基于雙目視覺的蝶形彈簧三維尺寸光學檢測方法
2019-01-02 05:36:26姚海濱崔海華卞新光
機械設計與制造工程 2018年12期
關鍵詞:測量
姚海濱,姜 濤,崔海華,卞新光
(1.揚州市職業大學電氣與汽車工程學院, 江蘇 揚州 225009)(2.南京航空航天大學機電學院,江蘇 南京 210016)
零件的三維尺寸測量技術是數字化設計制造、工業自動化的關鍵基礎技術之一[1]。隨著制造水平的提高,零件為滿足功能性需求通常具有特殊結構,且精度要求高,這為零件的尺寸檢測和質量評估帶來了挑戰。蝶形彈簧[2]是一種特殊的彈簧,由沖壓、淬火、噴丸或噴砂等多道工序制造而成,具有極強的吸震能力,尤其適用于軸向變形量小而承受載荷大的場合,在航空航天器、大型機床等設備中應用廣泛。但是,受到復雜制造工序的影響,蝶形彈簧的廢品率非常高。成批生產的蝶形彈簧必須檢測合格才能使用,迫使部分廠家將大量的人力成本投入到尺寸檢測中,但較低的檢測效率對自動化尺寸檢測提出了需求。
雙目視覺三維測量技術是一種基于計算機視覺方法的非接觸式測量技術,其利用雙目工業CCD(charge coupled device,電荷耦合器件)相機動態獲取零件的圖像數據,通過特征提取與立體匹配獲得零件的三維信息[3-4]。但是當前雙目視覺測量中還存在不少需要改進的地方,特別是在特征提取和立體匹配的精度方面依舊有很大的提升空間。在圓、角點、直線等特征檢測方面,張虎等[5]利用Harris算子提取工件表面特征,但該方法精度較低;李亮等[6]提出了用于圓筒形鍛件在線測量的方法,該方法可以實現鍛件長度和直徑的測量,但是不能用于精度要求高的場合,并且在復雜背景下提取精度不高;Gadelmawla[7-8]提出了一種重建齒輪輪廓的雙目視覺方法,該方法的關鍵是在對圖像閾值化之后進行邊緣檢測,這也使得閾值的選擇對測量精度影響較大,導致系統整體魯棒性差。
本文分別從蝶形彈簧結構及測量原理、蝶形彈簧圖像特征提取及匹配、測量實驗及結果分析3個方面介紹蝶形彈簧尺寸測量的過程,以此證明采用本文的方法能夠顯著提升測量精度,滿足自動化生產的要求。
1 蝶形彈簧結構及測量原理
1.1 蝶形彈簧結構及測量系統
圖1為DIN 2093—2013(GB/T 1972—2005)規格的蝶形彈簧零件圖,需要檢測的尺寸參數包括內徑、外徑和高度。視覺測量系統包括以下組成部分:雙目CCD相機、高功率LED(light emitting diode,發光二極管)光源、漫反射毛玻璃、千兆數據傳輸網線、交換機、圓形標志點。毛玻璃上粘貼有圓形標記點,將蝶形彈簧放置在毛玻璃上,雙目相機實時采集圖像數據,通過數據傳輸網線和交換機傳輸到計算機。在計算機上編寫基于MFC(Microsoft foundation classes,微軟基礎類庫)的對話框界面,實時處理圖像數據并顯示測量結果。
1.2 尺寸測量原理
圖2為本系統實現蝶形彈簧三維重建的原理圖。在測量平面上粘貼標志點,分別提取標志點圓心和蝶形彈簧上頂圓圓心,實現三維重建和尺寸計算。
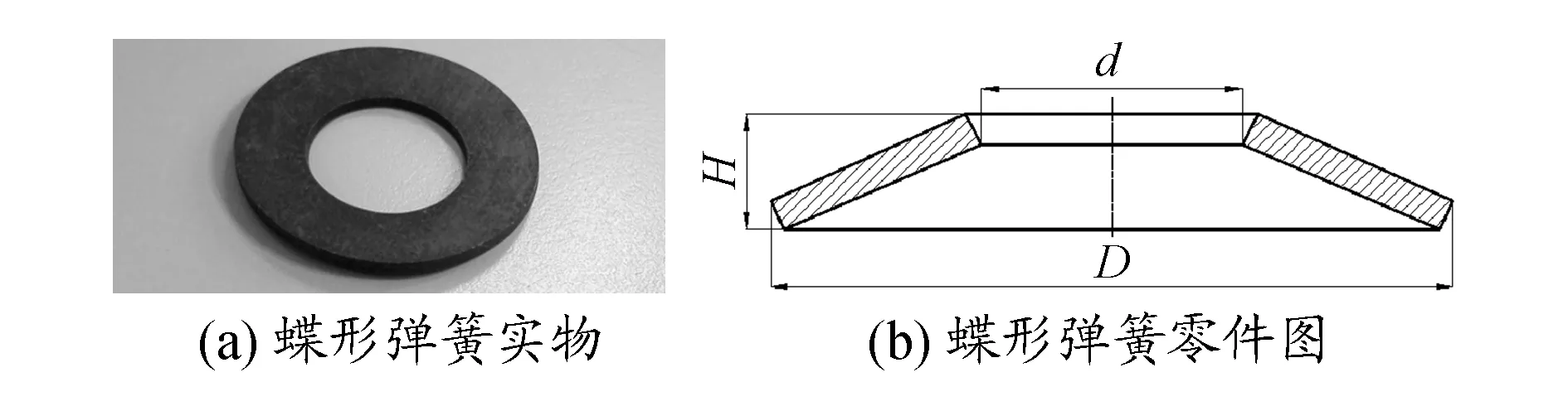
圖1 蝶形彈簧示意圖
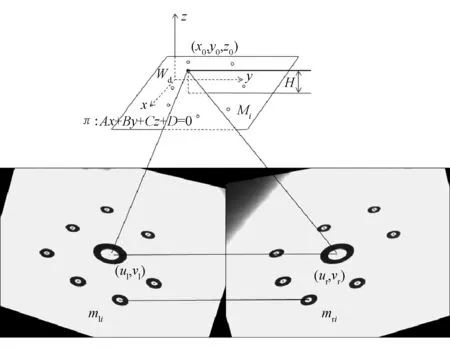
圖2 測量系統原理圖
雙目視覺測量的基本原理是視差原理,即空間一點在雙目圖像投影點存在視差,利用鏡頭小孔成像原理便可以計算出物體三維特征。空間一點PW(XW,YW,ZW)成像在左右圖像平面中的點分別為p1(x1,y1)和pr(xr,yr),左右相機內參矩陣分別為K1和Kr,世界坐標系原點在左相機光心,左右相機坐標系旋轉平移矩陣M1r=[R|t],其中R=(rij)3×3,t=(tx,ty,tz)T,則有:
p1=K1PW
(1)
pr=KrPW=K1M1rPW
(2)
將式(1)、(2)展開并根據矩陣運算可以求解出點PW的世界坐標:
(3)
式中:tx為旋轉矩陣在X方向上的平移距離;tz為旋轉矩陣在Z方向上的平移距離;A=(x1-u1)/f1,B=(y1-v1)/f1,C=(xr-ur)/fr,其中(u1,v1)和(ur,vr)為左右圖像主點坐標,f1為左相機的焦距,fr為右相機的焦距。
蝶形彈簧內外徑測量原理如下:先從圖像中提取蝶形彈簧上下圓的圖像特征,獲得像素坐標,然后用像素坐標擬合橢圓,根據二次曲線成像變換的不變性,可以判定橢圓長軸即為蝶形彈簧的直徑。
蝶形彈簧高度測量原理如下:在本系統中,用雙目視覺先重建出圓形標志點,再利用標志點擬合測量平面。假設測量平面π方程為PX=1,其中P為三維點集合,標記點空間坐標為Pi(Xi,Yi,Zi),X=(x1,x2,x3)為系數矩陣,同時為平面法向量。根據最小二乘原理可得X=(PTP)-1PT。蝶形彈簧放置在測量平面上,若測得彈簧上頂圓圓心三維坐標為P0(x0,y0,z0),則彈簧的高度H為
(4)
式中:δ為在法線方向的補償量,用于補償因圓形標記點的厚度造成的高度偏差。
2 蝶形彈簧圖像特征提取及匹配
2.1 K均值聚類的碟簧特征提取
在測量橢圓內外徑時,需要利用彈簧輪廓擬合橢圓,因而邊緣檢測是影響測量精度的主要因素之一。相機采集的圖像為8位灰度圖像,256個灰度級,采用背光照射后,背景接近白色,而彈簧上頂圓接近黑色,彈簧側面為灰度過渡,采用閾值化處理會造成邊緣的擴大或縮小。本文利用機器學習中聚類的思想,將彈簧圖像按照灰度聚為3類,即Ci(i=1,2,3),再進行邊緣檢測。K均值聚類目標函數如下:
(5)


4)重復步驟2),遍歷所有像素點后結束程序。
受到圖像噪聲影響,灰度聚類后并不能完全分割出蝶形彈簧的邊緣,進一步將灰度梯度作為聚類對象,將其聚類成兩類:黑色向灰度過渡類S1、灰度向白色過渡類S2。判定彈簧邊緣的依據為:屬于C1∩S1的像素為碟簧上邊緣;屬于(C2∩S1)∪(C2∩S2)的像素為碟簧側面;屬于C3∩S2的像素為碟簧下邊緣。
2.2 特征模板的主動立體匹配
獲得左右圖像輪廓點后需要進行對應輪廓匹配,計算視差并進行三維重建,由于蝶形彈簧為橢圓,僅利用極線約束匹配會產生一對多和多對一匹配錯誤。本文提出基于特征模板的輪廓匹配方法,自主構建立體匹配點。為輪廓特征建立描述向量D={i∈N|di},其中d1為輪廓包圍面積;d2為輪廓長度;d3為輪廓主方向向量,為二維向量;d4為輪廓主方向極限點,為二維坐標點;d5為輪廓Hu矩,為7維向量;d6為輪廓形心,為二維坐標點。設定輪廓特征向量閾值ε,若‖D1-Dr‖2≤ε,則判定左右輪廓為相同輪廓,其中方向向量不要求一致,只需要偏轉方向同為順時針或逆時針。
為重建輪廓邊緣,在輪廓線上主動設定匹配點。設左圖像匹配點集為pi,輪廓形心e坐標為(xe,ye),則
pi=e+eki
(6)
式中:ki為形心e到點pi的方向向量。輪廓完全匹配后,主方向向量d3已知,設定偏角為Δθ,則可根據主方向向量求解主動添加點的方向向量ki=d3cos(iΔθ),i每次循環加1,即可獲得新點的方向約束,加上新點作為增加的約束條件,此條件必須滿足在檢測的輪廓上的點數據,便可以求出所有匹配點坐標。對左右圖像做相同處理,即可獲得立體匹配點。
3 測量實驗與結果分析
3.1 實驗硬件搭建
在實驗中,工業相機型號為IMAGESOURCE DMK23G455,系統搭建在支撐架上。圓形標志點直徑為3mm,蝶形彈簧標準尺寸為內徑16.42mm、外徑31.35mm、高度2.80mm。系統搭建完成后,調整好相機位置,使用平面圓標定靶標進行系統標定。測量系統硬件平臺如圖3所示。

圖3 測量系統實物圖
3.2 蝶形彈簧特征提取結果
本文采集圖像后,利用均值濾波和高斯濾波濾除椒鹽噪聲和高斯噪聲,然后采用K均值聚類算法進行灰度聚類,圖像處理結果如圖4所示。

圖4 K均值聚類圖像處理
圖4(b)為利用K均值聚類方法獲得的三類灰度空間,與原圖比較可以看出,聚類結果將蝶形彈簧上頂圓與灰度側面分割出來,使圖像邊緣更加接近真實邊緣。圖4(c)是灰度直方圖統計結果,可以看出,三維灰度空間區分明顯,聚類效果較好。對左右圖像均進行灰度聚類處理,然后利用Canny算子進行邊緣檢測即可獲得清晰輪廓。對邊緣輪廓擬合二次曲線,并根據輪廓特征描述向量生成主動匹配點,處理結果如圖5所示。
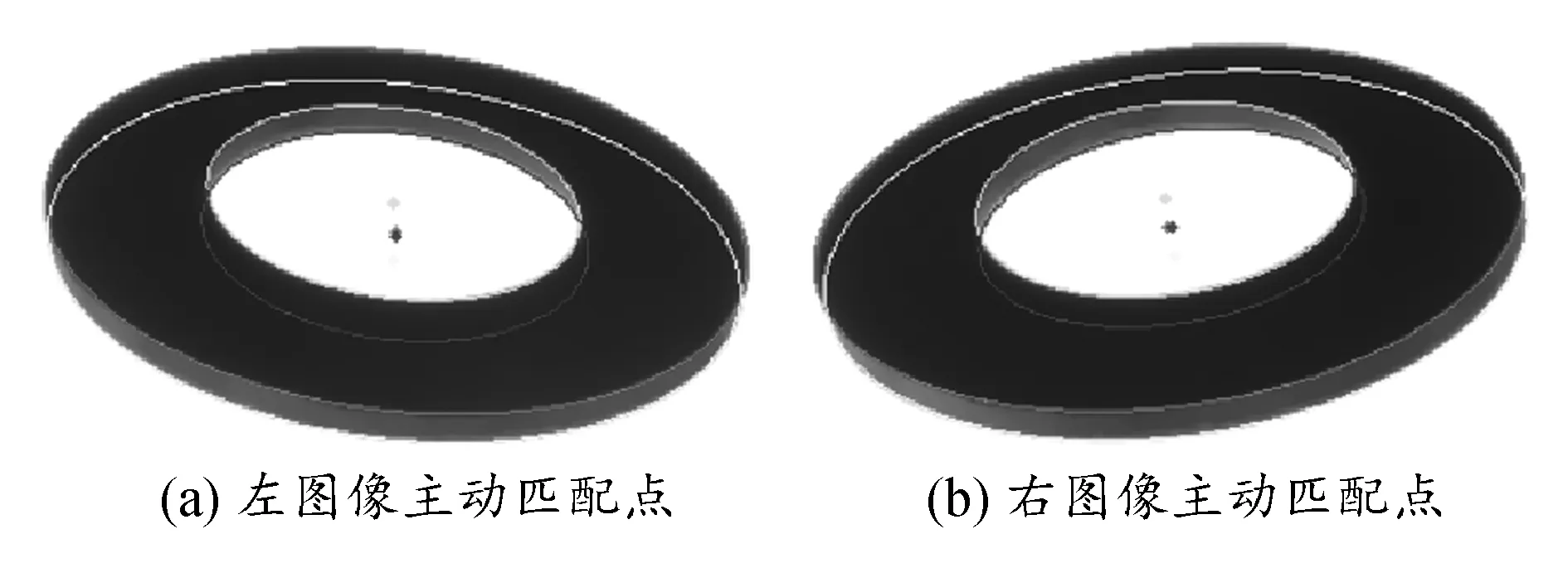
圖5 左右圖像匹配點獲取
聚類分析后利用Canny算子求解邊緣輪廓,計算輪廓的特征描述向量后進行匹配即可生成一系列空間匹配點。立體匹配完成后,利用雙目視差原理可重建蝶形彈簧輪廓點。根據蝶形彈簧的測量原理,橢圓長軸即為蝶形彈簧的直徑,頂圓的圓心到測量平面的距離為彈簧的高度。
3.3 測量結果與分析
開發基于MFC的測量界面,調用相機采集的圖像數據(設置幀率為30幀/s),每次采集后即進行三維重建和尺寸計算,根據蝶形彈簧的尺寸標準和公差許用范圍判定尺寸是否合格。軟件界面和測量結果如圖6和表1所示。

圖6 基于MFC蝶形彈簧測量系統界面

表1 蝶形彈簧尺寸測量結果
由表1可以看出,測量系統的尺寸精度較高,最大誤差不超過0.02mm,且動態測量穩定性高,適用于在線檢測和自動化測量。
4 結束語
蝶形彈簧的三維尺寸采用人工通規和止規的方式測量,效率低,人力成本高。而本文提出的基于雙目CCD相機的蝶形彈簧三維尺寸測量系統,不僅提高了蝶形彈簧輪廓的提取精度,還降低了雙目錯誤匹配率,可為蝶形彈簧自動化測量提供解決方案。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00