Ax為鍛件厚度,Af為缺陷深度,Df為待測缺陷孔徑,Dj為Ф2,算出缺陷的孔徑,然后根據公式△dB=40lg(Df/4)算出缺陷大小相當于4+△dB,查標準評級。
2 ?結語
超聲檢測操作簡單,成本低,速度快,設備輕便,對人體及環境無害,且對缺陷定位精準。其中鍛件是制造各種機械設備及鍋爐、壓力容器的重要毛坯件。該文所介紹的超聲波檢鍛件檢測用途廣泛,操作簡單,能幫助同學快速掌握直探頭檢測基本操作。
參考文獻
[1] 鄭暉,林樹青.超聲檢測[M].北京:中國勞動社會保障出版社,2008.
[2] NB/T 47013.3-2015,承壓設備無損檢測第三部分:超聲檢測[S].北京:新華出版社,2015.
