Micro數控系統人機界面二次開發方法
2018-10-10 09:27:20秦川機床工具集團股份公司陜西寶雞721009
金屬加工(冷加工) 2018年9期
■ 秦川機床工具集團股份公司 (陜西寶雞 721009) 郭 璐

掃碼了解更多
人機界面是用戶和機床系統信息傳遞的媒介,用來實現信息的輸入和輸出。隨著我國工業化進程的日益推進,對高精度、高性能機床的需求也將會越來越大,因此,通用HMI界面無法滿足日益增長的機床功能需求,對更加先進化的人機界面的二次開發研究就會非常有意義。
本文研究的作為專用機床的數控轉子槽磨床,為汽車的零部件提供了高精度加工,所磨削的轉子槽(見圖1)可以用于汽車轉向泵,也可用于汽車輸油泵上,在實際裝配過程中,由于轉子槽中要裝入葉片,因此為了降低噪聲,這類轉子對槽的精度要求比較高,因而能夠滿足轉子槽高精度磨削加工的轉子槽磨床就必不可少了,并且隨著我國經濟的快速發展,這類專用機床所占市場份額也將會不斷增加。綜上所述,用于轉子槽磨床的專用人機界面開發是十分必要的。

圖 1
本文研究的是在Micro系統下所進行的二次開發,開發工具是仿真軟件MTX_micro_Trainer,Micro系統的二次開發方式有很多,需要根據具體情況選擇最適宜的方式。由于數控轉子磨床的加工所需參數并不是非常多,結合這個特點,選擇以下的二次開發方式會更加優越。
1.用戶界面的設計
用戶自定義界面首先需要考慮的就是如何進行界面設計。Micro系統提供五種控件,分別為文本標簽、編輯框、信息框、圖片和狀態燈,可以使用這五種控件來設計所需的用戶自定義界面。根據本文所研究的數控轉子槽磨床所需加工參數,可以使用系統自帶的控件做界面,這樣既可以進行便捷的零件管理又使得界面更美觀,如圖2所示。

圖 2
2.用戶界面的配置
執行仿真軟件MTX_micro_Trainer,在MTX_micro_Trainer啟動對話框中選擇新建標準機
床下的車床(樣機)/銑床(樣機)新建機床,或者在已創建的機床一欄中選擇已存在的機床,點擊開始按鈕進入對應機床的控制面板。
打開步驟:新建一個用戶界面OP鍵,或者在文件瀏覽界面打開已有的用戶界面。如圖2所示打開已有的界面,基本結構如圖所示。使用光標鍵上下左右切換來選擇控件,屏幕狀態欄顯示當前控件的長、寬、高位置和所綁定的變量等基本信息。
在圖2打開的用戶自定義界面中,執行水平軟鍵“屬性”可以打開所選定的控件屬性界面編輯控件屬性;執行水平軟鍵“位置”可以編輯所選擇控件的位置以及調整控件的大小;執行垂直軟鍵“增加控件”可以創建文本標簽、編輯框、信息框、圖片和狀態燈五種控件并編輯新創建的對應控件的位置;執行垂直軟鍵“設置界面”可以打開用戶界面屬性界面;執行“設置按鍵”可以打開按鍵設置界面設置F鍵和M鍵。
用戶界面屬性界面:修改用戶界面背景色、背景圖片及界面名稱等信息。
名稱輸入可以為字符串或者文本標簽;圖片路徑應設置為當前背景圖片的絕對路徑;X位置和Y位置以及寬度和高度用來設定背景框的位置及大小。當所有修改都結束后,可以執行水平軟鍵提交保存對用戶界面屬性的編輯,也可執行水平軟鍵取消放棄對用戶界面屬性的編輯,如圖3所示。
控件屬性界面:修改用戶所創建控件的文本、字體、數據源和數據格式等內容。
不同控件所對應的屬性界面不同,以最常用的編輯框和狀態燈為例。編輯框的控件屬性界面如圖4所示,界面上顯示了編輯框所綁定的變量序號以及數據源和數據格式。數據源為編輯框的數據來源,可以是CPL變量、PLC變量和HMI數據等,是用于和系統交互的數據。其中,CPL變量是博世力士樂系統提供的一種和界面交互的機床變量,它包括局部變量、全局變量、永久變量和可定義永久變量,變量類型包括整數型、雙精度型、布爾型、字符型和實數型,例如永久整數型變量1可定義為@1%。HMI數據是Micro系統提供的一種數據源,可根據不同數據內容所對應的索引號顯示一些機床數據如通道狀態、進給速率等。數據格式用來設置數值的顯示樣式。當所有修改都結束后,可以執行水平軟鍵提交保存對控件屬性的編輯,也可執行水平軟鍵取消放棄對控件屬性的編輯。
狀態燈的控件屬性界面如圖5所示,界面上顯示了狀態燈所綁定的變量序號以及數據源和條件格式等。數據源為狀態燈的數據來源,可以是CPL變量,PLC變量等,變量意義如上文。狀態燈中的文本輸入可以為字符串或者文本標簽,路徑為狀態燈默認圖片的絕對路徑,可以通過執行垂直軟鍵的“選擇圖片”來瀏覽目錄選擇狀態燈的圖片。條件格式的作用是當滿足數據源的值在值范圍內時狀態燈應該顯示的內容,當所有的條件格式都不滿足時狀態燈顯示默認內容。當所有修改都結束后,可以執行水平軟鍵提交保存對控件屬性的編輯,也可執行水平軟鍵取消放棄對控件屬性的編輯。
按鍵設置界面:定義界面的M鍵和F鍵,可以設置多級按鍵,如圖6所示。以F鍵為例說明。
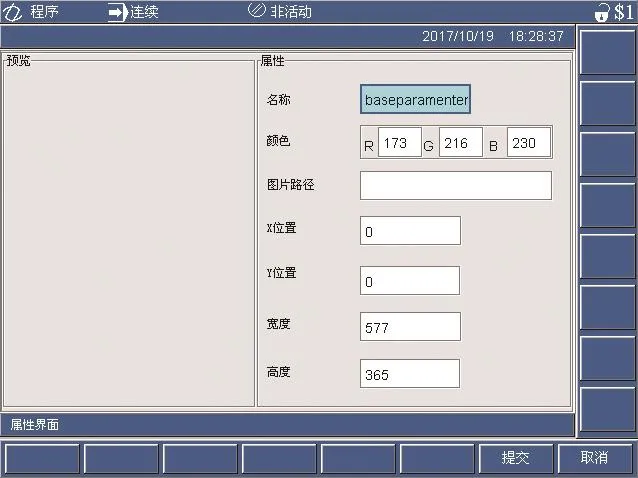
圖 3

圖 4
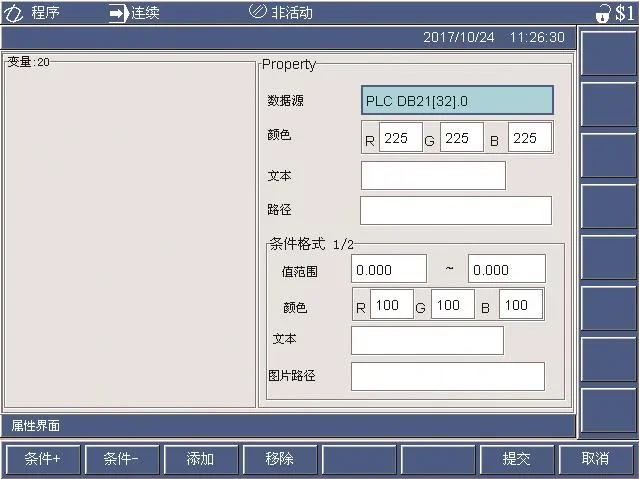
圖 5

圖 6
水平軟鍵“插入”是插入一級導航條;“編輯”是打開文本編輯器編輯當前按鍵的執行指令列表;“移除”是刪除當前這級導航條;“保存”是保存按鍵定義到一個單獨文件中;“另存為”是保存按鍵定義到另一個單獨文件中;“返回”是返回到主界面。垂直軟鍵“導入”是打開瀏覽器選擇文件導入F鍵文件。
3.界面的數據管理
在界面設計和制作之后,就要實現界面參數值和機床數據的交互。如圖2 所示,在工件
件號編輯框中輸入不同的數字并點擊回車后,槽數、槽深等編輯框中的參數值也會跟著切換到對應的工件件號下,因此,有多少個工件件號就有對應的多少套工件參數,從而實現了零件管理。槽數、槽深等轉子基本參數和修整、加工參數在編輯框輸入數據后執行回車就可實現保存數據到NC機床變量。
4.結語
本文所述基于博世力士樂Micro系統的人機界面二次開發方法運用于轉子槽磨床上,既使得用戶自定義界面可自行設計的簡潔、美觀,又能夠便捷的實現數據管理,實際磨削結果也可達到精度的要求,是一種在加工參數不是非常多的情況下行之有效的二次開發方式,可廣泛應用于各類機床的Micro系統人機界面二次開發中。
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
甘肅科技(2020年20期)2020-04-13 00:30:02
制造技術與機床(2019年7期)2019-07-22 03:43:10
模具制造(2019年3期)2019-06-06 02:11:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
西藏科技(2015年12期)2015-09-26 12:13:51
新聞傳播(2015年11期)2015-07-18 11:15:04
