多物理耦合場磨粒流加工溫度對點膠頭研拋質量的影響數值分析
2018-10-31 02:05:22趙偉宏胡敬磊李俊燁張心明孟文卿蘇寧寧
長春理工大學學報(自然科學版) 2018年5期
趙偉宏,胡敬磊,李俊燁,張心明,孟文卿,蘇寧寧
(長春理工大學 機電工程學院,長春 130022)
磨粒流加工技術是上世紀由美國發(fā)展起來的,最初用于航空航天領域的復雜幾何形狀的合金工件的去毛刺加工,經過幾十年的發(fā)展,現已在多個領域展開了應用。國內外相關學者對其拋光方式與拋光機理進行了深入研究,并取得了大量成果[1-3]。計時鳴等學者以表面覆有氧化層的硅片為研究對象,在磨粒流加工過程中利用超聲空化作用加快了材料的去除,搭建實驗平臺,驗證了超聲空化可以改變磨粒的動能,從而提高切削效率[4]。E.Uhlmann等學者采用麥克斯韋模型,對磨粒流加工過程進行了CFD模擬,對進出口的壓力降和速度分布等參數做了分析,發(fā)現材料去除率與壓力差以及速度大小成正比[5]。TR Loveless等學者對不同結構的表面進行了磨粒流的加工研究,并用掃描電鏡觀察了工件的表面,圖像顯示經磨粒流加工后,工件表面更加均勻,磨平了機加工帶來的表面凸起,并指出磨粒流應用領域應該得到擴大[6]。
隨著各種點膠工藝的發(fā)展,高精密點膠針頭使用于液晶面板的框架涂布、振器封裝、CCD密封膠涂布、BGA封裝涂布等范圍。因此點膠針頭的精度要求也越來越高,高精密點膠針頭內表面質量直接影響點膠的使用性能,當高精密點膠針頭小孔的內壁存在毛刺現象、不夠光滑或是殘留污染物時,就容易造成點膠不均勻或是導致針頭容易堵塞,所以提高高精密點膠針頭小孔的表面質量,進行高精密點膠針頭小孔精密光整加工的研究具有非常重要研究意義[7-11]。
根據高精密點膠頭工件結構特征,分析得到不同加工溫度條件下多物理耦合場下的流體湍流強度能、湍流粘度云圖和顆粒動能、速度云圖。為了方便分析高精密點膠頭數值變化趨勢,針對不同入口速度條件下,對高精密點膠頭進行劃分區(qū)域,如圖1所示,大孔型腔設置為1區(qū)、大孔型腔到小孔交叉孔處之間設置為2區(qū)、小孔交叉孔處設置為3區(qū)、小孔處設置為4區(qū)。
圖1 高精密點膠頭流道部分二維模型劃分示意圖
2 加工溫度對高精密點膠針頭研拋的數值模擬研究
2.1 不同加工溫度拋光高精密點膠頭流體湍流強度與顆粒動能耦合場分析
設置磨粒粒徑為200目(75μm),體積分數設置為10%,入口速度為45m/s,選取加工溫度為390K、300K、310K、320K(即17℃、27℃、37℃、47℃)進行CFD-DEM耦合數值模擬分析。得到不同加工溫度條件下CFD-DEM耦合場下的流體湍流強度和顆粒動能云圖,如圖2所示。
從圖2流體湍流強度與顆粒動能耦合場云圖可以看出,在工件大孔型腔(1區(qū))流體湍流強度和顆粒動能基本保持不變,在工件2區(qū)流體湍流強度和顆粒動能開始增大,交叉孔處繼續(xù)增大,小孔處達到最大,流體湍流強度越大,磨粒動能越大,對工件壁面碰撞越劇烈,因此小孔處的加工效果較好。
圖2 不同加工溫度拋光高精密點膠頭流體湍流強度與顆粒動能耦合場云圖
為了進一步分析流體湍流動能在拋光過程中的變化趨勢,以加工溫度為310K的流體湍流強度進行數值分析,對工件1區(qū)、2區(qū)、3區(qū)、4區(qū)中心線和工件旋轉中心線進行數據分析,得到如圖3所示不同位置的流體湍流強度變化曲線。
從圖3流體湍流強度變化曲線可以發(fā)現,1區(qū)、2區(qū)、3區(qū)、4區(qū)中心線處湍流強度曲線變化趨勢基本相同,壁面附近湍流強度明顯較高,有利于對工件進行光整加工,從圖3(e)可以看出,隨著磨料流入工件型腔,大孔型腔內湍流強度有所降低,這是因為磨粒與磨粒、磨粒與工件進行相互作用,消耗部分能量,磨料動能轉化為拋光工件的微切削能,從而對工件進行微磨削,在3區(qū)流體湍流強度增長速率較快,從而形成一個明顯的差值,差值越大,對壁面拋光效果越好,當磨料運動到小孔處時,流體湍流強度達到最大,從而對工件進行倒圓角、去毛刺。
圖3 加工溫度為310K時不同位置的流體湍流強度變化曲線
為了更好的分析壁面處流體湍流強度分布情況,選取高精密點膠頭1區(qū)、2區(qū)、3區(qū)、4區(qū)對流體湍流強度和顆粒動能進行數值分析,從圖3進行數值讀取壁面處流體湍流強度數值,得到不同加工溫度條件下工件壁面處流體湍流強度分布表,如表1所示。
表1 不同加工溫度條件下工件壁面處流體湍流強度分布表
從表1可以直觀的看出壁面處流體湍流強度分布情況,(1)在同一加工溫度條件下,流體湍流強度在入口處最小,隨著磨料的流入,流體湍流強度逐漸增大,小孔處流體湍流強度達到最大,流體湍流強度越大,對磨粒作用越激烈,磨粒與工件壁面碰撞越劇烈,說明此處磨料對小孔拋光效果最好。(2)在不同加工溫度條件下,加工溫度在290K~310K之間時,加工溫度增加,流體湍流強度也增大,增大幅度很小,之后湍流強度在320K加工溫度下開始降低,因此在加工溫度為310K~320K之間,磨料運動較為激烈,對工件內表面拋光效果較好。
2.2 不同加工溫度拋光高精密點膠頭流體湍流粘度與顆粒速度耦合場分析
同樣的初始條件下,對不同加工溫度拋光高精密點膠頭進行數值模擬分析,得到不同加工溫度拋光高精密點膠頭流體湍流粘度與顆粒速度耦合場云圖,如圖4所示。

圖4 不同加工溫度拋光高精密點膠頭流體湍流粘度與顆粒速度耦合場分析
從圖4流體湍流粘度與顆粒速度可以看出,在磨料入口端流體湍流粘度最大,隨著磨料進入高精密點膠頭,湍流粘度隨著呈拋物線狀形式減弱,工件內表面處湍流粘度為低值,說明對工件拋光較為均勻,在小孔和交叉孔壁面湍流粘度有所上升,有利于對交叉孔和小孔進行倒圓角和去毛刺,從而實現光整加工的效果。流體湍流粘度越小,顆粒運動速度越大,顆粒與工件壁面碰撞越激烈,對壁面的拋光效果越好。
為了更直觀準確的分析各數據區(qū)的變化趨勢,以加工溫度為310K的流體湍流粘度進行數值分析,對工件1區(qū)、2區(qū)、3區(qū)、4區(qū)中心線和工件旋轉中心線進行數據分析,得到如圖5所示不同位置的流體湍流粘度變化曲線。
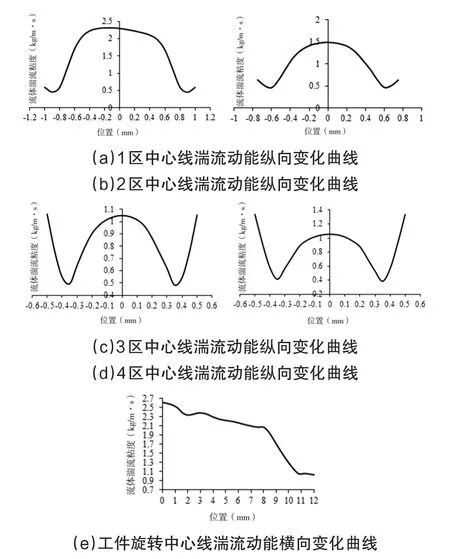
圖5 加工溫度為310K時不同位置的流體湍流動能變化曲線
從圖5不同位置的流體湍流動能變化曲線可知,1區(qū)、2區(qū)、3區(qū)、4區(qū)中心線湍流粘度關于原點對稱,從原點到工件壁面,湍流粘度先減小后增大,在大孔型腔(1區(qū))和2區(qū)壁面湍流粘度小于原點處湍流粘度,在交叉孔處(3區(qū))和小孔處(4區(qū))壁面湍流粘度大于原點處湍流粘度,在磨料壓力作用下,湍流粘度增大,磨料對工件毛刺具有黏附作用,從而有利于對工件進行去毛刺,但湍流粘度增大,磨料流動速度減弱,磨粒與壁面碰撞劇烈程度減弱,因此在一定范圍內增大湍流粘度,有利于對工件進行拋光。從圖5(e)可知,隨著磨料進入工件型腔,流體湍流粘度不斷減小,在小孔處湍流粘度達到最低值,有利于對效果表面進行光整加工。
為了更好的分析工件壁面處流體湍流粘度對工件壁面的影響,選取高精密點膠頭1區(qū)、2區(qū)、3區(qū)、4區(qū)工件壁面處流體湍流粘度進行數值分析,得到不同加工溫度條件下工件壁面處流體湍流粘度分布表,如表2所示。
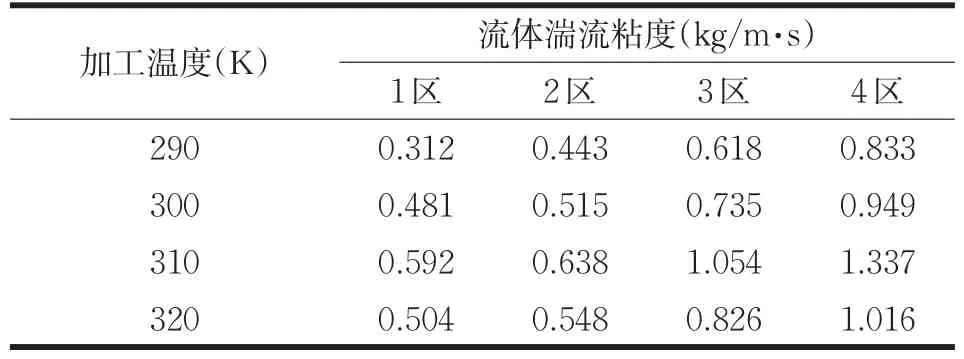
表2 不同加工溫度條件下工件壁面處流體湍流粘度分布表
從表2流體湍流粘度分布表可知,(1)在同一加工溫度條件下,工件壁面處小孔湍流粘度最大,與圖5(e)工件旋轉中心線湍流動能變化趨勢相反,這說明工件孔徑越小,磨料與工件黏附作用越大,有利于對工件壁面進行去毛刺。(2)在不同加工溫度條件下,加工溫度在290K~310K之間,隨著加工溫度不斷增加,流體湍流粘度也逐漸增大,加工溫度大于320K時湍流強度開始降低,磨料對壁面黏附作用最大,因此在加工溫度為310K~320K之間時,此區(qū)間的溫度對壁面進行材料去除較為合適。
3 結論
基于多物理場耦合手段考慮顆粒運行特性,探討磨粒流加工溫度對研拋質量的影響規(guī)律,通過對磨粒流精密研拋高精密點膠針頭的仿真云圖的分析可知:在確定的壓力和磨粒體積分數條件下,通過改變磨粒流加工溫度可獲得不同的磨粒流精密研拋質量。通過分析不同磨粒流加工溫度條件下的多物理耦合場固液兩相流體的湍流強度能、湍流粘度云圖和顆粒動能、速度云圖可以發(fā)現:在溫度為300K~310K時,多物理耦合場磨粒流精密研拋點膠頭的光整加工效果最好。
