改善發射筒賦旋層與纏繞層層間剪切力鋪層工藝研究*
2018-12-21 02:55:20楊躍東趙曉剛楊書文趙海娥周群凱黃升波李永輝
彈箭與制導學報 2018年2期
關鍵詞:復合材料
陳 錳,楊躍東,柳 林,趙曉剛,楊書文,趙海娥,周群凱,黃升波,李永輝
(西安現代控制技術研究所,西安 710065)
0 引言
發射筒是筒裝導彈的重要組成部分,發射筒一般應具有防震、低摩擦、耐磨、耐燒蝕、耐沖刷和電磁屏蔽的能力[1-2]。目前,導彈武器系統的發射筒身管一般都采用玻璃纖維、碳纖維或者混雜纖維增強樹脂基復合材料制備,例如我國的紅箭-8、紅箭-9、某型防空導彈、超高速動能導彈等導彈武器系統[3-5]。
在××型導彈項目中,導彈出筒時需具備一定轉速和初速,若無賦旋層,賦旋刀直接繞著玻璃纖維/環氧樹脂旋轉,導彈受到反作用力較大,會造成導彈難以達到預定轉速和初速,并且可能造成發射筒前沖,嚴重情況下會危及人身安全。因此,研究者設想在發射筒內部鋪設一層可以對導彈產生較小作用力的賦旋層,經過前期工藝摸索,選定了棉布/酚醛樹脂復合材料(cotton cloth reinforced phenolic resin composite,CRPC)作為賦旋層材料。在初期采用CRPC制備賦旋層時,出現了圖1所示的內壁起皺現象,嚴重影響發射筒外觀和性能,極有可能造成導彈出筒不暢,不能按照預設軌道正常飛行。

圖1 發射筒賦旋層內壁
文中研究通過設計棉布纏繞工裝,解決CRFP手工鋪設過程棉布難以均勻鋪展造成的內壁褶皺現象,同時對工藝改善前后的發射筒層間剪切強度進行研究。
1 試驗
1.1 原材料
酚醛樹脂為西安西電電工材料廠生產。耐高溫環氧樹脂體系使用E51環氧樹脂,70酸酐,N-N′二甲基芐胺按照一定比例配比而成,其中E51為南通星辰合成材料廠生產,70酸酐為天津晶東化學復合材料公司生產,N-N′二甲基芐胺為上海三愛思試劑有限公司生產。玻璃纖維采用TS-480型號,為南京玻璃纖維研究院生產。
1.2 儀器設備
發射筒芯模為自制,其形狀規格如圖2所示。纏繞機使用連云港維德復合材料有限公司生產的PL300型三維兩軸纏繞機。脫管機為G415型,沈陽電工機械廠生產。烘箱為DG型,寧波紅菱電熱烘箱廠生產。層間剪切強度分別采用WE-10B,INstron 5966試驗機測試。
圖2 發射筒芯模示意圖
1.3 發射筒制備
如圖3所示為含賦旋結構發射筒制備步驟[6],具體為:準備好芯模,原材料,設定好纏繞程序,讓芯模在纏繞機上勻速轉動。將浸漬過酚醛樹脂的棉布平整的鋪層在芯模表面至一定厚度,按照圖4所示工藝,對賦旋層固化,并將固化后的賦旋層車加工至指定厚度。接下來將玻璃纖維纏繞在賦旋層表面至指定厚度后高溫固化,其中酚醛樹脂固化溫度為:RT→40 ℃(1h)→90 ℃(0.5h)→130 ℃(2h)→自然冷卻至室溫,環氧樹脂固化溫度為:RT→90 ℃(3h)→125 ℃(2h)→165 ℃(3h)→自然冷卻至室溫,兩種樹脂升溫速率均為5 ℃/min。
固化后將發射筒表面車加工至要求尺寸再按照產品圖裝配滑塊、機電安裝座等零部件,待包纏固化后銑加工零件至指定尺寸。最后對其表面噴漆、噴標識,經檢驗合格后交付。
1.4 鋪層工藝改善
前期制備過程中,棉布鋪層過程由工人手工操作,制備出來的發射筒賦旋層內壁出現嚴重溝槽(圖1),嚴重影響交付使用。這主要是由于該項目發射筒芯模較長(>3 m),操作人員采用手工無法將棉布水平均勻鋪設在芯模表面,進而再對其進行纖維環向纏繞后容易形成褶皺,造成產品內壁褶皺。經研究討論,設計出如圖4所示的工裝。工裝內卡環與芯模配合,外環與內卡環用鍵固定,防止在賦旋層鋪層過程中,工裝環向轉動。工裝外環側面均布有3個蝶形螺母,用以棉布纏繞過程中調節工裝軸向位置,將棉布均勻固定在芯模。圖5為工裝使用過程實物圖,由圖可見棉布經銷釘固定后平整地均勻分布在芯模表面。圖6為棉布纏繞工藝改善前后發射筒內壁對比,由圖可見改善賦旋層纏繞工藝后發射筒的內壁得到較大改善。

圖3 含賦旋結構發射筒制備步驟
圖4 卷纏工裝實物圖

圖5 賦旋層鋪層圖
1.5 性能測試及分析
研究中采用兩種常用方法測試賦旋層與纖維纏繞層層間剪切強度,具體如下:
參照GB/T1450.1—2005取樣測定賦旋層和纖維纏繞層層間剪切強度,隨機取樣工藝改善前后兩個發射筒,在每個發射筒上等量分別截取50 mm長試樣7個。將每組試樣兩端車加工掉內層酚醛棉布復合材料層,中間保留內層酚醛棉布復合材料層長度10 mm。測試溫度為23 ℃,濕度50% RH,加載速度10 mm/min。從表1中可見,改善前復合材料層間剪切強度為(5.06±0.92) MPa,改善后達到(10.80±2.59) MPa,強度提升了113.4%。

圖6 改善前后內壁對比圖
編號層間剪切強度/MPa改善前改善后16.4814.924.789.4233.837.7145.4510.4256.109.8064.6814.5374.108.85平均值5.06±0.9210.80±2.59
圖7 層間剪切強度實驗前后對比圖
參照JC/T773—2010取樣測定賦旋層剪切強度,試樣尺寸為20 mm×10 mm×2 mm(長×寬×高),跨距為10 mm,由于峰值應力發生在加載壓頭附近,因此測試會產生高剪切和相對低的彎曲載荷。具體制樣方法為:將發射筒外表面玻璃纖維層車加工,僅保留內層酚醛棉布復合材料層和與之相鄰環氧玻璃纖維層,沿發射筒軸向等長度分別取樣10個。測試溫度為23 ℃,濕度50% RH,加載速度1 mm/min。經測試,改善前復合材料層間剪切強度為(13.42±2.18) MPa,改善后達到(22.01±2.92) MPa,強度提升了64%。
經分析,工藝改善前內壁存在的褶皺現象易造成賦旋層與纏繞層界面出現空隙、氣泡、分層等缺陷,進而降低了賦旋層與纖維纏繞層結合強度,導致層間剪切強度下降。經改善后,消除了內壁褶皺現象,從而減少了界面之間的缺陷數,提高了復合材料層間剪切強度[7-8]。
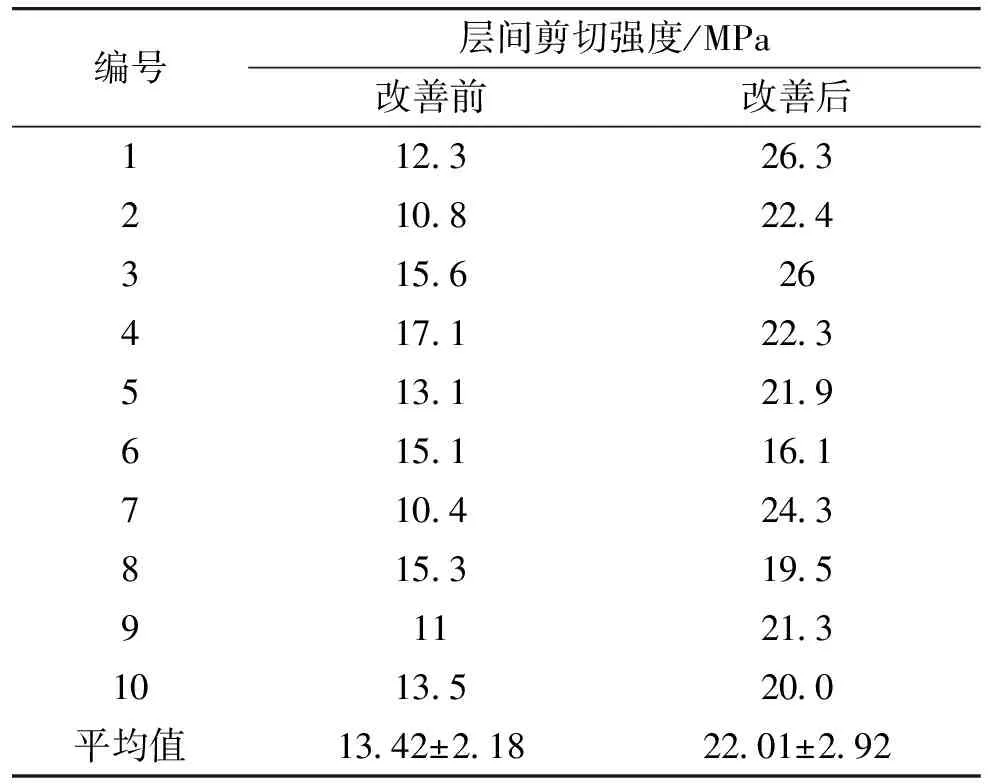
表2 參考標準JC/T773—2010下工藝改善前后層間剪切強度對比
2 結論
通過研制棉布纏繞工裝,改善了賦旋層纏繞過程中棉布難以均勻貼覆在芯模表面的問題,進而降低了賦旋層與纏繞層界面缺陷,增強了界面結合強度。經由兩種不同標準方法測定,經上述工藝改善后,發射筒的層間剪切強度分別提高了113.4%和64%。
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
